Зберігання й використання зварювальних матеріалів
У зв'язку з негативним впливом водню на утворення тріщин у зварних з'єднаннях високоміцних сталей особливу увагу необхідно приділяти виконан-ню заходів, що обмежують його вміст у наплавленому металі.
Зварювальні матеріали, що надійшли на підприємство, повинні зберіга-тися в сухих опалювальних приміщеннях (складах) при температурі не нижче 16° С и відносної вологості не більше 60 % на спеціальних стелажах. Їх необ- хідно містити роздільно по видах, типах, марках і діаметрах, щоб можно було легко знайти необхідний матеріал.
Під час перевезення зварювальних матеріалів із центрального складу не-обхідно дотримувати умов, що забезпечують сохранність їхньої якості (елект-роди необхідно перевозити в цілих пачках, порошковий дріт- у недоторканій тарі, флюс - у нерозпакованих мішках і т.д. ). Умови зберігання зварювальних матеріалів у дільничних (цехових) складах повинні бути ті ж, що й у централь-них.
Велике значення для одержання зварних з'єднань гарної якості має прави-льна підготовка зварювальних матеріалів перед їхньою видачею безпосередньо у виробництво. Технологія підготовки зварювальних матеріалів залежить від їхнього виду. Електроди АНП-2 повинні піддаватися прожарюванню при 400...420° С упродовж 2 год. Для запобігання опадання покриттів електроди укладають у піч при температурі не вище 150°С. Після прокалки електроди по-винні охолонути з піччю до температури 100...150°С. Електроди УОНИ-13/45 вимагають прокалку не менш 1 год. при температурі 350...370°С.
Прожарювати електроди необхідно в спеціальних електропечах з автома-тичним регулюванням температури. Прожарені електроди видають зварникові в кількості, необхідному для роботи протягом напівзміни. На робочому місці електроди зберігають у щільно закритій тарі без зіткнення з поверхнею металу. При зварюванні на відкритому повітрі електроди целесообразно зберігати в спеціальних піналах (рис. 7), які дозволяють зберегти їх "гарячими".
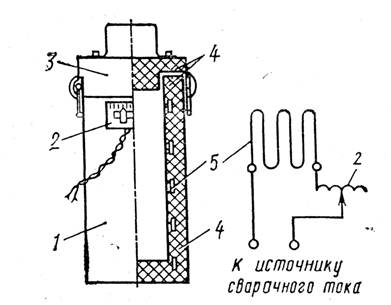
Рисунок 7– Схема пінала для зберігання електродів:
1 - корпус; 2 - терморегулятор; 3 - кришка; 4 - теплоізоляційний шар;
5 - нагрівальний елемент
Такі пінали можуть бути типу термоса, у якому теплоізоляція корпуса не дозволяє електродам швидко остигати, і пінали з підігрівом, осуществляемым за допомогою нагрівальних елементів, вмонтованих у корпус пінала і питаю-щихся від джерела зварювального струму. Температура підігріву при цьому ре-гулюється реостатом. Електроди в піналах зберігають у вертикальному поло-женні. Місткість пінала другого типу більше, тому що підігрів може осуществ-ляться протягом робочої зміни.
Зварювальні флюси прожарюють при температурі 450.. 500°С. Флюс за- сипають тонким шаром на листи електропечей. До місця зварювання прожаре-ний флюс доставляють у закритій тарі. У випадку тривалого зберігання флюсу в умовах, що приводять до сильного його зволоження, температуру прокалки необхідно збільшити до 550... 600°С.
Невикористані протягом робочого дня електроди й флюс необхідно сда- вати у комору й зберігати в спеціальних сушильних шафах при температурі плюс 60...80°С або в герметичній тарі.
Зварювальний дріт суцільного перетину безпосередньо перед зварюван-ням повинна бути ретельно очищена хімічним або механічним шляхом від мас-ла, іржі й інших забруднень. При великій витраті зварювального дроту хімічний спосіб очищення застосовують шляхом травлення в слабкому розчині соляної кислоти з наступним промиванням содовим розчином і горячей водою й про-сушкою на повітрі. Механічне очищення виконують на спеціальних верстатах шляхом протягання дроту через пристрої, заповнені абразивними компонен-тами (зварювальними флюсами, наждаком, цеглою і др.) і войлочні фільтри. Механічне очищення вимагає попередньої прокалки дроту (у мотку) при тем-пературі 150...200°С упродовж 1,5...2 год. Безпосередньо після очищення зва-рювальний дріт намотують у касети й доставляють до робочих місць.
Порошкові дроти перед використанням піддають прожарюванню при температурі 230...2500С упродовж 2...3 год для видалення вологи й залишків волочильного змащення. Для одержань щільних безпористих швів при зварю-ванні в СО2 застосовують зварювальну вуглекислоту I и I I сорта (ГОСТ 8050–76), що має точку роси нижче -340С. У вуглекислому газі не повинно бути мі-неральних масіл, гліцерину, сірководню,соляної, сірчаної й азотної кислоти, спиртів, ефирів, органічних кислот і аміаку. До складу домішок не повинна входити вода у кількості більше 0,05 %, а в балоні не повинно бути більше 500г води у вільному стані, що залишається після промивання балона.
Для видалення домішок повітря рекомендується випускати перші порції газу в атмосферу, а також воду після відстоювання балона в перевернутому по-ложенні (вентилем униз), обережно відкриваючи вентиль. Після видалення во-ди й забруднених об’ємів газової фази харчова вуглекислота може бути вико-ристана для зварювання високоміцних сталей.
Подаючий у зону зварювання вуглекислий газ треба обов'язково пропус- кати через прожарений осушувач. Тривалість використання осушувача зале-жить від інтенсивності завантаження зварювального поста або установки, однак повинна бути не довше 7...10 днів. При зварюванні відповідальних конструкцій не рідше одного разу в зміну визначають точку роси, що дозволяє судити про вологість газу. Для зварювання високоміцних сталей можна використовувати вуглекислий газ, точка роси якого - 30° С и нижче.
Метод визначення точки роси застережений ГОСТ 8050-76 на вуглекис-лий газ. Сутність його полягає в тому, що контрольований газ пропускають над штучно охолоджуваною дзеркальною поверхнею. При охолодженні до темпера-тури, що відповідає насиченому стану випробуваного газу водяними парами, на цій поверхні починає конденсуватися волога. Замірюючи температуру дзеркал-льної поверхні в момент випадання роси, визначають вміст вологи в контро-льованому газі.
Чітко організована система одержання, зберігання й і підготовки зва рю-вальних матеріалів сприяє підвищенню якості зварювальних робіт і надійності конструкцій.