Складання
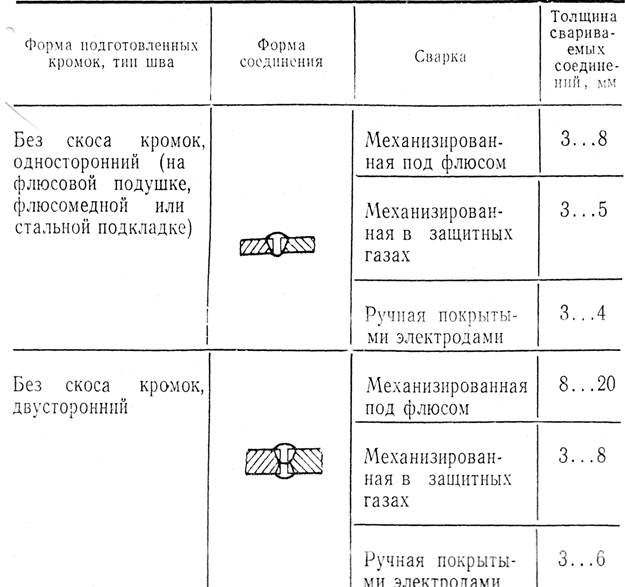
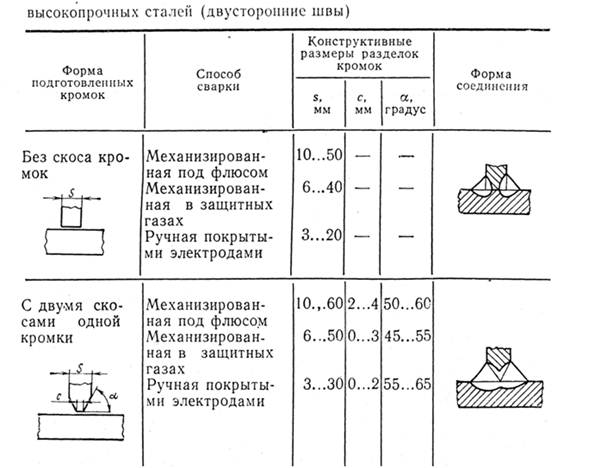
Типи зварних з'єднань, їхня форма й розміри повинні відповідати вимо-гам ГОСТ 5264-80, ГОСТ 8713-79 і ГОСТ 14771-76 (табл. 11).
Місця накладення швів і поверхні стикуємих деталей зачищають до пов-ного видалення іржі, окалини, фарби, масла, вологи й інших забруднень. Зачи-щення проводять на ділянці рівному ширині шва плюс 20 мм у кожну сторону.
При підготовці стикових з'єднань елементів, що відрізняються по товщи-ні, на кромці більш товстого елемента виконують скіс 1:5 для стислих і 1:8 для розтягнутих елементів. Скіс виконують механічним способом або машинним газовим різанням з наступним зачищенням шліфувальною машинкою.
Кутові з'єднання збирають без зазорів. Якщо в з'єднанні при складанні ут-вориться зазор 1...1,5 мм, застосовують різні пристосування, щоб запобігти за-тіканню рідкого металу й шлаків у зазори (флюсові подушки, мідні або флюсо-мідні підкладки, ручну підварку й ін.)
Таблиця11. Основні типи стикових з'єднань высокоміцних сталей