рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Промышленность
- /
- Этап 11.
Реферат Курсовая Конспект
Этап 11.
Этап 11. - раздел Промышленность, Высокопроизводительный резьбообразующий инструмент ...
 —за исключением первого и чистового метчиков;
—за исключением первого и чистового метчиков;
Хорошие результаты при нарезании резьбы в деталяхиз высокопрочных закаленных сталей, жаропрочных и титановых сплавов показывают корригированные метчики [8], у которых угол профиля меньше угла профиля нарезаемой резьбы (рис. 7).
В результате между обрабатываемым материалом и боковыми поверхностями режущих зубьев возникаютзазоры, что уменьшает момент трения, устраняет защемление зубьев во впадинах резьбы и способствует лучшему проникновению смазочно-охлаждатощей жидкости в зону резания.
Получение заданного профиля резьбы достигается в результате обратной конусности по среднему диаметру метчика. Угол обратного конуса может быть рассчитан по формуле
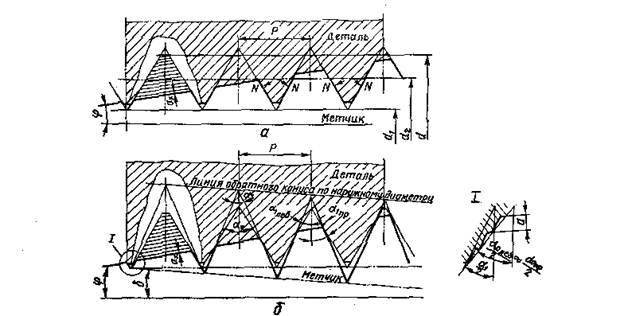
Рис. 7. Схемы резания нормальным (а) и корригированным (б) метчикам

где δ— половина угла обратного конуса;
αо,α1—углы профиля резьбы и метчика соответственно.
При нарезании метрической резьбы (я=60°) угол профиля α1=55°, что обеспечивает появление достаточных зазоров между зубьями метчика и обрабатываемой деталью и позволяет контролировать средний диаметр метчиков с помощью инструментов, предназначенных для проверки дюймовых резьб (рис. 8).
В табл. 3 приведены основные размеры и область применения метчиков (d=6÷42 мм, Р=1÷ 2 мм, z=3÷ 4).
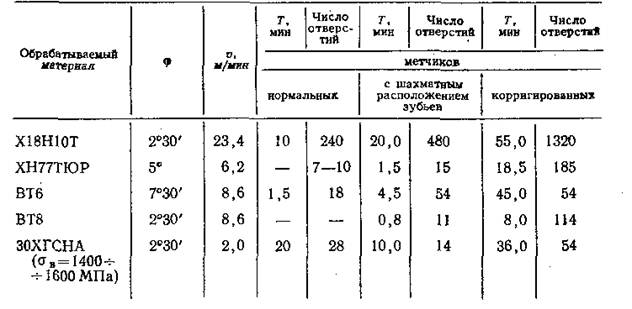
Эффективность применения корригированных метчиков подтверждается табл. 4, в которой приведены данные по стойкости метчиковМ14х1,5 (z=3) из стали Р9К5 различной конструкции при работе на различных материалах и при охлаждении сульфофрезолом с расходом 6—8 л/мин.
Корригированные метчики можно успешно применять ипри нарезании резьбы в глухих отверстиях приусловии использования комплектных метчиков [8].
При нарезании глухой резьбы величина допустимого сбегарезьбы, определяющая работоспособность чистовых метчиков, должна быть возможно больше.
Шероховатость вследствие несоответствия углов профиля резьбы и метчика Rа<2,5 мкм.
Один из резервов повышения стойкости метчиков при нарезании резьбы в труднообрабатываемых материалах - воздействие на
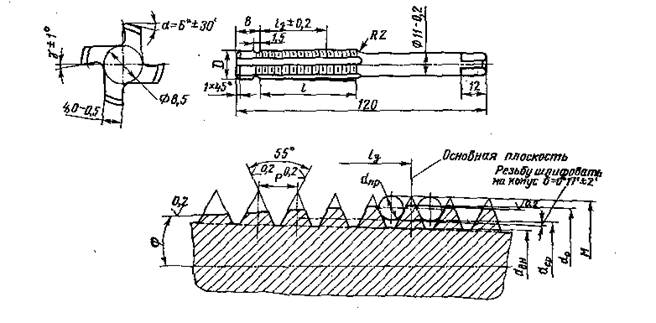
Рис. 8. Конструкция корригированного метчика
Таблица 3

процесс резания ультразвука. Особенно эффективно воздействие ультразвуковых колебаний при изготовлении метчиками мелко размерной резьбы М1—М8 [14]: крутящий момент уменьшается в 1,3—1,6 раза, устраняет заклинивание метчиков, процесс нарезания стабилизируется, стойкость метчиков возрастает в два раза.
Метчики известных конструкций полностью пригодны для ультразвукового нарезания, причем в отличие от метчиковМ10 и более, длину которых необходимо рассчитывать с учетом резонансных условий и выдерживать с точностью ±5%, мелкоразмерные метчики для нарезания с воздействием ультразвука не отличаются по своим размерам от стандартных метчиков.
Таблида 4
Основная конструктивная особенность метчиков для ультразвукового нарезания резьбы связана с необходимостью изменения переднего и заднего углов заборной части. Лучшие результаты показывают метчики с уменьшенным передним и увеличенным задним углами; они меньше изнашиваются по задней поверхности, а режущий клин их достаточно прочен—сколов не наблюдается даже при обработке высокопрочных сталей с Ơв==1600—1800МПа.
Рекомендуемые углы заточки заборной части метчиков и скорость резания при нарезании резьбы в различных материалах приведены в работе [14]. В частности, для сплавов на основе титана (Ơв=700-1400 МПа) для метчиков М1—М2,5 γ=4°, α=20° и для метчиков МЗ—М8 γ=8°, α=12°; скорость резания находится в пределах 0.3—0,5 м/мин (М1—М2), 0,7—0,9 м/мин (М2.5—МЗ),1,2—1,5 м/мин (М4—М5) и 3—5 м/мин (М6—М8).
Ультразвуковые колебания не оказывают влияние на точность нарезаемой резьбы. Рекомендуются следующие амплитуды колебаний: 1—2 мкм для метчиковМ1—М1,8; 3—4 мкм для метчиков М2—М4: 5—6 мкм для метчиков М5—М8.
– Конец работы –
Эта тема принадлежит разделу:
Высокопроизводительный резьбообразующий инструмент
На сайте allrefs.net читайте: "Высокопроизводительный резьбообразующий инструмент"
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Этап 11.
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.053 сек.
Новости и инфо для студентов