НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ АРГОНУ
Розрізняють напівавтоматичне дугове зварювання в атмосфері аргону плавким й неплавким електродом.
Схема напівавтоматичного дугового зварювання плавким електродом в атмосфері аргонуподібна до схеми зварювання в атмосфері вуглекислого газу (див. рис. 8.2) з тією лише відмінністю, що замість вуглекислого газу в пальник подають аргон. Аргон не розчиняється у рідкому й твердому металі, не утворює хімічних сполук з більшістю елементів, що входять до складу цього металу, й забезпечує високоефективний захист рідкого металу.
В атмосфері аргону зварюють легкооксидівні сплави на основі алюмінію, титану, магнію, леговані та високолеговані сталі постійним струмом зворотної полярності та великої густини. Струм зворотної полярності руйнує оксидну плівку зварюваних країв заготовок за допомогою важких позитивно заряджених іонів. Велика густина струму забезпечує добру якість шва через перехід від дрібнокрапельного до струменевого переносу металу з електроду на виріб. Завдяки цьому підвищується якість шва й продуктивність зварювання.
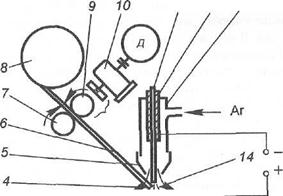
Рис. 8.4 – Схема напівавтоматичного дугового зварювання неплавким електродом в атмосфері аргону: 1,3 – зварювальна заготовка; 2 – зварювальна ванна; 4 – струмінь аргону; 5 – сопло; 6 – присадний матеріал; 7 – притискний ролик; 8 – касета; 9 – тяговий ролик; 10 – механічний редуктор; 11 – вольфрамовий неплавкий електрод; 12 – електродотримач; 13 – корпус пальника; 14 – зварювальна дуга; Д - електродвигун
Зварювання плавким електродом застосовують, щоб з'єднати елементи конструкцій товщиною понад 2 мм в усіх просторових положеннях шва. Електрична дуга живиться від зварювальних випрямлячів з жорсткою зовнішньою характеристикою.
Переваги аргонно-дугового зварювання:
—- висока продуктивність зварювання;
— добра якість зварного шва;
— не потрібно застосовувати флюси;
— можна візуально спостерігати за процесом.
Недолік — висока вартість аргону.
Схема напівавтоматичного дугового зварювання неплавким електродомзображена на рис. 8.4. Тут вольфрамовий електрод 11 закріплений в електродотримачі 12 пальника. Неплавкий електрод тільки підтримує горіння дуги. Присадний матеріал 6 подається із сталою швидкістю vп у дугу 14, де він і краї заготовок 1, 3 розплавляються і утворюють зварювальну ванну 2. Присадний матеріал вибирають близький за складом до основного металу. Зварювальну дугу живлять постійним і змінним струмом.
Переважно використовують постійний струм прямої полярності (плюс на виробі), що забезпечує стійке горіння дуги при напрузі 10...15 В без значного нагрівання електроду. Тонкі заготовки з відбортованими краями можна зварювати і без присадного матеріалу. Струмом прямої полярності зварюють високо-леговані сталі, сплави міді, титану та ін.
Алюміній і його сплави рекомендується зварювати струмом зворотної полярності, під час чого напруга дуги зростає порівняно з відповідною напругою прямої полярності, вольфрамовий електрод перегрівається, а його втрати збільшуються.
Продуктивність зварювання неплавким електродом менша порівняно із зварюванням плавким електродом. Проте цьому способу віддають перевагу, коли недопустиме розбризкування електродного металу й коли зварюють метал товщиною від кількох десятих міліметра.