Организация технологического потока будущего
Отвлекаясь от конкретных технологий, рассмотрим строение и форму реального и идеального потоков, т. е. их морфологию.
Реальный технологический поток.Строение технологического потока определяется связями между его отдельными операциями. Любой технологический поток можно отнести к одному из трех видов (рис. 1.4):
– поток с жесткой связью (рис. 1.4, а) предусматривает жесткую связь между выходом каждой предыдущей и входом каждой последующей операции; естественно, что длительность цикла каждой операции должна быть одинаковой или кратной циклу ведущей операции или группы их;
– поток с полужесткой связью (рис. 1.4, б) характеризуется тем, что в нем имеются группы операций с жесткой связью лишь внутри самих себя; между собой эти группы имеют гибкие связи в виде операций хранения; конструктивно операция хранения реализуется в накопителях, бункерах, емкостях, ветвях конвейеров и т. д.;
– поток с нежесткой (гибкой) связью (рис. 1.4, в) от описанных выше отличается тем, что операция хранения обычно бывает между каждыми двумя технологическими операциями.

а

б

в
Рис. 1.4.Схемы строения технологических потоков
с различными связями:
а – жесткой; б – полужесткой; в – нежесткой
В потоках с полужесткой и особенно нежесткой (гибкой) связями допускается более «мягкая» организация производства, что связано с несовершенством технологий, нестабильными свойствами исходного сырья и полуфабрикатов, отсутствием машин с требуемыми техническими характеристиками, различными технологической надежностью операций и конструктивной надежностью машин и т. д.
На современных пищевых предприятиях самых разных отраслей организованы преимущественно потоки с полужесткой связью.
По форме технологические потоки могут быть неразветвленные и разветвленные, причем последние имеют сходящиеся, расходящиеся и параллельные ветви (рис. 1.5).
В простейшем случае операции составляют одну цепочку – не-разветвленный поток (рис. 1.5, а). Такой поток предназначен для выработки преимущественно из одного вида сырья одного вида продукции (цельного молока, костной муки, порционных мясных полуфабрикатов и копченостей, патоки из крахмала, макаронных изделий и т. д.).
Разветвленный сходящийся технологический поток (рис. 1.5, б) предназначен для получения из нескольких видов сырья одного вида продукции (хлеба, пирожных и тортов, колбас, мясных паштетов и т. д.).
Разветвленный расходящийся технологический поток (рис. 1.5, в) возникает при выработке из одного вида сырья нескольких видов конечного продукта (муки первого и второго сортов при помоле пшеницы, шоколада, какао-масла и какао-порошка при переработке какао-бобов и т. д.).
Технологический поток с параллельными ветвями (рис. 1.5, г) образуется в случае одновременного параллельного функционирования ряда идентичных операций из-за недостаточной производительности оборудования на данном участке линии.
В разветвленном потоке можно выделить главные и вспомогательные ветви: на главной выполняются ведущие операции, а на вспомогательной – операции по изготовлению и мойке тары, выработке дополнительных полуфабрикатов и т. п.

а

б

в

г
Рис. 1.5. Схемы форм технологических потоков: а – неразветвленного;
б – разветвленного сходящегося; в – разветвленного расходящегося;
г – разветвленного с параллельными ветвями
Идеальный технологический поток.Идеальный технологический поток сплошной среды характеризуется тремя параметрами: скоростью υ, м/ч; площадью поперечного сечения s, м2; плотностью ρ, кг/м3. Произведение этих параметров определяет его производительность П, кг/ч:

Для технологических потоков, состоящих из отдельных объектов, существенна еще одна специфическая характеристика – ориентация объектов обработки относительно вектора скорости. Чтобы разместить на единице длины потока наибольшее количество объектов, т. е. обеспечить максимальную производительность потока, необходимо располагать эти объекты таким образом, чтобы в направлении вектора скорости потока их габаритные размеры были минимальны (рис. 1.6).
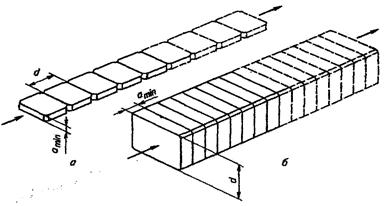
Рис. 1.6.Схемы технологических потоков дискретных объектов обработки:
а – с неоптимальным расположением объектов; б – с оптимальным
расположением объектов (поток с максимальной плотностью)
Такое расположение объектов в технологическом потоке названо оптимальным, поскольку оно обеспечивает его максимальную плотность при прочих равных условиях. В этом случае П = υ/l, где l – шаг, м/шт.