Химический состав (ГОСТ 5950-73, ГОСТ 19265-73, ГОСТ 28393-89) и режимы термической обработки наиболее применяемых инструментальных сталей
| Марка стали | Содержание элементов, % | Температура, °С | |||||||
| С | Si | Cr | W | Mo | V | Прочие | закалки | отпуска | |
| Низколегированные стали | |||||||||
| ХВ4 | 1,25-1,45 | - | 0,4-0,7 | 3,5-4,3 | - | 0,15-0,30 | - | 800-820 | 100-140 |
| 9ХС | 0,85-0,95 | 1,2-1,6 | 0,95-1,25 | - | - | - | - | 840-860 | 140-180 |
| ХВГ | 0,90-1,05 | - | 0,9-1,2 | 1,2-1,6 | - | - | 0,8-1,1Mn | 830-850 | 140-170 |
| ХВСГ | 0,95-1,05 | 0,65-1 | 0,6-1,1 | 0,5-0,8 | - | 0,05-0,15 | 0,6-0,9 Mn | 840-860 | 140-160 |
| Быстрорежущие стали | |||||||||
| Р18 | 0,70-0,80 | - | 3,8-4,4 | 17,0-18,5 | ≤1 | 1,0-1,4 | - | 1270-1290 | 550-570 |
| Р9 | 0,85-0,95 | - | 3,8-4,4 | 8,5-10,0 | ≤1 | 2,0-2,6 | - | 1220-1240 | 550-570 |
| Р6М5 | 0,80-0,88 | - | 3,8-4,4 | 5,5-6,5 | 5,0-5,5 | 1,7-2,1 | - | 1210-1230 | 540-560 |
| Р6М5Ф3-МП | 1,25-1,35 | - | 3,8-4,3 | 5,7-6,7 | 5,5-6,0 | 3,1-3,7 | - | 1180-1200 | 540-560 |
| Стали для штампов холодной обработки давлением | |||||||||
| Х12 | 2,0-2,2 | - | 11,5-13 | - | - | - | - | 1000-1040 | 150-170 |
| Х12М | 1,45-1,65 | - | 11-12,5 | - | 0,4-0,6 | 0,15-0,3 | - | 1020-1040 (1150-1170) | 150-170 (500-580) |
| Х12Ф1 | 1,25-1,45 | - | 11-12,5 | - | - | 0,7-0,9 | - | 1050-1075 (1110-1140) | 150-170 (500-520) |
| Х6ВФ | 1,05-1,15 | - | 5,5-6,5 | 1,1-1,5 | - | 0,5-0,8 | - | 950-970 | 150-170 |
| Стали для штампов горячей обработки давлением | |||||||||
| 5ХНМ | 0,5-0,6 | - | 0,50-0,8 | - | 0,15-0,3 | - | 1,4-1,8Ni | 820-840 | 480-580 |
| 5ХНВ | 0,5-0,6 | - | 0,5-0,8 | 0,4-0,7 | - | - | 1,4-1,8Ni | 840-860 | 500-560 |
| 3Х2В8Ф | 0,3-0,4 | - | 2,2-2,7 | 7,5-8,5 | - | 0,2-0,5 | - | 1075-1125 | 600-650 |
| 4Х2В5МФ | 0,3-0,4 | - | 2,2-3 | 4,5-5,5 | 0,6-0,9 | 0,6-0,9 | - | 1050-1080 | 600-650 |
| 4Х5В2ФС | 0,35-0,45 | 0,8-1,2 | 4,5-5,5 | 1,6-2,2 | - | 0,6-0,9 | - | 1030-1060 | 580-620 |
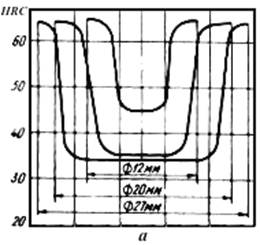
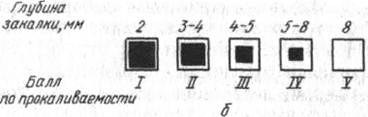
Рис. 3.1. Прокаливаемость углеродистой стали У12:
а – закалка в воде с температуры 790°С; б – шкала прокаливаемости
Свойства углеродистых инструментальных сталей, а также режимы их термической обработки зависят главным образом от содержания в стали углерода (рис. 3.2).
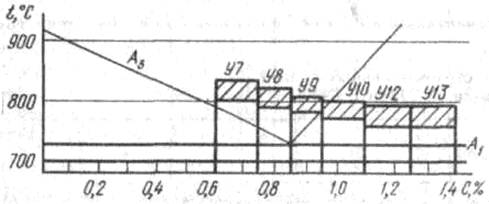
Рис. 3.2. Температура закалки углеродистых инструментальных сталей
Несквозная закалка уменьшает деформацию инструментов и повышает благодаря вязкой сердцевине их устойчивость к ударам и вибрациям.
Инструмент с поперечным сечением 15 – 25 мм после закалки охлаждают в воде или водных растворах щелочей и солей.
Инструменты с незакаленной сердцевиной меньшего сечения для уменьшения деформаций и опасности растрескивания охлаждают в масле, водных растворах полимеров или расплавах солей.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательным.
Температура отпуска определится величиной рабочей твердости, которой должен обладать инструмент (рис. 3.3).
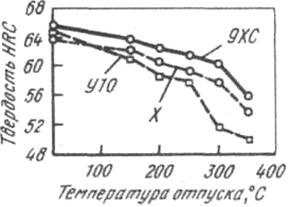
Рис. 3.3. Влияние температуры отпуска на твердость сталей
Рекомендуемые температуры отпуска для некоторых инструментов показаны в табл. 3.2.
Таблица 3.2