Производство комплексных минеральных удобрений
6.2.1 Общая характеристика
Из комплексных минеральных удобрений наиболее распространены сложные. К ним относятся одинарные соли, содержащие несколько питательных элементов, например KNO3 или (NH4)2HPO4, или композиции из солей, включающие два (N + K, N + P, P + K) или три (N + P + K) питательных элемента.
В сельском хозяйстве используется свыше 10 марок уравновешенных комплексных удобрений, среди которых наибольшее значение имеют удобрения формул (N : Р2O5 : К) в соотношениях 1:1:1, 1:1:0,5, 1:1, 5:1, 1:4:0, 0:1:1. Все комплексные минеральные удобрения являются высококонцентрированными, и применение их более эффективно, чем применение простых удобрений. Этим обусловлено интенсивное расширение производства и потребления сложных комплексных удобрений.
Ведущее место среди комплексных минеральных удобрений занимает аммофос, являющийся универсальным удобрением, которое используют как для внесения в почву, так и для изготовления минеральных удобрений смешанного типа.
Все сложные минеральные удобрения по методу их производства могут быть разделены на три группы:
- удобрения, получаемые переработкой фосфорной кислоты (аммофос, диаммофос);
- удобрения, получаемые переработкой смеси фосфорной и азотной кислот (нитроаммофос, нитроаммофоска);
- удобрения, получаемые разложением природных фосфатов азотной кислоты (нитрофос, нитроаммофоска).
Таким образом, некоторые удобрения, например нитроаммофоска, могут быть получены различными методами. Ниже рассматривается производство наиболее распространенных удобрений – аммофоса и нитроаммофоски.
6.2.2 Производство аммофоса
Физико-химические основы процесса. Аммофос представляет двойное (N + P) сложное комплексное удобрение, содержащее в качестве основного вещества моноаммонийфосфат NH4H2PO4 и примесь (до 10%) диаммонийфосфата (NH2)2HPO4, образующегося в процессе получения. Моно- и диаммонийфосфаты представляют собой твердые кристаллические вещества, малогигроскопичные, растворимые в воде. Из фосфатов аммония моноаммонийфосфат термически наиболее устойчив и при нагревании до 100 - 110ºС практически не разлагается. Диаммонийфосфат и особенно триаммонийфосфат при нагревании диссоциируют с выделением аммиака, например:
(NH4)2HPO4 = NH4H2PO4 + NH3
В табл. 6.4 приведены свойства фосфатов аммония.
Таблица 6.4 - Свойства фосфатов аммония
| Фосфат | Растворимость при 20ºС мас. долей | Давление паров аммиака при 100ºС, Па | Состав, % | |
| NH3 | P2O5 | |||
| NH4H2PO4 | 0,403 | 14,8 | 61,6 | |
| (NH4)2HPO4 | 0,710 | 25,7 | 53,7 | |
| (NH4)3HPO4 | 0,177 | 32,3 | 47,7 |
В основе производства аммофоса лежит гетерогенный экзотермический процесс нейтрализации фосфорной кислоты газообразным аммиаком:
H3PO4ж + NH3u = NH4H2PO4 – 147,0 кДж. (1)
Процесс ведут при избытке аммиака, потому в системе, наряду с реакцией образования моноаммонийфосфата, частично протекает реакция образования диаммонийфосфата:
H3PO4 + 2NH = (NH4)2HPO4 – 75,4 кДж, (2)
в результате чего в составе готового продукта содержится до 10% диаммонийфосфата.
Режим процесса нейтрализации выбирают так, чтобы обеспечить получение достаточно подвижной и способной к перекачиванию по трубопроводам аммофосной пульпы. Вязкость пульпы зависит от концентрации используемой фосфорной кислоты и конструкций аппаратуры.
На основе разбавленной экстракционной кислоты:
- с сушкой пульпы в распылительной сушилке;
- с упариванием пульпы в вакуум-выпарных аппаратах и сушкой в аппарате БГС;
- с сушкой пульпы и грануляцией ее в распылительной сушилке-грануляторе кипящего слоя РКСГ.
На основе концентрированной фосфорной кислоты:
- с грануляцией и сушкой продукта в аммонизаторе-грануляторе АГ;
- с самоиспарением пульпы под давлением и сушкой в барабанном грануляторе-сушилке-холодильнике БГСХ.
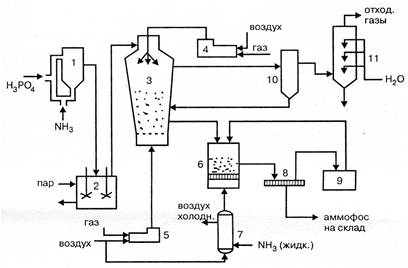
Рисунок 6.9 - Технологическая схема производства аммофоса
1 – аппарат САИ;, 2 – сборник пульпы; 3 – аппарат РКСГ; 4,5 – топки; 6 – холодильник кипящего слоя; 7 – установка для охлаждения воздуха; 8 – грохот; 9 – дробилка; 10 – циклон; 11 - абсорбер
Технологическая схема производства аммофоса с использованием аппарата РКСГ (рис. 6.9) позволяет соединить в одном аппарате операции упаривания пульпы, грануляции и сушки продукта, что обеспечивает высокую интенсивность всех стадий процесса при малых затратах тепла и электроэнергии.
Экстракционная фосфорная кислота концентрацией 25 -28% и газообразный аммиак поступают в аппарат САИ (скоростной аммонизатор-испаритель) 1 при мольном отношении NH3 : H3PO4 = 1:1. За счет теплоты нейтрализации температура пульпы поднимается до 110ºС и часть воды испаряется. Затем атмосферная пульпа через промежуточный сборник 2, обогреваемый паром, подается в верхнюю часть аппарата РКСГ 3, где распыляется топочными газами, нагретыми до 700ºС, поступающими из топки 4. Пульпа упаривается, и ее частицы опускаются в нижнюю часть аппарата, в которой топочными газами, поступающими из топки 5, создается кипящий слой. Здесь порошкообразный продукт гранулируется и высушивается. Высушенные гранулы поступают в холодильник кипящего слоя 6, в который подается воздух из холодильной установки 7, охлаждаемой жидким аммиаком. Охлажденные гранулы аммофоса сортируются на грохоте 8. Товарная продукция нужной дисперсности поступает на склад, а крупная фракция измельчается на дробилке 9 и возвращается в холодильник 6. Газы из аппарата РКСГ проходят через циклон 10, где отделяется пыль аммофоса, возвращаемая в аппарат, и поступают на абсорбцию аммиака и фтористого водорода в абсорбер 11, орошаемый водой.
Основные аппараты в этой технологической схеме – аммонизатор-испаритель САИ и аппарат РКСГ.
Схема действия аппарата САИ представлена на рис. 6.10.

| Высокая скорость подачи аммиака обеспечивает хороший контакт его с кислотой и высокую скорость реакции нейтрализации (1 – 2 минуты). Аппарат РКСГ выполнен в виде двух полых цилиндров, соединенных конической рубашкой и имеет высоту 10 м и диаметр 12 м. В верхней части аппарата расположен распылитель |
| Рисунок 6.10 - Схема аппарата САИ: 1 – сопло для подачи аммиака; 2 – реакционная зона аппарата; 3 – теплообменник |
пульпы, внутренняя труба которого охлаждается водой. В нижней части аппарата находится газораспределительная решетка, проходя через которую топочные газы создают режим кипящего слоя. Отработанные газы собираются в кольцевом пространстве рубашки, что сводит к минимуму унос мелких частиц продукта.
6.2.3 Производство нитроаммофоски
Физико-химические основы процесса. Нитроаммофоска представляет тройное (N + P + K) сложное комплексное удобрение и содержит в своей основе моноаммонийфосфат, нитрат аммония, нитрат калия и хлорид аммония. Присутствие двух последних солей снижает гигроскопичность продукта и улучшает его физические свойства. В зависимости от соотношения питательных веществ нитроаммофоску выпускают двух марок: марки А формулы 1:1:1 и марки Б формулы 1:1, 5:1,5.
Нитроаммофоска может быть получена двумя методами: азотнокислотным разложением фосфатов и нейтрализацией смеси фосфорной и азотной кислот аммиаком. В обоих случаях для введения в состав продукта калийного компонента в реакционную смесь в процессе производства добавляют хлорид калия. Наиболее распространенный метод производства нитроаммофоски – нейтрализация.
В основе процесса получения нитроаммофоски по этому методу лежат реакции:
1 Нейтрализации фосфорной и азотной кислот аммиаком с образованием соответственно моноаммонийфосфата и нитрата аммония
H3PO4 + NH3 = NH4H2PO4,
HNO3 + NH3 = NH4NO3.
2 Обменная реакция вводимого в систему и растворяющегося в плаве хлорида калия с нитратом аммония:
NH4NO3 + KCl = KNO3 + NH4Cl.
Технологическая схема производства. Наиболее распространенной технологической схемой производства нитроаммофоски является схема с аппаратом АГ (аммонизатор-гранулятор), представленная на рис. 6.11.
Фосфорная кислота концентрацией 47 – 52% P2O5, поступает в нейтрализатор 1, где нейтрализуется аммиаком при 110 – 120ºС. Азотная кислота нейтрализуется аммиаком в аппарате ИТН 2 при 110 - 135ºС, и образовавшийся раствор нитрата аммония поступает в выпарной аппарат 3, где упаривается до концентрации 0,95 мас.дол. и направляется в сборник 4. Аммонийная пульпа из нейтрализатора 1, плав нитрата аммония из сборника 4, вводимый хлорид кальция, газообразный аммиак и ретур после грохота 9 подаются в аммонизатор-гранулятор 5. Количество ретура составляет до 10 т на 1 т готового продукта. В аппарате АГ завершается процесс нейтрализации и происходит гранулирование и подсушка гранул за счет теплоты химической реакции. Из аппарата АГ гранулы нитроаммофоски поступают в барабанную сушилку 6, обогреваемую топочными газами из топки 7, и затем на грохоты 8 и 9, на которых разделяются на три фракции. Крупная фракция после измельчения в дробилке 10 смешивается с мелкой фракцией, прошедшей грохот 9, и в виде ретура возвращается в аппарат АГ. Товарная фракция нитроаммофоски, прошедшая грохот 8 с размерами гранул 1 – 4 мм, направляется в холодильник кипящего слоя 11 и затем на склад. Выходящие из аппарата АГ газы поступают на абсорбцию в скруббер, орошаемый водой.
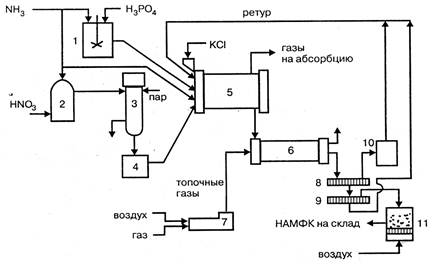
Рисунок 6.11 - Технологическая схема производства аммофоски:
1 – нейтрализатор фосфорной кислоты; 2 – аппарат ИТН, 3 – выпарной аппарат; 4 – сборник плава; 5 – аппарат АГ; 6 – барабанная сушилка; 7 – топка; 8, 9 – грохоты; 10 – дробилка; 11 – холодильник кипящего слоя.
Основной аппарат технологической схемы – аммонизатор-гранулятор - представляет полый вращающийся барабан диаметром 4 м и длиной 6 – 8 м, снабженный устройством для загрузки ретура и хлорида калия и трубопроводами для подачи аммофосной пульпы, плава нитрата аммония и газообразного аммиака.
В табл. 6.5 представлены расходные коэффициенты по сырью и энергии на 1 т питательных веществ (P2O5 + N) в продукте в производстве аммофоса и нитроаммофоски.
Таблица 6.5 - Расходные коэффициенты
| Статья | Удобрение | |
| Аммофос | Нитроаммофоска | |
| Фосфорная кислота, т P2O5 | 0,852 | 0,341 |
| Аммиак, т N | 0,233 | 0,205 |
| Азотная кислота, т N | – | 0,135 |
| Хлорид калия, т К2О | – | 0,336 |
| Электроэнергия, кВт · ч | ||
| Пар, т | 0,26 | 0,59 |
| Топливо (условное), м3 | ||
| Вода, м3 | 16,5 |