Автоматизированные технологические модули (АТМ).
Модуль состоит из одного главного технологического автомата со смежными автоматическими технологическими агрегатами и вспомогательными устройствами. К ним относятся:
1. Транспортные устройства для перемещения оснастки, материалов и изделий;
2. Автоматические устройства хранения (автоматические склады оснастки, материалов, стержней, отливок);
3. Для автоматической установки технологической оснастки;
4. Устройства для технического обслуживания (смазывающие устройства, очистные устройства и т.п.);
5. Устройства для загрузки исходных материалов и выгрузки готовых изделий, установщики и съемники;
6. Манипуляторы и промышленные роботы;
7. Устройства контроля материалов, изделий, оснастки, состояния оборудования;
8. Устройства удаления отходов (просыпь смеси, облой, газы).
В состав модуля могут входить и другие вспомогательные технологические машины и устройства (нагревательные печи, обрубные устройства, покрасочные автоматы и другие).
Синхронизация работы машин и механизмов АТМ осуществляется центральным пультом управления – ПУ модуля.
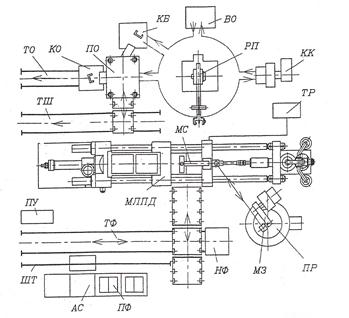
На рис. 3 представлен пример автоматического технологического модуля для литья под давлением.
| Состав модуля | Полный | Минимальный | Традиционный |
| МЛПД | + | - | - |
| ПР | + | - | - |
| МЗ | + | - | - |
| МС | + | - | - |
| ТР | + | + | + |
| РП | + | - | - |
| ВО | + | - | + |
| ПО | + | - | + |
| КК | + | - | + |
| НФ | + | + | + |
| ТО | + | + | + |
| ТФ | + | + | + |
| ТШ | + | + | + |
| ШТ | + | + | + |
| АС | + | + | + |
а) б)
Рис.3. Автоматический модуль литья под давлением: а-
АС – автоматический склад пресс-форм; ВО – ванна с водой для охлаждения отливок;
КБ – контейнер для бракованных отливок и литниковых систем;
КК – устройство контроля качества отливок; КО – контейнер для отливок;
МЗ – манипулятор заливочный; МЛПД – машина литья под давлением;
МС – манипулятор смазки пресс-форм; НФ – устройство нагрева форм;
ПО – пресс обрезной; ПР – печь раздаточная; ПУ – пульт управления;
ПФ – пресс-форма; РП – робот промышленный; ТР – регулятор температуры
пресс-формы; ТО, ТШ и ТФ – транспортные системы отливок ,штампов и пресс-форм;
б – различные варианты интеграции автоматических модулей для литья под давлением.
Каждый из агрегатов может иметь свою локальную систему управления. Работа всех входящих в АТМ устройств синхронизирована центральной системой управления, которая связана с системой управления более высокого уровня.