Дроти для зварювання в захисних газах
При виготовленні конструкцій з високоміцних сталей широко застосову-ється автоматичне й механізоване зварювання в захисних газах. У якості захис-ного середовища використовують вуглекислий газ і суміші на основі аргона
При зварюванні у вуглекислому газі застосовують дроти суцільного перетину Св-08Г2С, Св-10ХГ2СМА й Св-08ХН2Г2СМЮ і порошкові дроти
ПП-АН54 і ПП- АН55.
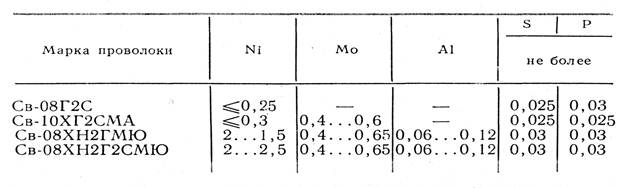
Хімічний склад зварювальних дротів наведений у табл. 6. Дріт
Св-10ХГ2СМА використовують при зварюванні стикових з'єднань товщиною до 30 мм, до яких не пред'являються підвищені вимоги по холодостійкості ме-талу шва.
Таблиця 6. Вміст зварювальних дротів, %
| Марка дроту | С | Si | Мп | Сг |
| Св-08Г2С Св-10ХГ2СМА Св-08ХН2ГМЮ Св-08ХН2Г2СМЮ | 0.05...0.11 0,06...0,12 0.06...О.11 0.06..0,11 | 0,7...0,95 0,6...0,9 0,25...0,55 0.4...07 | 1,5...2,1 1,7...2,1 1...1.4 1,5...1,9 | <0,2 0,8...1,1 0,7...1,1 0,7...1 |
 О.2> 580МПа;
О.2> 580МПа;  в > 680МПа;
в > 680МПа;  5> 18 %; KCU > 25 Дж/см2 при - 60°С. Метал шва, виконаного дротом Св-08ХН2Г2СМЮ, має більш високі значения міцнос-ті й холодостійкості: О.2 > 750 МПа; в > 850 МПа; 5 >15 %; KCU >40 Дж/см2 при - 70° С. При механізованому зварюванні у вуглекислому газі сталей із границею текучості 550...700 МПа найбільш сприятливі механічні властивос-ті металу шва дозволяють одержувати порошкові дроти ПП-АН54 і ПП- АН55. Вони забезпечують досить близький хімічний склад наплавленого металу: <0,1% С; 0,7...1 ,3 % Мn; 0,15.:.0,4 % Sі; 0,4...0,8 % Сг; 1,3...1 ,8 % Nі; 0,3...0,5 % Мо; < 0,03 % S; < 0,03 % Р. Дріт ПП- АН55 призначений для зварювання ста-лей із границею текучості 550...610 МПа, дріт ПП-АН54 забезпечує більш ви-сокий рівень механічних властивостей швів: 0 2 > 630 МПа; в > 750 МПа;
5> 18 %; KCU > 25 Дж/см2 при - 60°С. Метал шва, виконаного дротом Св-08ХН2Г2СМЮ, має більш високі значения міцнос-ті й холодостійкості: О.2 > 750 МПа; в > 850 МПа; 5 >15 %; KCU >40 Дж/см2 при - 70° С. При механізованому зварюванні у вуглекислому газі сталей із границею текучості 550...700 МПа найбільш сприятливі механічні властивос-ті металу шва дозволяють одержувати порошкові дроти ПП-АН54 і ПП- АН55. Вони забезпечують досить близький хімічний склад наплавленого металу: <0,1% С; 0,7...1 ,3 % Мn; 0,15.:.0,4 % Sі; 0,4...0,8 % Сг; 1,3...1 ,8 % Nі; 0,3...0,5 % Мо; < 0,03 % S; < 0,03 % Р. Дріт ПП- АН55 призначений для зварювання ста-лей із границею текучості 550...610 МПа, дріт ПП-АН54 забезпечує більш ви-сокий рівень механічних властивостей швів: 0 2 > 630 МПа; в > 750 МПа;
5 > 19 %; KCU > 60 Дж/см2 при - 60° С.
Зварювання високоміцних сталей з низьколегованими сталями 10Г2С1, 09Г2,14Г2, 10ХСНД, 15ХСНД, а також зі сталлю Ст3 виконують дротом
Св-08Г2С.
В останні роки при зварюванні високоміцних сталей для виготовлення відповідальних виробів, що працюють при низькій температурі, широке засто-сування знаходять захисні суміші на базі аргону.
При зварюванні низьколегованих сталей плавким електродом у чистому аргоні при критичних струмах наступає струминний перенос металу в дузі. При цьому практично відсутнє розбризкування, шви мають гарний зовнішній виг-ляд. Однак через сповільненість металургійних процесів і інших причин при зварюванні із цим газовим захистом шви досить схильні до пороутворенню. Зменшити схильність швів до пороутворенню при зварюванні в інертному газі можна шляхом додавання до нього в невеликих кількостях активних газів. При цьому зберігаються всі переваги зварювання в чистому аргоні. При зварюванні високоміцних сталей залежно від умов і характеру виробництва, оснащення його устаткуванням для зварювання, транспортування, газифікації, зберігання й змішання застосовують наступні суміші газів на базі аргону: 78 % Аг + 22%СО2 і 75 % Аг + 20 % СО2+5%О2.
Процес зварювання електродом, що плавиться, у сумішах газів на основі аргону має ряд особливостей: при досягненні критичного струму перенос металу в дузі переходить у струминний; при збільшенні добавки активного газу до аргону змінюється форма провару: від так званої пилоподібної вона прагне до еліптичного, як при звичайному зварюванні у вуглекислому газі; при зварюванні в сумішах газів на основі аргону через рафінуючу дію суміші шви містять неметалічних включень менше, ніж при зварюванні у вуглекислому газі.
Тому пластичність і особливо ударна в'язкість наплавленого метала при низьких температурах випробувань вище, ніж при зварюванні у вуглекислому газі.
При зварюванні високоміцних сталей у сумішах на базі аргону може бути використаний зварювальний дріт Св-08ХН2ГМЮ. Це дозволяє забезпечити до-сить високі механічні властивості металу шва (табл. 7). Для зварювання куто-вих швів з катетом понад 10 мм можуть бути використані дроти Св-0ХГ2СМА, ПП- АН54, ПП- АН55. Для кутових швів з меншим катетом більш бажаний дріт Св-08Г2С (табл. 8).
Таблиця 8 - Механічні властивості металу кутових швів при зварюванні у захисних газах таврових з'єднань високоміцних сталей
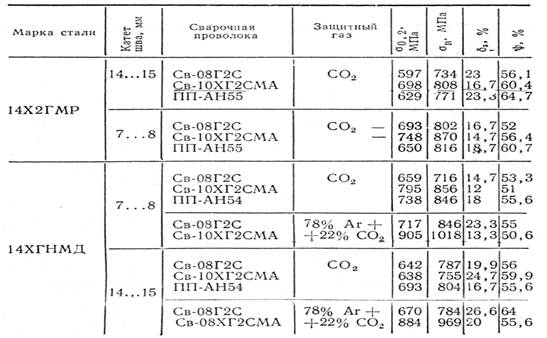
Дріт марки Св-10ХГ2СМА забезпечує міцність металу шва до 680 МПа й ударну в'язкість до 25 Дж/см2 при температурі -60 °С. Метал шва, виконаного дротом марки Св-08ХН2Г2СМЮ, має показники міцності до 850 МПа й KCU до 40 Дж/см2 при температурі -70 °С. Благоприятное сполучення показників механічних властивостей металу швів при зварюванні сталей з міцністю 580 ... 700МПа дозволяють одержувати порошкові дроти із сердечником рутилфлю-оритного типу.
Дроти зазначених марок рекомендуються й для зварювання кутових швів з катетом понад 15 мм. Для кутових швів з меншим катетом у більшості випад-ків використовують дріт марки Св-08Г2С. Цей дріт застосовують також при зварюванні низьковуглецевих бейнітно- мартенситних сталей з низьколегова-ними сталями підвищеної міцності 09Г2, 10Г2С1, 14Г2, 10ХСНД і 15ХСНД.