Змащування машин
Змащування - це один із основних засобів боротьби зі зношенням деталей машин. Змащувальні поверхні під час роботи розділяють шаром мастила, при цьому вони не торкаються одна до одної, що значно зменшує їх тертя і знос.
Мастило добре відводить тепло, виносить абразивні частинки і запобігає корозії.
Коефіцієнт тертя  залежить від його виду:
залежить від його виду:
а) рідинне тертя (поверхні повністю розділені мастилом) - f =0,001-0,008;
б) граничне (напіврідинне) тертя – більша частина поверхні розділена шаром мастила - f =0,008-0,08;
в) сухе тертя (мастило відсутнє) - f =0,1-0,8.
Розглянемо основні види змащувальних матеріалів. Змащувальні матеріали за своїм складом і видом поділяють на мінеральні, рослинні, тваринні та синтетичні.
Найбільш широко використовуються змащувальні матеріали мінерального походження, що мають високу якість і низькі ціни. За фізичним станом змащувальні матеріали ділять на рідкі, пластичні і тверді мастила.
Змащувальні масла - це рідини, що мають значну в’язкість:  = (10-60)·10-6 м2/с. Їх одержують шляхом перегонки мазуту, який є продуктом нафти. У машинах застосовують такі масла: індустріальні, трансформаторні, компресорні, циліндрові, турбінні та ін. Основна відмінність масел – це різна в’язкість. У насосах найбільш широко використовують масла І-40А, І-50А та турбінне.
= (10-60)·10-6 м2/с. Їх одержують шляхом перегонки мазуту, який є продуктом нафти. У машинах застосовують такі масла: індустріальні, трансформаторні, компресорні, циліндрові, турбінні та ін. Основна відмінність масел – це різна в’язкість. У насосах найбільш широко використовують масла І-40А, І-50А та турбінне.
В’язкість масла залежить від його температури і тиску. Вода у маслі утворює шкідливу суміш, яка спричиняє корозію.
Пластичні мастила виготовляють із очищених масел, загущуючи їх милом і синтетичними речовинами. Це мазеподібні речовини. Найчастіше використовують: солідол УС-1 і УС-2 (У - універсальний, С - середньоплавкий). У насосах застосовують мастила ЦИАТИМ-221 і Літол-24.
Пластичні мастила застосовують у відкритих зубчастих передачах, підшипниках кочення, важковантажних вузлах або як консервант.
Тверді мастила - це графіт, сульфід, флубон, віск, мило, мідь, свинець, олово та ін. Використовують їх у вигляді покриття або порошків. Змащувальні покриття виготовляють із порошку і синтетичної смоли.
До складу конструкторської документації, що розробляється заводом – виробником машин, входять карти та таблиці змащування. Ці документи регламентують використання того чи іншого мастила та періодичність проведення робіт із змащування. Карту або схему змащування виконують у вигляді креслення машини. Цифрами позначають місця (точки) змащування. У таблиці змащування для кожної точки показують вид мастила, спосіб і періодичність його подачі.
При виборі мастила необхідно керуватися такими правилами:
1 Для тихохідних і важковантажних вузлів машин необхідно використовувати більш в’язкі та густі мастила.
2 Для легко вантажних та високошвидкісних вузлів необхідно застосовувати мастило з малою в’язкістю.
3 Вузли, що працюють в умовах підвищеної температури, змащують більш в’язкими мастилами.
Розглянемо основні способи подачі мастил. Мастильні матеріали можуть подаватися за допомогою ручної маслянки або механізованого нагнітача.
1 Для ручного змащування використовують маслянки із кульковим клапаном і ковпачкові маслянки (вони подають мастила у відповідні періоди).
2 Циркуляційна система змащування характеризується тим, що масло подається в зону тертя із ємності (бака, резервуара) і знову повертається до неї, циркулюючи декілька разів.
Розглянемо систему циркуляційного змащування (рис. 7.1).
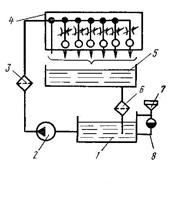
Рисунок 7.1 – Циркуляційна схема змащування під тиском: 1 – резервуар; 2 – насос; 3 – фільтр тонкого очищення; 4 – розподільник; 5 – коробка; 6 – зливний фільтр; 7 – залив масла; 8 – покажчик рівня масла
Масло із резервуара через фільтр тонкого очищення подається в розподільник і звідти під тиском до вузлів тертя: підшипників, зубчастих коліс, коробки швидкостей та ін.
3 Кільцеве змащування проводиться за допомогою кілець на валу машини. Діаметр кільця значно більший від діаметра вала. При цьому нижня частина кільця занурена в мастильну ванну, що розміщена під підшипником.
4 Картерне змащування - це змащування шляхом часткового занурення деталей (зубчастих коліс)у мастило і його розбризкування на інші деталі.

|
5 Змащування за допомогою мастильного туману використовують для змащування швидкообертових машин і пневматичного інструменту. При цьому краплі мастила вприскуються у потік повітря і розпилюються у вигляді туману з частинками діаметром 0,1-0,003 мм. Частинки туману легко проникають у важкодоступні місця і утворюють тонку мастильну плівку.
7.4 Технічна діагностика машин
Технічна діагностика визначає технічний стан машини за прямими і непрямими (побічними) діагностичними параметрами або ознаками і проводиться без її розбирання. Діагностика (від грецького) - властивість розпізнавати. Основна мета діагностики полягає у підвищенні ефективності використання машин, збільшенні їх надійності та ресурсу роботи шляхом виявлення дефектів і несправностей або причин їх виникнення. Це дозволяє запобігати і усувати відмови до аварії машин. Діагностику широко застосовують в авіаційній і ракетній техніці, автомобілебудуванні, а також у транспортних машинах, сільськогосподарській техніці. Останнім часом вона впроваджується і в машинобудуванні.
Технічна діагностика дозволяє зменшити простоювання техніки з причин несправностей у 1,5-2 рази, а затрати на ремонт - у 1,3-1,5 раза.
Технічна діагностика застосовується під час експлуатації машин, експериментального відпрацювання їх конструкції і вихідного контролю при серійному виробництві.
Основне завдання технічного діагностування – це збереження високої надійності машин (їх безвідмовності і довговічності).
У загальних виробничих системах машина під час роботи перебуває під наглядом оператора. Він визначає несправність машини і виключає її з виробничого циклу. В автоматизованій системі контроль за роботою машини покладають на автоматизовану технічну систему, тобто технічну діагностику.
Діагностика зводиться до аналізу стану машини, вибору методів його перевірки, розроблення технічних засобів і видачі рекомендацій на проведення ТО і ремонту.
Кожна машина може бути в робочому (справному) або в неробочому (несправному) стані.
Завдання діагностики – визначити за комплексом ознак стан системи (справний чи несправний) і таким чином з’ясувати діагноз.
Стан системи (машини) можна описати моделлю
К= F(k1, k2, k3,…, kn), (7.1)
де К –комплекс ознак; кі – окремі ознаки (температура, витоки, вібрація і т.п.).
За одержаним комплексом ознак визначають дійсний стан машини. Діагноз («Д1» - справний стан; «Д2» - несправний ) кожної машини оцінюють визначеними для неї параметрами. Це різні фізичні величини, що характеризують її працездатність.
Методи діагностики поділяють на 2 групи: суб’єктивні та об’єктивні (інструментальні).
До суб’єктивних відносять прослуховування, огляд, перевірку на дотик (відчуття) і нюх.
За допомогою прослуховування виявляють місця несправностей за характером сторонніх стуків, шумів і перерв у роботі. За допомогою огляду встановлюють місця підтікання води, масла, биття обертальних елементів машин та ін. На дотик визначають місця і ступені ненормального нагріву, биття, вібрації та ін.
За допомогою нюху( за характером запаху) визначають відмову муфт зчеплення, порушення електропроводки, витікання бензину та ін.
Об’єктивні або інструментальні методи застосовують для вимірювання і контролю параметрів технічного стану за допомогою засобів технічної діагностики.
За характером вимірювання параметрів методи діагностики поділяють на прямі і непрямі.
Прямі характеризуються безпосереднім прямим вимірюванням параметрів технічного стану. До них відносять зазори в підшипниках, розміри деталей та ін.
Непрямі – це визначення технічного стану за непрямими параметрами. При цьому діагностичні прилади встановлюють зовні без розбирання механізмів машини. Непрямі методи базуються на вимірюванні фізичних величин (тиску, температури, витрат газу і мастил, рівня вібрації та ін.).
Технічне діагностування поділяють на декілька видів:
а)тестове– технічний стан оцінюють за спеціальними тестовими сигналами, які подають на вхід машини;
б) функціональне – технічний стан визначають за функціональними параметрами: тиском, витратами, к.к.д., витіканнями та ін.;
в)віброакустичне – технічний стан визначають за непрямими ознаками:за шумом, вібрацією, стуком та ін.
Засоби діагностування розглянемо на прикладі гідравлічних машин (насосів).
Технічний стан насоса визначається низкою діагностичних параметрів: тиском, подачею, частотою обертання, температурою, вібрацією, шумом та ін. Ці параметри є неелектричними. Для зручності вимірювання і опрацювання діагностичні параметри перетворюють в електричні сигнали за допомогою датчиків. Датчики – це технічні пристрої, що складаються з вимірювачів і перетворювачів вимірюваної величини у величину, яку зручно передавати по лініях зв’язку, підсилювати та реєструвати.
Розглянемо основні засоби вимірювання при діагностуванні.
1 Вимірювання тиску. Застосовують датчики, в яких деформація вимірювального елемента (мембрани, пружини, струни та ін.) спричинена зміною тиску, і перетворюється в електричний сигнал за допомогою різних перетворювачів. Це тензометричні та електричні датчики.
2 Вимірювання подачі та швидкості рідини. Найбільш простими є методи, що базуються на вимірюванні об’ємів або різниці тисків за допомогою спеціальних засобів. При об'ємному способі використовують турбінні датчики, а за різницею тисків вимірюють витрати на діафрагмах і соплах. Ці витратоміри мають малу швидкість і не застосовуються в технічній діагностиці.
Перспективним є використання термоанемометрів, чутливим елементом яких є металева нитка. Вона охолоджується рідиною, що протікає, а це спричиняє зміну електричного опору. За вихідні параметри використовують температуру, силу струму або напругу. Крім витрат, цими приладами можна вимірювати температуру.
3 Вимірювання частоти обертання. Частоту обертання вимірюють за допомогою механічних, електричних, магнітоіндуктивних, фотоелектричних та інших тахометрів. Для виміру частоти в недоступних місцях іноді використовують стробоскопічні тахометри.
4 Вимірювання вібрації. Для її вимірювання застосовують віброперетворювачі, що перетворюють механічні коливання в електричні сигнали. Це індукційні та п’єзометричні перетворювачі.
8 Експлуатація насосів. Насосна установка та її обладнання
8.1 Схема насосної установки
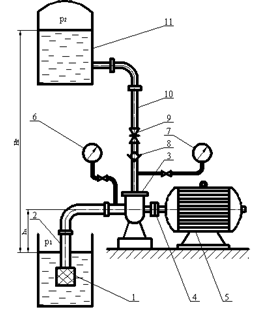
Рисунок 8.1 – Схема насосної установки: 1 – приймальний клапан із сіткою; 2 – всмоктувальний трубопровід; 3 – насос; 4 – муфта; 5 – електродвигун; 6 – вакуумметр; 7 – манометр; 8 – зворотний клапан; 9 – засувка регулююча; 10 – напірний трубопровід; 11 – напірний резервуар; Нг – геометрична висота; hв – висота всмоктування насоса; р1, р2 – абсолютні або надлишкові тиски на поверхні резервуарів
Насосна установка (рис.8.1) складається з насосного агрегату, трубопроводів, резервуарів, контрольно-вимірювальних приладів і арматури.
Насос всмоктує рідину з приймального резервуару і по всмоктувальному та напірному трубопроводах подає її в напірний резервуар.
Діаметри трубопроводів, тип та кількість арматури залежать від призначення насосної установки, її потужності та умов роботи.
Приймальний клапан із сіткою призначений для утримання води у всмоктувальній трубі під час заливання насоса перед пуском. Якщо заливання здійснюється вакуум-насосом, то приймальний клапан не встановлюється.
Засувку на всмоктувальному трубопроводі встановлюють у тих випадках, коли насос перебуває під тиском.
Зворотний клапан запобігає зворотному руху води при зупинці насоса. Крім цього, наявність клапана забезпечує можливість тримати засувки резервного насоса відкритими і запускати його негайно.
Засувку на напірному трубопроводі встановлюють з метою регулювання подачі насоса (зміни його робочого режиму).
Вакуумметр визначає вакуум на всмоктувальному трубопроводі, а манометр – тиск на напірному.
В окремих випадках у насосній установці використовуються запобіжний клапан, витратомір та ін.