рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Изобретательство
- /
- Разработка ТП ЛШ (алгоритм расчета размеров заготовки)
Реферат Курсовая Конспект
Разработка ТП ЛШ (алгоритм расчета размеров заготовки)
Разработка ТП ЛШ (алгоритм расчета размеров заготовки) - раздел Изобретательство, САПР ТП и штамповой оснастки Определение Формы И Размеров Исходной Заготовки, Раскроя И Ко...
Определение формы и размеров исходной заготовки, раскроя и коэффициента использования материала (КИМ) рассмотрим на примере получения цилиндрической детали с использованием вытяжки (рис. 3.1).

Рис. 3.1. Схема цилиндрической детали
без фланца
При вытяжке без утонения стенок детали изменением толщины металла пренебрегают и определение размеров заготовки производят по равенству
площади поверхности заготовки и готовой детали с припуском на обрезку:
Fдет = Fзаг,
где Fдет - площадь поверхности детали после вытяжки; Fзаг – площадь исходной заготовки.
Для цилиндрических деталей заготовка имеет форму круга диаметром
 .
.
где f1, f2,, f3 – площади отдельных простых геометрических фигур, на которые разбивают поверхность детали, мм2 (рис. 3.1). Эти площади рассчитывается после приведения чертежа детали к средней линии (рис. 3.2).
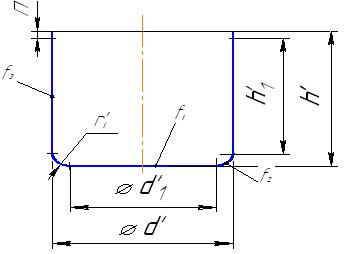
Рис. 3.2. Схема детали по
средней линии
На рис. 3.2 показана схема разделения поверхности детали на простые элементы. Причем размеры детали приведены к средней линии:
 ;
;  ;
;  ;
;  .
.
Примеры формул для расчета площадей простых фигур:
 ;
;  .
.
На рис. 3.2 П – односторонний припуск на обрезку по высоте детали. После вытяжки край детали будет волнистый и его нужно обрезать. Край волнистый из-за анизотропии свойств прокатанного метала (свойства разные вдоль и поперек направления прокатки); неравномерности контактного трения и т.д.
Для детали без фланца припуск на обрезку П выбирается из таблицы в
зависимости от полной (h) и относительной (h/d) высоты детали. Чем больше h
и h/d , тем большую величину имеет П.
Детали, полученные вытяжкой, могут иметь различную форму (рис. 3.3). Каждой типовой форме присваивается свой код, который при использовании САПР ТП задается в исходных данных. В зависимости от кода используются различные формулы для расчета диметра заготовки.
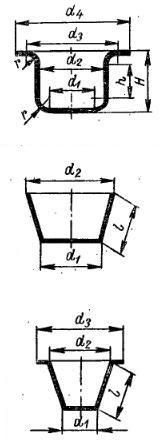

Код 1 Код 4
Код 2 Код 5
Код 3 Код 6
Рис. 3.3. Виды деталей, получаемых вытяжкой
– Конец работы –
Эта тема принадлежит разделу:
САПР ТП и штамповой оснастки
Листовой штамповки ЛШ... Содержание ТПП ЛШ виды ТП этапы ТПП... При технологической подготовке производства ТПП создается наиболее экономичный вариант технологического процесса...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Разработка ТП ЛШ (алгоритм расчета размеров заготовки)
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.034 сек.
Новости и инфо для студентов