Ручне дугове зварювання

| 1960 1965 1970 1975 1980 |
1985 1990 1995 2000 Рік
Рис. 5.1.1. Частка ручного дугового зварювання від сумарного
обсягу робіт, виконаних дуговим зварюванням [9-15]: 1 — в Японії; 2-у Франції; 3 — у ФРН; 4 — в Італії; 5-у США; 6 — в ЄС; 7 — в Україні
Ручне дугове зварювання покритими електродами займає провідну позицію серед способів зварювання плавленням, особливо там, де недоцільно механізувати цей процес (короткі шви, складна їх траєкторія, незручне розташування у просторі тощо). Незважаючи на свою універсальність й низьку вартість зварю-вального устаткування, цей спосіб поступово витісняється механізованими способами дугового зварювання. Частка ручного дугового зварювання від сумарного обсягу робіт, виконаних дуговим зварюванням, поступово зменшується і в індустріально розвинених країнах тепер становить 20.„ЗО % (рис. 5.1.1).
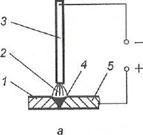
Рис. 5.1.2. Схема ручного дугового зварювання постійним (а): 1,5 — заготовка; 2 — електрична дуга; З — електрод; 4 — зварювальна ванна
Суть методу ручного дугового зварювання у тому, що за допомогою теплоти зварювальної дуги 2 (рис. 5.1.2) поступово розплавляється електрод 3 та краї заготовок і і 5, а рідкий метал щільно заповнює простір між ними, утворюючи зварювальну ванну 4, а після кристалізації рідкого металу — зварний шов. Шов міцно і надійно з'єднує зварені заготовки в одне ціле. Зварник рукою переміщує електродотримач з електродом у напрямку до заготовок і вздовж майбутнього шва.
ЗВАРЮВАЛЬНА ДУГА
Зварювальною дугою називають потужний і стабільний електричний розряд у середовищі іонізованих газів та випарів металу, який супроводжується інтенсивним виділенням теплоти і світла. Повітря у звичайних умовах складається з нейтральних молекул, тому воно не є провідником електричного струму. Щоб молекули повітря дугового проміжку стали провідником струму, їх необхідно іонізувати. З цією метою електрод на короткий час дотикають до заготовки, після цього віддалять його на відстань довжини дуги. Під час дотику між торцем електроду й заготовкою відбувається коротке замикання, внаслідок чого метал контактних поверхонь швидко нагрівається до високої температури. Після відриву електроду з нагрітого катода під дією електричного поля починається електронна емісія. Емісія електронів з катода відбувається під впливом двох факторів —
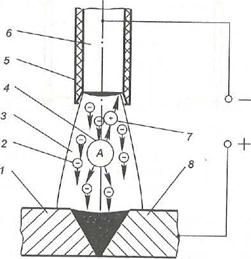
Рис. 5.1.3 - Схема зварювальної дуги:
1,8 — заготовка; 2 — електрон; 3 — дуга; 4 — молекула повітря; 5 — покриття електроду; 6 — електродний дріт; 7 — іон
високої температури (термоелектронна емісія) і напруженості електричного поля (автоелектронна емісія). Електрони 2 (рис. 5.1.3), зіштовхуючись з молекулами повітря 4 й випарами металу, іонізують їх. Позитивно заряджені іони 7 з великою швидкістю рухаються до катода 6, а електрони й негативно заряджені іони — до анода 8. Під час зіткнення з електродом і заготовкою кінетична енергія заряджених частинок перетворюється у теплову. Температура в центрі стовпа дуги найбільша і становить 6000... 7000 °С. Напруга, необхідна для запалювання дуги, у випадку постійного струму повинна перевищувати 30...35 В, а у випадку змінного струму — 50... 55 В. У режимі стійкого горіння напруга спадає до 18...30 В.
Напруга дуги залежить від складу газів, у яких горить дуга, довжини дуги, сили струму, матеріалу електрода та виробу. Електричні властивості дуги описуються її вольт-амперною характеристикою у тобто залежністю між напругою та струмом дуги. Ця залежність при незмінній довжині дуги складається із трьох ділянок (рис. 5.1.4):
— спадної І;
— жорсткої (горизонтальної) II;
— крутої (зростальної) III.
На ділянці /, де струм невеликий, дуговий проміжок недостатньо іонізований і тому для горіння дуги потрібна підвищена напруга. Тут дуга нестабільна. Зі збільшенням сили струму до 80 А поступово зростає ступінь іонізації, а разом з ним — провідність дугового проміжку, що спричинює різке зменшення напруги. На ділянці II з ростом сили струму збільшується площа перерізу стовпа дуги, через що густина струму й напруга залишаються незмінними. На ділянці /// зростання сили струму вже не зумовлює збільшення площі перерізу дуги, внаслідок чого густина струму зростає і водночас зростає напруга дуги. Ручне електродугове зварювання провадять у межах II ділянки, рідше / ділянки вольт-амперної характеристики.
Збільшення довжини дуги зумовлює зміщення вольт-амперної характеристики вгору, а зменшення довжини дуги — зміщення цього графіка вниз.