рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Промышленность
- /
- ДВУХСТУПЕНЧАТЫЕ МЕТЧИКИ
Реферат Курсовая Конспект
ДВУХСТУПЕНЧАТЫЕ МЕТЧИКИ
ДВУХСТУПЕНЧАТЫЕ МЕТЧИКИ - раздел Промышленность, Высокопроизводительный резьбообразующий инструмент Применение Двухступенчатых Метчиков Со Второй Ступенью Несколько Большего Диа...
Применение двухступенчатых метчиков со второй ступенью несколько большего диаметра, т. е. две ступени метчика работают по схеме метчиков в комплекте (см, рис. 6, а), значительно уменьшает явление подрезания боковыми кромками зубьев метчика витков резьбы.
В этом случае подрезанный первой (черновой) ступенью профиль резьбы будет в значительной мере исправлен второй (чистовой) ступенью, работающей в основном только боковыми сторонами и срезающей сравнительно небольшой припуск—от 0,04 до 0,07мм.
Для увеличения стойкости (производительности) и улучшения качества нарезаемой резьбы метчики конструируются из расчета толщины срезаемого слоя а = 0,008—0,015 мм и с винтовыми канавками с левым направлением (для правой резьбы) для получения одинаковых передних углов на боковыхкромках.
Поскольку качество резьбы по точности и шероховатости определяется главным образом работой второй ступени, на главных режущих кромках ее предусмотрен передний уголγ=20°(рис. 9), обусловливающий на боковых режущих кромках переднийугол γб≈10˚, обеспечивающий хорошие условия резания для гаммы обрабатываемых материалов с различными физико-механическими свойствами.

Рис. 9. Двухступенчатый метчик
Передний угол на первой ступени принимается равным6—8°. Середина профиля резьбы первой и второй ступеней должна быть расположена на одной винтовой линии.
Применение двухступенчатых метчиков при нарезании всквозных отверстиях различных видов резьб как в обычных, так и в труднообрабатываемых материалах обеспечивает нарезание резьбы с полем допуска 4Н, шероховатость поверхностиRz≤10 мкм, повышение производительности не менее чем в два раза.
Методика расчета двухступенчатых метчиков состоят из следующих этапов:
1. Определение номинальных размеров резьбы второй ступени метчика и допускаемых отклонений наружного, среднего и внутреннего диаметров dнар, dср и dвн, шага Р и половины угла профиля резьбы α/2.
В случае метрической резьбы используютсяСТ СЭВ 182—75, СТ СЭВ 842—78,ГОСТ 16925—71 (назначение верхнего отклонения наружного диаметра).
Допуски на средний диаметр метчика должны соответствовать первому классу по СТ СЭВ 842—78.
Наружный, средний и внутренний диаметры первой ступени метчиков равны этим диаметрам второй ступени за вычетом следующих величин:0,16 мм — Р=0,75÷2,0; 0,20мм — Р=2,5÷3,0; 0,24 мм— Р=3,5÷4,0; 0,28—Р=4,5÷5,0.
2. Установление параметров и количества стружечных канавок (табл.5).
Таблица 5
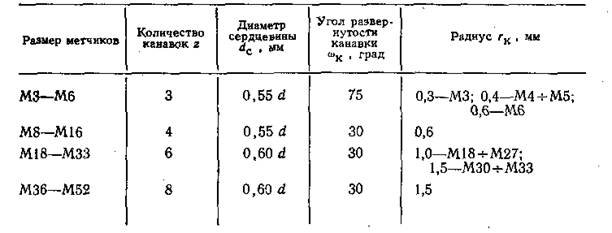
Ширина пера первой и второй ступеней F1 иF2 определяется
размерами стружечных канавок F2=0,3d.
3. Расчет угла уклона φ заборной части первой и второй ступеней (см, формулу 3), с учетом толщин срезаемого слоя: 0,008 мм—для метчиков МЗ—Мб; 0,01 мм—для метчиков М8— М10; 0,012—0,015 мм—для метчиков М12—МЗЗ; 0,015—0,02 мм— для метчиков М36—М52.
Рекомендуемые значения толщин срезаемого слоя могут быть изменены в большую сторону для сокращения длины метчика, но в этом случае обязательна проверка условий размещения стружки [см. формулу (1)].
4. Определение длины заборной части первой и второй ступеней [см. формулу (2)].
5. Определение основных размеровметчика (см. рис. 9): начальные диаметры: заборного конусаdк1, [см. формулу(4)];
dк2 = dк1 + Δd (Δd для шагов 0,75—0,1мм; 1,0÷4,0—0,2 мм;4,5÷5,0—0.3мм);
длина рабочей части каждой ступени; l=lз+10Р, диаметр хвостовика d4 и размеры квадрата h и а поГОСТ 3449—71; ширина и диаметр выточки b=5Р; d3= d4; общая длина метчика при длине нарезаемого отверстия ≤13Р:

6. Определение угла подъема винтовых канавок:

7. Установление величин затылования по наружному диаметру заборной части К и по профилю К1 из расчета получения задних углов α=3º÷3º30´ и αб=7º÷10º (для обычных материалов).
Двухступенчатые метчики изготовляют с обратной конусностью (уменьшением диаметров в направлении к хвостовику), которая на 100 мм длины должна быть по среднему и внутреннему диаметрам 0,03—0,05 мм и по наружному диаметру 0,05— 0,10мм (для обычных материалов).
ВНИИ разработаны двухступенчатые метчики для нарезания резьбы в круглых плашках с резьбой МЗ—М52 (Р=0,5÷5 мм) и 1/8" труб.—11/2" труб. (Р=0,907÷2,309мм).
Методика расчета двухступенчатых метчиков для нарезания резьбы в плашках имеет следующие отличительные особенности.
Этап 1. Наружный диаметр dнар2, метчиков принимается для метрической резьбы равным номинальному наружному диаметру резьбы по СТ СЭВ 182—75 и для трубной резьбы—номинальному наружному диаметру за вычетом допускаемого нижнего отклонения на наружный диаметр резьбы по ГОСТ 6357—73.
Средний диаметр dср2, метчиков определяется по формуле

где d2 и Δd2 —номинальный средний диаметр резьбы и половина допускаемого нижнего его отклонения соответственно.
Для метрической резьбы нижнее отклонение соответствует полю допуска 6h (Р=0,75÷2,0 мм) и 6g (Р=2,5÷5,0мм), для трубной резьбы — классу А.
Для резьб с полем допуска 8h—8g и класса В целесообразно иметь метчики с отклонением, соответствующим данным полям допусков.
Для метрической резьбы внутренний диаметр dвн= d1– 0,216Р+δ2, мм (d1—номинальный внутренний диаметр резьбы, мм; δ2 — допуск на изготовление метчика, равный 0,01—0,02мм (Р=0,5÷1,5) и 0,02—0,035 мм (Р=2÷5).
Для трубной резьбы внутренний диаметр метчиков равен номинальному внутреннему диаметру резьбы за вычетом допускаемого нижнего отклонения на наружный диаметр резьбы(ГОСТ 6357—73).
Этап 2. Количество канавок метчика

где zпл—количество перьев плашки;
С=3—для метчиков М45Х4,0; М45Х4.5; М48Х5; 11/8" труб. и 11/2" труб.
С=2—для метчиков 1";11/4" и 13/8″труб.;
С= 1 —для всех остальных метчиков.
Ширина пера второй ступени F2 принимается из расчета перекрытия просвета между перьями плашки по внутреннему диаметру на 5% и более.
Этап 4. При расчетах длины заборной части метчиков высота для трубной резьбы принимается t=0,72Р (с учетом занижения диаметра начального конуса относительно внутреннего диаметра резьбы).
Этап 5. Диаметр начального конуса первой ступени определяется по формуле dк1 = dвн1 —0,15Р мм.
Длина калибрующей части каждой ступени равна высоте плашки Нп.
Расстояние между ступенями b≈Нпл/2 —1,4Р мм.
– Конец работы –
Эта тема принадлежит разделу:
Высокопроизводительный резьбообразующий инструмент
На сайте allrefs.net читайте: "Высокопроизводительный резьбообразующий инструмент"
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ДВУХСТУПЕНЧАТЫЕ МЕТЧИКИ
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.02 сек.
Новости и инфо для студентов