З.5. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Механизация и автоматизация производственных процессов является одним из главных направлений технического прогресса. Цель механизации и автоматизации — облегчить труд человека, оставляя человеку функции обслуживания и контроля, повысить производительность труда и улучшить качество изготовляемых изделий.
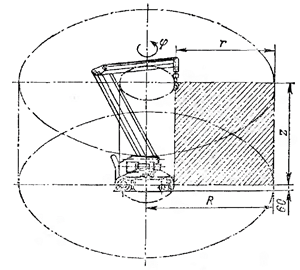
Рис. 3.2. Манипулятор модели АШ-НЮ-1, используемый для механизации погрузочных операций, в том числе загрузки оборудования
Механизация — направление развития производства, характеризуемое применением машин и механизмов, заменяющих мускульный труд рабочего (рис. 3.2).
По степени технического совершенства механизация делится на следующие виды:
· частичная и малая механизация, характеризуется применением простейших механизмов, чаще всего передвижных. Малая механизация может охватить части движений, оставляя немеханизированными многие виды работ, операций, процессов. К механизмам малой механизации могут быть отнесены тележки, простые подъемные средства и др.;
· полная, или комплексная механизация, включает в себя механизацию всех основных, вспомогательных, установочных и транспортных операций. Этот вид механизации
· характеризуется применением достаточно сложного технологического и подъемно-транспортного оборудования.
Высшей ступенью механизации является автоматизация. Автоматизация означает применение машин, приборов, аппаратов, приспособлений, позволяющих осуществлять производственные процессы без непосредственного участия человека, а лишь под его контролем. Автоматизация производственных процессов неизбежно связана с решением процессов управления, которые также должны быть автоматизированными. Отрасль науки и техники, которая решает системы управления автоматическим оборудованием, называют автоматикой. Автоматика основывается на управлении, контроле, сборе и переработке информации об автоматическом процессе при помощи технических средств — специальных приборов и устройств. Автоматизированная система управления (АСУ) основывается на применении современной электронно-вычислительной техники и электронно-математических методов в управлении производством и призвана способствовать повышению его производительности.
Автоматизация производственных процессов также делится на две части:
частичная автоматизация, охватывает часть выполняемых операций при условии, что остальные операции выполняются человеком. Как правило, автоматически выполняется непосредственное воздействие на изделие, т. е. обработка, а загрузочные операции заготовок и повторное включение оборудования производится человеком. Такое оборудование называется полуавтоматическим;
полная или комплексная автоматизация, характеризуется автоматическим выполнением всех операций, в том числе и загрузочных. Человек только заполняет загрузочные устройства заготовками, включает автомат, контролирует его действия, осуществляя подналадку, смену инструмента и удаление отходов. Такое оборудование называется автоматическим. В зависимости от объема внедрения автоматического оборудования различаются автоматические линии, автоматический участок, цех и завод.
Как показала практика, обыкновенные схемы автоматизации и комплексной автоматизации эффективно применяются только в крупносерийном и массовом производстве. В многономенклатурном производстве, где требуется частая переналадка потока, обыкновенные схемы автоматизации мало пригодны. Оборудование, оснащенное стационарными системами автоматизации, не позволяет переходить на управление с ручным режимом. Под обыкновенной схемой автоматизации подразумевают применение загрузочных устройств (склизов, лотков, бункеров, питателей и др.) и обрабатывающего оборудования, приспособленного для выполнения автоматических операций. Обработанные изделия удаляются с помощью устройства для приема обработанных изделий (склизы, лотки, магазины и др.).
Автооператоры и механические руки, давно применяемые в обыкновенных схемах автоматизации, послужили прототипами для нового вида автоматизации. Новый вид автоматизации с применением промышленных роботов (ПР) позволяет решить вопросы, которые не могут быть решены с помощью обыкновенных схем автоматизации. Промышленные роботы, по замыслу их разработчиков, предназначены для замены человека на опасных для здоровья тяжелых и утомительных работах. Они основываются на моделировании двигательных и управляющих функций человека.
Промышленные роботы решают сложные процессы сборки изделий, сварку, окраску и другие сложные технологические операции, а также загрузку, транспортировку и складирование деталей. Новый вид автоматизации имеет ряд качественно отличающих его от других видов свойств, дающих ПР значительные преимущества перед обыкновенными схемами:
· высокие манипуляционные свойства, т. е. способность перемещать детали по сложным пространственным траекториям;
· собственную систему привода;
· систему программного управления;
· автономность ПР, т. е. невстроенность их в технологическое оборудование;
· универсальность, т. е. способность перемещать в пространстве изделия различного типа;
· сопрягаемость с достаточно большим числом типов технологического оборудования;
· переналаживаемость на различные сменяющие друг друга виды работ и изделий;
· возможность отключения ПР и перехода на ручное управление оборудованием.
В зависимости от участия человека в процессах управления роботами их делят на биотехнические, автономные.
Биотехнические — это дистанционные копирующие роботы, управляемые чаловеком. Управление роботом может быть выполнено с пульта при помощи систем рукояток, рычагов, клавишей, кнопок или посредством «надевания» на руки, ноги или корпус человека специальных устройств. Эти устройства служат для воспроизведения движений человека на расстоянии с необходимым увеличением усилий. Такие роботы называются роботами-экзоскелетонами. Роботы полуавтоматического действия также относятся к биотехническим роботам.
Автономные роботы работают автоматически при помощи программного управления.
За относительно долгую историю развития робототехники создано уже несколько поколений роботов.
Роботы первого поколения (программные роботы) характеризуются жесткой программой действий и элементарной обратной связью. К ним обычно относятся промышленные роботы (ПР). В настоящее время эта система роботов наиболее разработана. ПР первого поколения делятся на универсальные, целевые ПР подъемно-транспортной группы, целевые роботы производственной группы. Кроме того, роботы распределяются на типоразмерные ряды, на ряды по максимальной производительности, по радиусу обслуживания, по числу степеней подвижности и т. д.
Роботы второго поколения (очувствленные роботы) обладают координацией движения с восприятием. Программа управления этими роботами осуществляется при помощи ЭВМ.
К роботам третьего поколения относятся роботы с искусственным интеллектом. Эти роботы создают условия для замены человека в области квалифицированного труда, имеют способности к адаптации в процессе производства. Роботы третьего поколения способны понимать язык, могут вести диалог с человеком, планировать поведение и др.
Осуществляя комплексную автоматизацию технологических процессов участков, цехов и заводов, создают роботизированные технологические комплексы (РТК). Роботизированныйтехнологический комплекс представляет собой совокупность технологического оборудования и промышленных роботов. РТК размещается на определенной площади и предназначается для одной или нескольких операций в автоматическом режиме. Оборудование, входящее в РТК, делится на оборудование обрабатывающее, обслуживающее и оборудование контроля и управления. К обрабатывающему оборудованию относится основное технологическое оборудование, модернизированное для работы с промышленными роботами. Обслуживающее оборудование содержит устройство для размещения деталей на входе в РТК, межоперационные транспортирующие ч накопительные устройства, устройства для приема обработанных изделий, а также промышленные роботы (рис. 3.3). Оборудование контроля и управления обеспечивает режим работы РТК и качество выпускаемой продукции.

Pиc. 3.3. Напольный робот с горизонтальной выдвижной рукой и консольным механизмом подъема ПР-4
Повышению эффективности применения промышленных роботов способствует рациональное сокращение номенклатуры ПР и улучшение их приспособляемости (адаптивности). Это достигается типизацией ПР. Производится всесторонний анализ производства, группировка объектов роботизации и установление типов и основных параметров ПР. Типизация ПР является основой для развития их унификации, которая должна быть направлена на обеспечение возможности создания роботов путем агрегатирования. Чтобы обеспечить принцип агрегатирования, производится стандартизация: 1) присоединительных размеров приводов, передаточных механизмов и датчиков обратной связи; 2) рядов выходных параметров приводов (мощностей, скоростей и т. п.); 3) методов связи устройств программного управления с исполнительными и измерительными устройствами.
Результатом работ по унификации ПР должно явиться создание их оптимального типажа и системы агрегатномодульного построения. Агрегатно-модульная система построения промышленных роботов — это совокупность методов и средств, обеспечивающих построение разных типоразмеров ПР кз ограниченного числа унифицированных узлов (модулей и агрегатов). Она позволяет использовать минимальное число серийно выпускаемых функциональных узлов, которые выбирают по специальным промышленным каталогам. Это дает возможность в многономенклатурном производстве быстро перестроить роботизированные системы машин на выпуск новой продукции. На базе ПР с агрегатно-модульным построением основывается гибкое автоматизированное производство (ГАП).
Планирование внедрения механизированного и автоматизированного оборудования связано с анализом производства. Анализ производства сводится к выявлению ряда условий, которые способствуют применению этого оборудования. Анализу не подлежит производство, связанное с применением тяжелого ручного труда. Механизация и автоматизация тяжелого ручного труда является первостепенной задачей и не зависит от результатов экономического расчета.
Проектирование механизации и автоматизации технологических процессов необходимо начинать с анализа существующего производства. Во время анализа выясняются и уточняются те особенности и специфические отличия, на базе которых выбирается тот или иной тип оборудования. Предпроектная стадия разработки механизации и автоматизации производственных процессов включает в себя решение ряда вопросов.
1. Анализ программы выпуска изделий включает в себя изучение: годовой программы выпуска изделии, стабильности и перспективы выпуска; уровня унификации и стандартизации; специализации и централизации производства; ритмичности производства; грузооборота (грузооборот представляет собой общую массу прибывающего и отправляемого груза — для погрузочных операций). Необходимо запомнить, что эффективность механизации и автоматизации процесса в большой степени зависит от программы выпуска изделий. Устройства механизации и автоматизации в массовом и мелкосерийном производстве будут значительно различаться.
2. В анализ технологического процесса изготовления изделий, подлежащего механизации и автоматизации, входит: определение пригодности технологического процесса для механизации и автоматизации; выявление недостатков действующего технологического процесса; определение трудоемкости основных и вспомогательных операций;
сравнение действующих режимов изготовления с режимами, рекомендуемыми в справочниках; анализ применения групповой технологии; разделение технологического процесса на классы.
К первому основному классу относятся процессы, которые требуют ориентации заготовки (детали) и характеризуются наличием обрабатываемого инструмента. Эти процессы свойственны основной номенклатуре изделий, которые изготовляются резанием, давлением или собираются, контролируются и т. п. Ко второму основному классу относятся процессы, которые не требуют ориентации заготовки (детали), в них вместо обрабатывающего инструмента используют рабочую среду. К ним относятся термическая обработка, галтовка, мойка, сушка и т. п.
К первому переходному классу относятся процессы, которые требуют ориентации заготовки (детали), но инструмент отсутствует, и его роль выполняет рабочая среда; нанесение местных покрытий, контроль твердости намагничиванием и т. п. Ко второму переходному классу относятся процессы, которые не требуют ориентации заготовки (детали), но в них участвует обрабатывающий инструмент; изготовление деталей методом порошковой металлургии, производство металлокерамических и керамических деталей и др.
3. Анализ конструкции изделия, при этом устанавливается четкость обработки изделия и полнота технических требований к изготовляемой детали; исследуется форма, размеры, материалы, масса изделия и устанавливается пригодность для того или иного вида механизации и автоматизации.
4. Подбор информации по разным видам механизации и автоматизации. До начала работы должны быть известны все приемы и технологические схемы, а также оборудование, приборы и средства, освоенные промышленностью. Перед принятием решения производится поиск информации по производству аналогичных изделий в стране и за рубежом.
5. Экономический расчет эффективности предполагаемой механизации и автоматизации производства.
6. Разработка и согласование рекомендаций по изменению действующих производственных условий. Рекомендации разрабатываются на основе проведенного анализа и к ним могут быть отнесены: проведение унификации, т. е. приведение к одному типоразмеру близких по конструкций изделий; изменение последовательности технологических операций или применение совершенно нового прогрессивного технологического процесса; использование группового технологического процесса близких по конструкции изделий; применение нового вида заготовки изделия; уточнение и при необходимости изменение технических требований чертежа; изменение формы и размеров изделия; изменение материала изделия.
7. Принятие решения по использованию определенного принципа механизации и автоматизации и составление технического задания на разработку.