Електроди
Ручне зварювання високоміцних низьколегованих сталей виконують еле-ктродами АНП-2, які відповідають типу Е70 і мають фтористо-кальціэве пок-риття. Коефіцієнт наплавлення електродів не менш 9 г / А-Ч, коефіцієнт пере-ходу металу в шов не менш 96 %. Метал, наплавлений електродами АНП-2, має наступний склад: <0,1 % С ; 0,8...1,2 % Мn; 0,2...0,4 % Sі; 0,6...0,1 % Сr; 0,2...0,4 % Мо; 1,3...1 ,8 % Nі; < 0,03 % S і ; < 0,03 % Р. Це дозволяє забезпечувати необ-хідні показники механічних властивостей металу швів:  02 > 590МПа
02 > 590МПа в >720 МПа;
в >720 МПа;  5 >17 %; KCU>49 Дж/см2 при - 70° С (табл. 5).
5 >17 %; KCU>49 Дж/см2 при - 70° С (табл. 5).
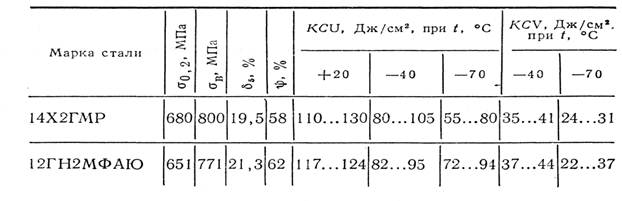
Таблиця 5 - Механічні властивості металу шиа при ручному дуговому зварюванні електродами АНП-2 стикових з'єднань високоміцних сталей
Особливістю електродів АНП-2 є низький вміст водню в наплавленому металі. Після прокалки при температурі 420...450°С вміст дифузійного водню не перевищує 2 мл/100 г метала.
Електроди АНП-2 технологічні при зварюванні у всіх просторових поло-
женнях. Для зварювання застосовують постійний струм зворотної полярності.
Зварювальний струм установлюють відповідно до діаметра електрода й положенням шва. Електроди забезпечують стійке горіння дуги, гарне формування шва, легку віддільність жужільної кірки, незначні втрати розплавленого металу від розбризкування. Метал шва, виконаний електродами АНП-2, стійкий до утворення кристаллизационных тріщин, не схильний до утворення опор.
Зварювання високоміцних сталей з низьколегованими сталями підвищений- ний міцності 09Г2, 10Г2С1, 14Г2, 10ХСНД, 15ХСНД, а також з низкоуглеро- дистой сталлю Стз виконують електродами УОНИ-13/45А або УОНИ-13/55А.
Для сарки среднеуглеродистыхвысокопрочных сталей типу 42Х2ГСНМА, 30Х2ГСНВМА рекомендуються електроди ВИ10-6 типу Э100 (стрижень Св-18ХМА) і типу Э НИАТ-3М зі стрижнем Св-08А. Можливе застосування аустенітних електродів Э-10Х20Н9Г6С, Э-06Х19Н11Г2М2. Зварені соеди- нения не піддаються термообробці.