Боковой зазор - раздел Промышленность, Метрология Для Устранения Возможного Заклинивания При Нагреве Передачи, Обеспечения Усло...
Для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала и ограничения мертвого хода при реверсировании отсчетных и делительных реальных передач они должны иметь боковой зазор jn (между нерабочими профилями зубьев сопряженных колес). Этот зазор необходим также для компенсации погрешностей изготовления и монтажа передачи и для устранения удара по нерабочим профилям, который может быть вызван разрывом контакта рабочих профилей вследствие динамических явлений. Такая передача является однопрофильной (контакт зубьев колес происходит по одним рабочим профилям).
Боковой зазор определяют в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам (рис. 2.52).
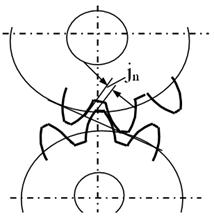
Рисунок 52 - Боковой зазор jn в передаче
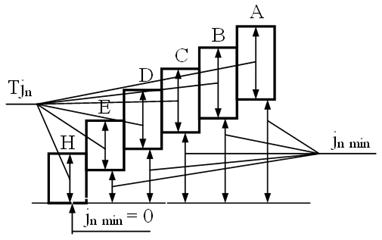
Рисунок 53 - Виды сопряжений и допуски на боковой зазор
Независимо от степени точности изготовления колес передачи предусмотрено шесть видов сопряжении. Установлено шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами от I до VI. Соответствие видов сопряжении и указанных классов, приведенных в таблице 10, допускается изменять.
Таблица 10 - Виды сопряжений и соответствующие им виды допусков на боковой зазор и классы отклонений на межосевое расстояние
| Виды сопряжений с зазором
| Обозначение вида сопряжений
| Для степеней точности по нормам плавности
| Виды допусков на боковой зазор
| Классы отклонений на межосевое расстояние
|
|
|
|
|
| I
|
| нулевым
| H
| 3 – 7
| h
| II
|
| весьма малым
| E
| 3 – 7
| h
| II
|
| малым
| D
| 3 – 8
| d
| III
|
| уменьшенным
| C
| 3 – 9
| c
| IV
|
| нормальным
| B
| 3 – 11
| b
| V
|
| увеличенным
| A
| 3 - 12
| a
| VI
|
|
|
|
| z, y, x
|
|
На боковой зазор установлен допуск Тjn, определяемый разностью между наибольшим и наименьшим зазорами. По мере увеличения бокового зазора увеличивается допуск Тjn. Установлено восемь видов допуска на боковой зазор: х, у, z, а, b, с, d, h. Каждому виду сопряжения соответствует определенный вид допуска (таблица 10). Соответствие видов сопряжений и видов допусков допускается изменять, используя при этом и виды допуска x, у и z.
Боковой зазор jn min, необходимый для компенсации температурных деформаций и размещения смазочного материала, определяют по формуле
jn min = V + aw ×(a1×Dto1 - a2×Dto2)×2sina ,
где V –толщина слоя смазочного материала между зубьями;
aw – межосевое расстояние;
a1 и a2 – температурные коэффициенты линейного расширения материала колес и корпуса;
Dto1 и ×Dto2 – отклонение температур колеса и корпуса от 20 °С;
a – угол профиля исходного контура.
Деформацию от нагрева определяют по нормали к профилям.
Боковой зазор обеспечивают путем радиального смещения исходного контура рейки (зуборезного инструмента) от его номинального положения в тело колеса (рисунок 54). Под номинальным положением исходного контура понимают положение исходного контура на зубчатом колесе, лишенном погрешностей, при котором номинальная толщина зуба соответствует плотному двухпрофильному зацеплению.

Рисунок 54 - Исходный контур: 1 – номинальное положение; 2 – действительное положение
Связь смещения исходного контура с боковым зазором jn и утолщением толщины зуба по постоянной хорде Ecs можно установить соответственно из треугольников abc и dbc (рисунок 54):
jn min = 2EHs×sina;
Ecs = 2EHs×tga.
Дополнительное смещение исходного контура ЕHr от его номинального положения в тело зубчатого колеса осуществляют для обеспечения в передаче гарантированного бокового зазора. Наименьшее дополнительное смещение исходного контура назначают в зависимости от степени точности по нормам плавности и вида сопряжения и обозначают: для зубчатых колес с внешними зубьями как - EHs, для колес с внутренними зубьями - через +EHi.
В таблице 11 приведены показатели, определяющие гарантированный боковой зазор, допуски и отклонения по нормам бокового зазора.
Таблица 11 - Показатели бокового зазора
|
Контролируемый объект
| Показатель
| Допуск или отклонение
|
|
Наименование
| Обозначение
|
Наименование
| Обозначение
|
| Передача с нерегули-ремым расположени-ем осей
| Отклонение меж-осевого расстояния
| far
| Предельные откло-нения межосевого расстояния
| ±fa
|
| Передача с регули-руемым положением осей
| Наименьший боковой зазор
| jn min
| Допуск бокового зазора
| Tjn
|
| Зубчатые колеса
| Наименьшее допол-нительное смещение исходного контура
| EHs
| Допуск на смещение исходного контура
| TH
|
| Наименьшее откло-нение средней дли-ны общей нормали
| EWms
| Допуск на среднюю длину общей нормали
| Twm
|
| Наименьшее откло-нение длины общей нормали
| EWs
| Допуск на длину общей нормали
| Tw
|
| Наименьшее откло-нение толщины зуба
| Ecs
| Допуск на толщину зуба
| Tc
|
| Верхнее отклонение измерительного межосевого расстояния
| Ea''s
| Нижнее отклонение измерительного межосевого расстояния
| Ea''i
|
Примечание.Среднюю длину общей нормали определяют по формуле:
Wm = (W1 + W2 + × × × + Wz)/z ,
где W1, W2, × × × Wz – действительные длины общей нормали; z – число зубьев.
Общий боковой зазор должен состоять из гарантированного бокового зазора jn min и зазора Кj, компенсирующего погрешности изготовления зубчатых колес и монтажа передачи и уменьшающего боковой зазор:
jn min + Кj = 2(EHs1 + EHs2)×sina.
Зазор Кj отсчитывают по нормали к зубьям.
Необходимое наименьшее смещение исходного контура на обоих зубчатых колесах
EHs1 + EHs2 = 0,5×( jn min + Кj)/ sina.
Зазор Кj предназначен для компенсации ряда погрешностей изготовления зубчатых колес и монтажа передачи и определяется по формуле
 .
.
Наибольший боковой зазор, получаемый между зубьями в передаче, не ограничен стандартом. Он представляет собой замыкающее звено сборочной размерной цепи, в которой составляющими размерами, ограниченными допусками, являются межосевое расстояние и смещение исходных контуров при нарезании обоих колес и др. Поэтому наибольший зазор не может превышать значения, получаемого при наиболее неблагоприятном сочетании отклонений составляющих размеров:
jn max = jn min + 2(TH1 + TH2 + 2fa)×sina.
Все темы данного раздела:
Понятие о метрологии как науке
Метрология - наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
В практической жизни человек вс
Понятие о средствах измерений
Средство измерения (СИ) - это техническое средство (или комплекс технических средств), предназначенное для измерения, имеющее нормированные метрологические характер
Метрологические характеристики средств измерений
Метрологические характеристики средств измерений – это характеристики свойств, оказывающие влияние на результаты и погрешности измерений. Информация о назначении метр
Факторы, влияющие на результаты измерений
В метрологической практике при проведении измерений необходимо учитывать ряд факторов, влияющих на результаты измерения. Это - объект и субъект измерения, метод измерения, ср
Методы измерения физических величин
Методы измерения определяются видом измеряемых величин, их размерами, требуемой точностью результата, требуемой быстротой процесса измерения и прочими данными.
Существует м
Формирование результата измерений. Погрешности измерений
Процедура измерения состоит из следующих основных этапов:
1) принятие модели объектоизмерения;
2) выбор метода измерения;
3) выбор средств измерения;
Представление результатов измерений
Существует правило: результаты измерения округляют с точностью до "погрешности".
В практической метрологии выработаны правила округления результатов и погрешностей измерений. Ос
Причины возникновения погрешностей измерения
Имеется ряд слагаемых погрешностей, которые являются доминирующими в общей погрешности измерения. К ним относятся:
1) Погрешности, зависящиеот средств измерения. Но
Обработка многократных измерений
Предполагаем, что измерения равноточные, т.е. выполняются одним экспериментатором, в одинаковых условиях, одним прибором. Методика сводится к следующему: проводят n наблюдений (един
Распределение Стьюдента (t-критерий)
n/α
0.40
0.25
0.10
0.05
0.025
0.01
0.005
0.0005
Методики выполнения измерений
Основная потеря точности при измерениях происходит не за счёт возможной метрологической неисправности применяемых средств измерений, а в первую очередь за счёт несовершенства методо
Понятие метрологического обеспечения
Под метрологическим обеспечением (МО) понимается установление и применение научных и организационных основ, технических средств, правил и норм, необ
Системный подход при разработке метрологического обеспечения
При разработке МО необходимо использовать системный подход, суть которого состоит в рассмотрении МО как совокупности взаимосвязанных процессов, объединенных одной целью - достижен
Основы метрологического обеспечения
Метрологическое обеспечение имеет четыре основы: научную, организационную, нормативную и техническую. Их содержание показано на рисунке 1. Отдельные аспекты МО рассмотрены в рекоме
Законодательство РФ об обеспечении единства измерений
Нормативная база обеспечения единства измерений представлена на рисунке 2.
Национальная система обеспечения единства измерений
Национальная система обеспечения единства измерений (НСОЕИ) - это совокупность правил выполнения работ по обеспечению единства измерений, ее участников и правил
Основные виды метрологической деятельности по обеспечению единства измерений
Под единством измерений понимается такое состояние измерений, при котором их результаты выражены в узаконенных единицах величин и погрешности (неопределенно
Оценка соответствия средств измерений
При проведении измерений, относящихся к сфере государственного регулирования обеспечения единства измерений, на территории России должны применяться СИ, соответствующие требованиям
Утверждение типа средств измерений
Утверждение типа (кроме СОССВМ) осуществляется на основании положительных результатов испытаний. Утверждение типа СОССВМ осуществляется на основании положительных результатов атте
Аттестация методик выполнения измерений
Методика выполнения измерений – это совокупность операций и правил, выполнение которых обеспечивает получение результата измерений с установленной погрешностью.
Поверка и калибровка средств измерений
Поверка средств измерений – это совокупность операций, выполняемых с целью подтверждения соответствия действительных значений метрологических характерис
Структура и функции метрологической службы предприятия, организации, учреждения, являющиеся юридическими лицами
Метрологическая служба предприятия, организации и учреждения, пользующихся правами юридического лица, независимо от форм собственности (далее - предприятия) включает отдел (службу)
Понятие взаимозаменяемости
Взаимозаменяемостью называется свойство одних и тех же деталей, узлов или агрегатов машин и т. д., позволяющее устанавливать детали (узлы, агрегаты) в процессе сборки или зам
Квалитеты, основные отклонения, посадки
Точность детали определяется точностью размеров, шероховатостью поверхностей, точностью формы поверхностей, точностью расположения и волнистостью поверхностей.
Для обеспече
Обозначение полей допусков, предельных отклонений и посадок на чертежах
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными
Неуказанные предельные отклонения размеров
Предельные отклонения, не указанные непосредственно после номинальных размеров, а оговоренные общей записью в технических требованиях чертежа, называются неуказанными предельными отклонениями.
Рекомендации по применению посадок с зазором
Посадку Н5/h4 (Smin= 0 и Smax = Td +Td) назначают для пар с точным центрированием и направлением, в которых допускается проворачивание и продольное перемещение
Рекомендации по применению переходных посадок
Переходные посадки Н/js, Н/k, Н/m, Н/n используют в неподвижных разъемных соединениях для центрирования сменных деталей или деталей, которые при необходимости могут передвигаться вд
Рекомендации по применению посадок с натягом
Посадки Н/р; Р/h – "легкопрессовые" - характеризуются минимальным гарантированным натягом. Установлены в наиболее точных квалитетах (валы 4 - 6-го, отверстия 5 – 7-
Понятие о шероховатости поверхности
Шероховатостью поверхности согласно ГОСТу 25142 - 82 называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины. Базова
Параметры шероховатости
Согласно ГОСТ 2789 – 73 шероховатость поверхности изделий независимо от материала и способа изготовления можно оценивать следующими параметрами (рисунок 10):
Общие термины и определения
Допуски формы и расположения поверхностей деталей машин и приборов, термины, определения, относящиеся к основным видам отклонений, стандартизованы ГОСТ 24642 – 81.
В основу
Отклонения и допуски формы
К отклонениям формы относятся отклонения прямолинейности, плоскостности, круглости, профиля продольного сечения и цилиндричности.
Отклонения формы плоских поверхнос
Отклонения и допуски расположения
Отклонением расположения поверхности или профиля называют отклонение реального расположения поверхности (профиля) от его номинального расположения. Количественно отклонения расположения о
Суммарные отклонения и допуски формы и расположения поверхностей
Суммарным отклонением формы и расположения называется отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемого элемента (повер
Зависимый и независимый допуск формы и расположения
Допуски расположения или формы, устанавливаемые для валов или отверстий, могут быть зависимыми и независимыми.
Зависимым называется допуск формы или расположения, минимальное значен
Числовые значения допусков формы и расположения поверхностей
Согласно ГОСТ 24643 - 81 для каждого вида допуска формы и расположения поверхностей установлено 16 степеней точности. Числовые значения допусков от одной степени к другой изменяютс
Обозначение на чертежах допусков формы и расположения
Вид допуска формы и расположения согласно ГОСТу 2.308 – 79 следует обозначать на чертеже знаками (графическими символами), приведенными в таблице 4. Знак и числовое значение допуска вписываю
Неуказанные допуски формы и расположения
Непосредственно в чертеже указывают, как правило, наиболее ответственные допуски формы и расположения поверхностей.
По ГОСТ 25069 - 81 все показатели точности формы и распо
Правила определения баз
1) Если деталь имеет более двух элементов, для которых установлены одноименные неуказанные допуски расположения или биения, то эти допуски следует относить к одной и той же базе;
Правила определения определяющего допуска размера
Под определяющим допуском размера понимается:
1) При определении неуказанного допуска перпендикулярности или торцового биения - допуск размера, координирующег
Волнистость поверхности
Под волнистостью поверхности понимают совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину l.
Допуски подшипников качения
Качество подшипников при прочих равных условиях определяется:
1) точностью присоединительных размеров и ширины колец, а для роликовых радиально-упорных подшипников е
Выбор посадок подшипников качения
Посадку подшипника качения на вал и в корпус выбирают в зависимости от типа и размера подшипника, условий его эксплуатации, значения и характера действующих на него нагрузок и вида нагружения колец
Решение
1) При вращающемся вале и постоянно действующей силе Fr внутреннее кольцо нагружено циркуляционной, а наружное – местной нагрузками.
2) Интенсивность нагрузки
Условные обозначения подшипников
Система условных обозначений шарико- и роликоподшипников установлена ГОСТ 3189 - 89. Условное обозначение подшипника дает полное представление о его габаритных размерах, конструкции, точности изгот
Допуски угловых размеров
Допуски угловых размеров назначают по ГОСТу 8908 – 81. Допуски углов AT (от англ. Angle tolerance – допуск угла) должны назначаться в зависимости от номинальной длины L1 меньшей стороны
Система допусков и посадок для конических соединений
Коническое соединение по сравнению с цилиндрическим имеет преимущества: можно регулировать величину зазора или натяга относительным смещением деталей вдоль оси; при неподвижном соед
Основные параметры метрической крепежной резьбы
Параметры цилиндрической резьбы (рисунок 36, а): средний d2 (D2); наружный d (D) и внутренний d1 (D1) диаметры на
Общие принципы взаимозаменяемости цилиндрических резьб
Системы допусков и посадок, обеспечивающих взаимозаменяемость метрической, трапецеидальной, упорной, трубной и других цилиндрических резьб, построены на едином принципе: они учитывают наличие взаим
Допуски и посадки резьб с зазором
Допуски метрических резьб с крупными и мелкими шагами для диаметров 1 - 600 мм регламентированы ГОСТ 16093 – 81. Этот стандарт устанавливает предельные отклонения диаметров резьбы в
Допуски резьб с натягом и с переходными посадками
Рассматриваемые посадки служат главным образом для соединения шпилек с корпусными деталями, если нельзя применить соединения винтовое или типа болт – гайка. Эти посадки применяют в крепежных соедин
Стандартные резьбы общего и специального назначения
В таблице 9 приведены наименования стандартных резьб общего назначения, наиболее широко распространенных в машино- и приборостроении, и даны примеры их обозначения на чертежах.
К наиболее
Кинематическая точность передачи
Для обеспечения кинематической точности предусмотрены нормы, ограничивающие кинематическую погрешность передачи и кинематическую погрешность колеса.
Кинематической
Плавность работы передачи
Эта характеристика передачи определяется параметрами, погрешности которых многократно (циклически) проявляются за оборот зубчатого колеса и также составляют часть кинематической пог
Контакт зубьев в передаче
Для повышения износостойкости и долговечности зубчатых передач необходимо, чтобы полнота контакта сопряженных боковых поверхностей зубьев колес была наибольшей. При неполном и нерав
Обозначение точности колес и передач
Точность изготовления зубчатых колес и передач задают степенью точности, а требования к боковому зазору – видом сопряжения по нормам бокового зазора. Примеры условного обозначения:
Выбор степени точности и контролируемых параметров зубчатых передач
Степень точности колес и передач устанавливают в зависимости от требований к кинематической точности, плавности, передаваемой мощности, а также окружной скорости колес. При выборе степени точности
Допуски зубчатых конических и гипоидных передач
Принципы построения системы допусков для зубчатых конических (ГОСТ 1758 - 81) и гипоидных передач (ГОСТ 9368 – 81) аналогичны принципам построения системы для цилиндрических передач
Допуски червячных цилиндрических передач
Для червячных цилиндрических передач ГОСТ 3675 – 81 устанавливает 12 степеней точности: 1, 2, . . ., 12 (в порядке убывания точности).
Для червяков, червячных колес и червячных передач каж
Допуски и посадки соединений с прямобочным профилем зубьев
По ГОСТ 1139 – 80 установлены допуски для соединений с центрированием по внутреннему d и наружному D диаметрам, а также по боковым сторонам зубьев b. Поскольку вид центрирова
Допуски и посадки шлицевых соединений с эвольвентным профилем зубьев
Номинальные размеры шлицевых соединений с эвольвентным профилем (рисунок 58), номинальные размеры по роликам (рисунок 59) и длины общей нормали для отдельных измерений шлицевых валов и втулок должн
Контроль точности шлицевых соединений
Шлицевые соединения контролируют комплексными проходными калибрами (рисунок 61) и поэлементными непроходными калибрами.
Метод расчета размерных цепей, обеспечивающий полную взаимозаменяемость
Чтобы обеспечить полную взаимозаменяемость, размерные цепи рассчитывают методом максимума-минимума, при котором допуск замыкающего размера определяют арифметическим сложением допусков состав
Теоретико-вероятностный метод расчета размерных цепей
При расчете размерных цепей методом максимума – минимума предполагалось, что в процессе обработки или сборки возможно одновременное сочетание наибольших увеличивающих и наименьших уменьшающих разм
Метод групповой взаимозаменяемости при селективной сборке
Сущность метода групповой взаимозаменяемости заключается в изготовлении деталей со сравнительно широкими технологически выполнимыми допусками, выбираемыми из соответствующих стандартов, сорт
Метод регулирования и пригонки
Метод регулирования. Под методом регулирования понимают расчет размерных цепей, при котором требуемая точность исходного (замыкающего) звена достигается преднамеренным изменени
Расчет плоских и пространственных размерных цепей
Плоские и пространственные размерные цепи рассчитывают теми же методами, что и линейные. Необходимо лишь привести их к виду линейных размерных цепей. Это достигается путем проектиро
Исторические основы развития стандартизации
Стандартизацией человек занимается с древнейших времен. Например, письменность насчитывает, по меньшей мере, 6 тысяч лет и возникла согласно последним находкам в Шумере или Египте.
Правовые основы стандартизации
Правовые основы стандартизации в Российской федерации устанавливает Федеральный Закон «О техническом регулировании» от 27 декабря 2002 года. Он обязателен для всех государственных о
Принципы технического регулирования
В настоящее время установлены следующие принципы:
1) применения единых правил установления требований к продукции или к связанным с ними процессам проектирования (включая изыскания), произ
Цели технических регламентов
Закон о техническом регулировании устанавливает новый документ – технический регламент.
Технический регламент - документ, который принят международным договором Россий
Виды технических регламентов
В Российской Федерации применяется два вида технических регламентов:
- общие технические регламенты;
- специальные технические регламенты.
Общие технические регламенты ра
Понятие стандартизации
Содержание терминов стандартизации прошло длинный эволюционный путь. Уточнение этого термина происходило параллельно с развитием самой стандартизации и отражало достигнутый уровень ее развития на р
Цели стандартизации
Стандартизация осуществляется в целях:
1) Повышения уровня безопасности:
- жизни и здоровья граждан;
- имущества физических и юридических лиц;
- государственного
Объект, аспект и область стандартизации. Уровни стандартизации
Объект стандартизации – конкретная продукция, услуги, производственный процесс (работа), или группы однородной продукции, услуг, процессов, для которых разрабатывают требования
Принципы и функции стандартизации
Основные принципы стандартизации в Российской Федерации, обеспечивающие достижение целей и задач ее развития, заключаются в:
1) добровольного применения документов в области стандартизации
Международная стандартизация
Международная стандартизация (МС) - это деятельность, в которой принимают участие два или более суверенных государства. МС принадлежит видная роль в углубления мировой экономической кооперации, в м
Комплекс стандартов национальной системы стандартизации
Для реализации ФЗ «О техническом регулировании» с 2005 года действует 9 национальных стандартов комплекса “Стандартизация РФ”, который заменил комплекс “Государственная система стандартизации”. Это
Структура органов и служб стандартизации
Национальным органом по стандартизации является Федеральное агентство по техническому регулированию и метрологии (Ростехрегулирование), оно заменило собой Госстандат. Оно подчиняется непосредственн
Нормативные документы по стандартизации
Нормативные документы по стандартизации (НД) - документы содержащие правила, общие принципы для объекта стандартизации и доступны широкому кругу пользователей.
К НД относится:
1)
Категории стандартов. Обозначения стандартов
Категории стандартизации различают по тому, на каком уровне принимаются и утверждаются стандарты.
Установлены четыре категории:
1) международные;
2) межго
Виды стандартов
В зависимости от объекта и аспекта стандартизации ГОСТ Р 1.0 устанавливает следующие виды стандартов:
1) стандарты основополагающие;
2) стандарты на продукцию;
Государственный контроль за соблюдением требований технических регламентов и стандартов
Государственный контроль осуществляется должностными лицами органа госконтроля РФ за соблюдением требований ТР касающихся стадии обращения продукции.
Органы госконтроля обл
Стандарты организаций (СТО)
Организация и порядок разработки СТО содержится в ГОСТ Р 1.4 – 2004.
Организация – группа работников и необходимых средств с распределением ответственности полномочий и вза
Необходимость предпочтительных чисел (ПЧ)
Введение ПЧ вызвано следующими соображениями.
Применение ПЧ позволяет наилучшим образом осуществлять согласование параметров и размеров отдельно взятого изделия со всеми связанными с ними
Ряды на основе арифметической прогрессии
Чаще всего ряды ПЧ строятся на основе геометрической прогрессии, реже на основе арифметической прогрессии. Кроме того, есть разновидности рядов построенных на основе "золотого&
Ряды на основе геометрической прогрессии
Длительная практика стандартизации показала, что наиболее удобными являются ряды, построенные на основе геометрической прогрессии, так как при этом получается одинаковая относительная разность межд
Свойства рядов предпочтительных чисел
Ряды ПЧ обладают свойствами геометрической прогрессии.
Ряды ПЧ не ограничиваются в обоих направлениях, при этом числа менее 1,0 и более 10 получают делением или умножением на 10, 100 и т.д
Ограниченные, выборочные, составные и приближенные ряды
Ограниченные ряды. При необходимости ограничения основных и дополнительных рядов в их обозначениях указываются предельные члены, которые всегда включаются в ограниченные ряды.
Пример. R10(
Понятие и виды унификации
При унификации устанавливается минимально допустимое, но достаточное число типов, видов, типоразмеров, изделий, сборочных единиц и деталей, обладающих высокими показателями качества
Показатели уровня унификации
Под уровнем унификации изделий понимается насыщенность их унифицированными составными элементами; деталями, модулями, узлами.
Основными количественными показателями уровня унификации издел
Определение показателя уровня унификации
Оценка уровня унификации базируется на исправлении следующей формулы:
История развития сертификации
"Сертификат" в переводе с латыни означает "сделано верно".
Хотя термин "сертификация" стал известен в повседневной жизни и коммерческой практи
Термины и определения в области подтверждения соответствия
Оценка соответствия - прямое или косвенное определение соблюдения требований, предъявляемых к объекту.
Типичным примером деятельности по оценке соответ
Цели, принципы и объекты подтверждения соответствия
Подтверждение соответствия осуществляется в целях:
- удостоверения соответствия продукции, процессов проектирования (включая изыскания), производства, строительства, монтаж
Роль сертификации в повышении качества продукции
Коренное повышение качества продукции в современных условиях является одной из ключевых экономических и политических задач. Именно поэтому на ее решение направлена совокупность таки
Схемы сертификации продукции на соответствие требованиям технических регламентов
Схема сертификации - определенная совокупность действий, официально принимаемая в качестве доказательства соответствия продукции заданным требованиям.
Схемы декларирования соответствия на соответствие требованиям технических регламентов
Таблица 17 - Схемы декларирования соответствия на соответствие требованиям технических регламентов
Обозначение
схемы
Содержание схемы и ее исп
Схемы сертификации услуг
Таблица 18 - Схемы сертификации услуг
№
схемы
Оценка качества оказания услуг
Проверка (испытания) результатов услуг
Схемы подтверждения соответствия стандартам
Таблица 19 - Схемы сертификации продукции
Номер схемы
Испытания в аккредитованных испытательных
лабораториях и другие способы доказательства
Обязательное подтверждение соответствия
Обязательное подтверждение соответствия может проводиться только в случаях, установленных техническими регламентами и исключительно на соответствие их требованиям.
При этом
Декларирование соответствия
В ФЗ «О техническом регулировании» сформулированы условия, при соблюдении которых может быть принята декларация о соответствии. Прежде всего, эта форма подтверждения соответствия д
Обязательная сертификация
Обязательная сертификация в соответствии с ФЗ «О техническом регулировании» осуществляется аккредитованным органом по сертификации на основании договора с заявителем.
Добровольное подтверждение соответствия
Добровольное подтверждение соответствия должно осуществляться только в форме добровольной сертификации. Добровольная сертификация проводится по инициативе заявителя на основе дого
Системы сертификации
Под системой сертификации понимается совокупность участников сертификации, действующих в определенной области по определенным в системе правилам. Понятие «система сертификации» в
Порядок проведения сертификации
Сертификация продукции проходит по следующим основным этапам:
1) Подача заявки на сертификацию;
2) Рассмотрение и принятие решения по заявке;
3) Отбор, ид
Органы по сертификации
Орган по сертификации - юридическое лицо или индивидуальный предприниматель, аккредитованные в установленном порядке для выполнения работ по сертификации.
Испытательные лаборатории
Испытательная лаборатория - лаборатория, которая проводит испытания (отдельные виды испытаний) определенной продукции.
При проведении сер
Аккредитация органов по сертификации и испытательных лабораторий
Согласно определению, данному в ФЗ «О техническом регулировании», аккредитация - это «официальное признание органом по аккредитации компетентности физическог
Сертификация услуг
Сертификацию проводят аккредитованные органы по сертификации услуг в пределах их области аккредитации.
При сертификации проверяются характеристики услуг и используются мето
Сертификация систем качества
В последние годы в мире стремительно растет число компаний, сертифицировавших свои системы качества на соответствие стандартам ИСО серии 9000. В настоящее время эти стандарты примен







Новости и инфо для студентов