Контактная сварка
Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – пластическая деформация, в ходе которой формируется сварное соединение.
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта.
Сварка осуществляется на машинах, состоящих из источника тока, прерывателя тока и механизмов зажатия заготовок и давления.
К деталям с помощью электродов подводят ток небольшого напряжения (3…8 В) и большой силы (до нескольких десятков кА). Большая часть тепла выделяется в зоне контакта деталей.
По виду получаемого соединения контактную сварку подразделяют на точечную, шовную, стыковую. Схемы контактной сварки представлены на рис. 20.6.
Стыковая контактная сварка (рис. 20.6 а) – способ соединения деталей по всей плоскости их касания.
Свариваемые заготовки 1 плотно зажимают в неподвижном 2 и подвижном 3 токоподводах, подключенных к вторичной обмотке сварочного трансформатора 4. Для обеспечения плотного электрического контакта свариваемые поверхности приводят в соприкосновение и сжимают. Затем включается ток. Поверхность контакта заготовок разогревается до требуемой температуры, ток отключается, производится сдавливание заготовок – осадка.
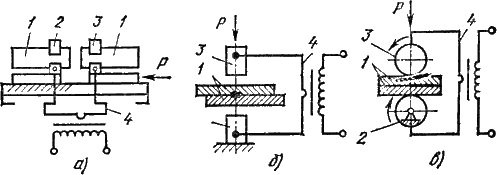
Рис. 20.6. Схемы контактной сварки:
а – стыковой; б – точечной; в – шовной
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, а при разогреве торцов до оплавления с последующей осадкой – сваркой оплавлением. В результате пластической деформации и быстрой рекристаллизации в зоне образуются рекристаллизованные зерна из материала обеих деталей.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением. В процессе оплавления выравниваются все неровности стыка, а оксиды и загрязнения удаляются, поэтому не требуется особой подготовки места соединения. Можно сваривать заготовки с сечением сложной формы, а также заготовки с различными сечениями, разнородные металлы (быстрорежущую и углеродистые стали, медь и алюминий и т.д.).
Сварка применяется для соединения встык деталей типа стержней, толстостенных труб, рельсов и т.п.
Точечная сварка(рис. 20.6 б) – способ изготовления листовых или стержневых конструкций, позволяющий получить прочные соединения в отдельных точках.
Свариваемые заготовки 1, собранные внахлест, зажимают между неподвижным 2 и подвижным 3 электродами, подсоединенными к обмотке трансформатора 4.
Электроды изнутри охлаждаются водой, нагрев локализуется на участках соприкосновения деталей между электродами. Получают линзу расплава требуемого размера, ток выключают, расплав затвердевает, образуется сварная точка. Электроды сжимают детали, пластически деформируя их.
Точечной сваркой изготовляют соединения из отдельных элементов. В этом случае упрощается технология изготовления сварных узлов и повышается производительность. Точечную сварку применяют для изготовления изделий из низкоуглеродистых, углеродистых, низколегированных и высоколегированных сталей, алюминиевых и медных сплавов. Толщина свариваемых металлов составляет 0,5 – 5 мм.
Шовная сварка(рис. 20.6 .в) – способ соединения деталей швом, состоящим из отдельных сварных точек.
Свариваемые заготовки 1 помещают между двумя роликами-электродами, один из электродов 2 может иметь вращательное движение, а другой 3 – вращательное движение и перемещение в вертикальном направлении. Электроды подключаются к вторичной обмотке трансформатора 4. Электроды-ролики зажимают и передвигают деталь.
Шовная сварка обеспечивает получение прочных и герметичных соединений их листового материала толщиной до 5 мм.