Токарные станки
1. Автоматы и полуавтоматы одношпиндельные
2. Автоматы и полуавтоматы многошпиндельные
3. Револьверные станки
4. Сверлильно-обрезные
5. Карусельные
6. Токарно-винторезные и лобовые
7. Многорезцовые
8. Специализированные
9. Разные
Отнесение того или иного оборудования к конкретному типу определяется, в основ-ном, характером выполняемой работы, совокупностью рабочих движений и применяемыми инструментами.
В зависимости от специализации, то есть номенклатуры обрабатываемых деталей, все станки подразделяются на:
· Универсальные
· Специализированные
· Специальные
Универсальные предназначены для обработки заготовок различной конфигурации.
Специализированные станки предназначены для обработки деталей, определенной конструкции (например, для обработки валов, осей, зубчатых колес).
Специальные для обработки конкретных деталей.
В зависимости от точности, которую можно обеспечить на данном оборудовании все станки подразделяются на станки:
· Нормальной точности Н
· Повышенной точности П
· Высокой точности В
· Особо высокой точности А
· Сверхвысокой точности С (мастер станки)
В зависимости от массы оборудование делится на:
· Тяжёлое – свыше 10 тонн
· Среднее – свыше 1 тонны, но меньше 10 тонн
· Легкое – до 1 тонны
Внедрение систем ЧПУ (числового программного управления) внесло свои коррективы в обозначении станков. В конце марки появляется:
· Ф1 означает наличие на станке числовой индикации перемещения инструмента. Данные системы позволяют осуществлять предварительный набор перемещений инструмента.
· 











 Ф2 означает, что станок оснащен порционной системой управления, которая позволяет осуществлять перемещение инструмента в любую точку рабочей зоны по кратчайшему пути, при этом траектория перемещения не оговаривается. Такими системами оснащается сверлильные и расточные станки.
Ф2 означает, что станок оснащен порционной системой управления, которая позволяет осуществлять перемещение инструмента в любую точку рабочей зоны по кратчайшему пути, при этом траектория перемещения не оговаривается. Такими системами оснащается сверлильные и расточные станки.
· Ф3 контурная система числового управления. Эта система предполагает программирование и задание не только координат самой точки рабочей зоны, но и траекторию перемещения. Такими системами обеспечены токарные и фрезерные станки.
· Ф4 комбинированная система, которая предполагает наличие позиционного и контурного управления. Данными системами снабжаются многоцелевые станки.
Пример:
 1-Группа токарных станков;
1-Группа токарных станков;
К-Модель;
6-Тип токарно-винторезный;
2-Рабочая характеристика станка: высота центра шпинделя от направляющих;
Ф1-числовая индикация перемещения.
Инструмент
Инструмент классифицируется по группам, которые в свою очередь делятся на подгруппы, виды и разновидности. ГОСТом предусмотрено деление всего инструмента на 10 групп:
0. Инструменты для литья, пайки, сварки;
1. Инструменты для обработки материалов давлением (штампы);
2. Для обработки металлических материалов резанием;
3. Для обработки неметаллических материалов резанием;
4. Резерв;
5. Резерв;
6. Вспомогательный инструмент;
7. Приспособления для станочных и ручных работ;
8. Средства измерения и контроля линейных и угловых величин;
9. Резерв.
Все группы делятся на подгруппы, например для 2й группы характерны следующие подгруппы:
2.1 – Резцы;
2.2 – Фрезы;
2.3 – Осевой инструмент;
2.4 – Протяжной и прошивочный;
2.5 – Зуборезный и зубообраб-щий;
2.6 – Резьбообрабатывающий;
2.7 – Абразивный;
2.8 – Ручной;
2.9 – прочий.
Для инструментов 2й группы, 1й подгруппы различают виды:
2.1.0 – Резцы проходные;
2.1.1 – Резцы подрезные;
2.1.2 – Резцы канавочные;
2.1.3 – Резцы отрезные;
2.1.4 – Резцы расточные;
2.1.5 – Резцы фасонные;
2.1.6 – Резерв;
2.1.7 – Резцы строгальные;
2.1.8 – Резцы долбёжные;
2.1.9 – прочие.
Каждый вид имеет разновидности, так для проходных резцов (2.1.0) предусмотрено
2.1.0.0 – Прямые проходные с прямоугольной державкой;
2.1.0.1 – Прямые проходные упорные;
2.1.0.6 – Прямые проходные с державкой круглого сечения.
Обработка на станках токарной группы
Движение резания на станках токарной группы сообщается заготовке. Вид движения – вращательное. Движение подачи (обычно два: продольное и поперечное) сообщается инструменту.
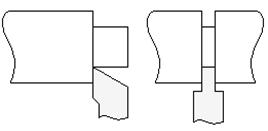
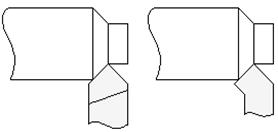 На станках токарной группы обрабатывают внутренние и наружные цилиндричес-кие, резьбовые, плоские торцевые и другие виды поверхностей. Большое разнообразие видов обрабатываемых поверхностей предопределило появление широкой номенклатуры токарных резцов (различные виды и разновидности):
На станках токарной группы обрабатывают внутренние и наружные цилиндричес-кие, резьбовые, плоские торцевые и другие виды поверхностей. Большое разнообразие видов обрабатываемых поверхностей предопределило появление широкой номенклатуры токарных резцов (различные виды и разновидности):
Прямой проходной, проходной отогнутый,
упорнопроходной, отрезной (канавочный).
Определение режимов резания при токарной обработке
Исходные данные:
1. Характеристика оборудования (частота вращения шпинделя, величины подач, мощность, жёсткость узлов, предельные размеры обработки);
2. Характеристика режущего инструмента, то есть группа, подгруппа, вид, разновидность, а также материал режущей части и геометрия инструмента;
3. Характеристика материала обрабатываемой заготовки: вид и марка материала, физико-механические свойства, размеры заготовки и детали, точность обработки поверхности, шероховатость.
4. Характеристика данного технологического процесса: тип производства, заданная производительность, маршрут обработки, последовательность выполнения переходов технологических операций.




 Последовательность выбора или назначения элементов режима резания выглядит следующим образом: t S T V n.
Последовательность выбора или назначения элементов режима резания выглядит следующим образом: t S T V n.
Глубину резания определяют по формуле
При назначении глубины резания, необходимо обеспечить возможность удаления припуска за один рабочий ход. При этом учитывается ограничение по мощности, а также прочность и жёсткость инструмента и детали.
 Если глубина резания меньше припуска, то делают несколько проходов, причём на черновые проходы берут 0,75 – 0,8 величины припуска.
Если глубина резания меньше припуска, то делают несколько проходов, причём на черновые проходы берут 0,75 – 0,8 величины припуска.
Увеличение глубины резания уменьшает оперативное время, то есть повышает производительность. Как правило, глубина резания при чистовой обработке составляет 0,2 – 1,5 мм.
Назначение подачи. При черновой обработке, величина подачи ограничивается прочностью инструмента, прочностью механизма подачи, а также жёсткостью конструкции обрабатываемой детали и инструмента. При чистовой обработке, величина подачи лимитируется шероховатостью обработанной поверхности. Как правило, подача назначается по нормативам. Приближённо подачу можно назначить в долях глубины резания: Sчерн=(0,5¸0,25)t, Sчист=(0,05¸0.1)t.
Выбранная или рассчитанная подача корректируется по паспорту станка, при этом выбирается ближайшее наименьшее.
Стойкость инструмента с учётом конкретных условий обработки и заданной производительности выбирается по нормативам.
Скорость резания можно назначить по нормативам, но может быть рассчитана по формуле:

 Cv - коэффициент, характеризующий нормальные принятые условия резания,
Cv - коэффициент, характеризующий нормальные принятые условия резания,
t - глубина резания,
S - подача резания,
kv-обобщенный коэффициент.
 HB – твёрдость обрабатываемого материала, n – показатель относительной твёрдости. По рассчитанной скорости определяют частоту оборотов шпинделя. Зная рассчитанную частоту оборотов шпинделя, по паспорту станка выбирают ближайшее наименьшее. Ближайшее наибольшее выбирается в том случае, если оно ненамного превышает расчётную частоту вращения, либо обоснованно расчётами по загрузке данного рабочего места.
HB – твёрдость обрабатываемого материала, n – показатель относительной твёрдости. По рассчитанной скорости определяют частоту оборотов шпинделя. Зная рассчитанную частоту оборотов шпинделя, по паспорту станка выбирают ближайшее наименьшее. Ближайшее наибольшее выбирается в том случае, если оно ненамного превышает расчётную частоту вращения, либо обоснованно расчётами по загрузке данного рабочего места.
По действительной частоте вращения шпинделя определяют действительную скорость резания.
Зная элементы режима резания, можно рассчитать касательную составляющую силы резания Pz: Pz=CPz×txpz×Sypz×Vnp×kP
По величине Pz определяют эффективную мощность резания.
 По последней с учётом КПД определяют потребляемую мощность привода станка.
По последней с учётом КПД определяют потребляемую мощность привода станка.
Штучное время рассчитывается в последнюю очередь.
Пути повышения производительности при работе на станках токарной группы
1. Повышение производительности достигается допустимым увеличением всех элементов режима резания;
2. Сокращением вспомогательного времени;
3. Совмещением, то есть одновременным выполнением обработки нескольких поверхностей;
4. Совмещением выполнения основных и вспомогательных решений.
Достижение этих задач возможно путём выполнения, как организационных мероприятий, так и созданием оборудования, направленного на их решение.
Токарно-револьверные станки (ТРС)
ТРС оснащены револьверными головками, которые несут режущий инструмент, настроенный для обработки конкретной детали. Последовательное круговое вращение револьверной головки существенно сокращает вспомогательное время, что способствует повышению производительности. Существует 2 разновидности ТРС: с горизонтальной и вертикальной осями вращения револьверных головок.
Ещё большей производительности достигают применением токарных автоматов и полуавтоматов. В полуавтоматах не автоматизированная нагрузка. Различают прутковые и патронные автоматы. Патронное оборудование предполагает штучное изготовление заготовок.
Существует три разновидности одношпиндельных токарных автоматов:
1. Токарно-револьверные автоматы. Обработка ведётся с помощью инструментов, расположенных в револьверной головке с горизонтальной осью вращения и на поперечных суппортах.
2. Фасонно-отрезные. Обработка ведётся с поперечных суппортов.
3. Автоматы продольного точения. Автомат оснащён несколькими поперечными суппортами. Продольная обработка ведётся при подаче прутка.