рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Реферат Курсовая Конспект
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ - раздел Образование, ...
 САНКТ-ПЕТЕРБУРГСКИЙ УНИВЕРСИТЕТ
САНКТ-ПЕТЕРБУРГСКИЙ УНИВЕРСИТЕТ
ГОСУДАРСТВЕННОЙ ПРОТИВОПОЖАРНОЙ СЛУЖБЫ
Ю.Г. Баскин, В.Ф. Глазков, Л.А. Королева, М.Н. Федотов
МАТЕРИАЛОВЕДЕНИЕ. ТЕХНОЛОГИЯ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Учебное пособие
Санкт-Петербург – 2011
Рецензенты:
Ю.Г. Баскин, В.Ф. Глазков, Л.А. Королева, М.Н. Федотов
Учебное пособие включает обязательный для изучения курсантами, студентами и… Учебное пособие включает два раздела: первый - «Материаловедение», второй – «Технология конструкционных материалов».…ВВЕДЕНИЕ
Современный автомобиль представляет собой достаточно сложное техническое устройство, которое состоит из ряда электро-, пневмо- и гидромеханических систем, агрегатов, узлов и механизмов. Конструкция автомобиля может включать от 17 до 20 тысяч деталей, полученных из различных материалов по определенной технологии, которые должны соответствовать требованиям эксплуатации машины.
Большинство деталей автомобиля изготавливается из углеродистых, легированных и специальных сталей, чугунов различной структуры и цветных металлов, отливаемых на различной основе. Кроме указанных материалов в конструкции автомобиля все более широкое применение находят полимеры, резина, стекло и керамика, композиционные материалы.
Техника, особенно перспективная, должна иметь высокие тактико-технические, эксплуатационные, экономические и эргономические показатели. К сожалению, на сегодняшний день она далека от указанных требований, ибо многие машины имеют большую массу, малый срок службы, недостаточную надежность, не отличаются удобством и комфортностью, высокой маневренностью, а их техническое обслуживание и ремонт носит весьма затратный характер. По имеющимся данным, удельная металлоемкость нашей машиностроительной продукции выше, чем в США, в среднем на 20-25%, что объясняется недостатками в конструировании машин и оборудования, нерациональным использованием материалов и дефицитом прогрессивных технологий производства. Указанные недостатки приводят к значительным издержкам экономического, технического и социального характера, являются причиной тяжелых аварий и катастроф.
Основная задача организаторов эксплуатации техники, в том числе автомобильной, заключается в том, чтобы зная основные виды применяемых конструкционных материалов, их свойства, реальные условия эксплуатации техники, ее узлов и механизмов, условия которые заложены в расчет при ее проектировании, добиться таких ее основных показателей при использовании как надежность, безотказность, ремонтопригодность и долговечность. Для успешного решения многих практических задач необходимы сведения о современных способах получения и обработки материалов, их свойствах и рациональных областях применения.
Излагаемый в пособии материал ориентирован на то, чтобы показать будущим специалистам возможные пути управления структурами материалов с целью повышения надежности транспортных и транспортно-технологических машин и оборудования, сохранения эксплуатационных свойств.
Настоящее учебное пособие соответствует программам дисциплин «Материаловедение» и «Технология конструкционных материалов». Эти курсы вместе с другими общепрофессиональными дисциплинами дают студентам необходимую подготовку, закладывают основы знаний, необходимых в производственно-технологической, экспериментально-исследовательской, монтажно-наладочной и сервисно-эксплуатационной деятельности.
Учебное пособие состоит из двух разделов. Первый раздел – «Материаловедение», второй – «Технология конструкционных материалов».
Материаловедение – это наука о взаимосвязи электронного строения, структуры материалов с их составом, физическими, химическими, технологическими и эксплуатационными свойствами.
В первом разделе даны представления о кристаллизации и строении металлов и сплавов, изменении их структуры при различных температурах, способах термической обработки и ее влиянии на физико-механические свойства. Приведены сведения об основных методах определения механических свойств металлов, изложена дислокационная концепция прочности. Значительное внимание уделено анализу и практическому использованию диаграмм состояния как методологической основе материаловедения. Рассмотрена классификация, маркировка и области применения сталей, чугунов, цветных металлов (алюминия, меди, магния и титана) и их сплавов, области их применения, в том числе в автомобильной промышленности.
Отмечено, что основной материальной базой машиностроения служит черная металлургия, производящая стали и чугуны. Эти материалы имеют много положительных качеств и в первую очередь обеспечивают высокую конструкционную прочность деталей машин. Однако эти классические материалы имеют такие недостатки как большая плотность, низкая коррозионная стойкость. Важное значение принадлежит использованию пластмасс, керамики, резин, композиционных материалов, что экономит дефицитные металлы, снижает затраты энергии на производство материалов, уменьшает массу изделий. Расчетами установлено, что замена ряда металлических деталей легкового автомобиля на углепластики из эпоксидной смолы, армированной углеродными волокнами, позволит уменьшить массу машины на 40%; она станет более прочной; уменьшится расход топлива, резко возрастает стойкость против коррозии. Поэтому большое внимание в учебном пособии уделено неметаллическим и композиционным материалам.
Отмечено, что основными направлениями в развитии материаловедения является разработка способов производства чистых и сверхчистых металлов, свойства которых сильно отличаются от свойств технически чистых металлов, создание материалов с заранее рассчитанными свойствами применительно к заданным параметрам и условиям работы.
В пособии анализируются свойства металлов и их поведение в различных условиях, в том числе в экстремальных (низкие и высокие температуры и давление). Особое внимание уделено поведению материалов в эксплуатации, приведен состав наиболее характерных отказов в автомобильной технике, связанных с изнашиванием, пластическими деформациями и усталостными разрушениями, коррозией, физико-химическими и температурными изменениями материалов и деталей. Подробно рассмотрены вопросы выбора наиболее эффективных мероприятий по предупреждению отказов и неисправностей транспортных и транспортно-технологических машин и оборудования в эксплуатации, связанные с выбором и применением материалов, способами их упрочнения.
Во втором разделе «Технология конструкционных материалов» рассмотрено производство металлов из руд и переработка чугуна в сталь. Приведены современные способы получения и разливки высококачественной стали.
Представлены сведения об основных технологических процессах производства и обработки металлов и сплавов. Рассмотрены основы литейного производства, специальные способы литья, требования, предъявляемые к литейным сплавам, особенности конструкции и технологичности отливок. Охарактеризована сущность пластического деформирования¸ производства заготовок методами прокатки, волочения, прессования, ковки и штамповки. Подробно рассмотрены вопросы получения неразъемных соединений сваркой, пайкой и склеиванием. Дано представление о методах обработки материалов резанием. Рассмотрены электрофизические и электрохимические методы обработки поверхностей заготовок. Особое внимание уделено современным способам производства неметаллических и композиционных материалов, в том числе методами порошковой металлургии. Приведены сведения о получении нанокристаллических материалов.
В результате изучения дисциплин «Материаловедение», «Технология конструкционных материалов» студенты должны знать физическую сущность явлений, происходящих в материалах при воздействии на них различных факторов в условиях производства и эксплуатации, зависимость между составом, строением и свойствами материалов, теорию и практику различных способов упрочнения материалов, обеспечивающих высокую надежность и долговечность деталей машин, инструмента и других изделий; основные группы металлических и неметаллических материалов, их свойства и область применения, поведение материалов в эксплуатации, технологические особенности методов формообразования и обработки заготовок для изготовления деталей заданной формы и качества.
Должны владеть навыками, позволяющими
оценивать и прогнозировать поведение материалов и причины отказов деталей и инструментов под воздействием на них различных эксплуатационных факторов;
обоснованно и правильно выбирать материал и форму изделия, назначать обработку в целях получения заданной структуры и свойств, обеспечивающих высокую надежность изделий на основе анализа условий эксплуатации, учитывая требования технологичности и влияние технологических методов получения и обработки заготовок на качество деталей.
РАЗДЕЛ 1. МАТЕРИАЛОВЕДЕНИЕ
Глава 1. ОБЩИЕ ХАРАКТЕРИСТИКИ И СТРУКТУРНЫЕ МЕТОДЫ ИССЛЕДОВАНИЯ МЕТАЛЛОВ. МАКРО- И МИКРОАНАЛИЗ
Характерные свойства металлов
Подтверждение этому и в названиях эпох (золотой, серебряный, бронзовый, железный века), на которые греки делили историю человечества: и в… Причина этого - в особых свойствах металлов, выгодно отличающих их от других… Металлы – один из классов конструкционных материалов, характеризующийся определенным набором свойств: «металлический…Понятие об изотропии и анизотропии
В кристаллических телах атомы правильно располагаются в пространстве, причем по разным направлениям расстояния между атомами неодинаковы, что… Чтобы понять явление анизотропии необходимо выделить кристаллографические… Плоскость, проходящая через узлы кристаллической решетки, называется кристаллографической плоскостью (рис. 1.2а).Прочность металлов идеального и реальных строений. Виды дефектов кристаллической решетки
Из жидкого расплава можно вырастить монокристалл. Их обычно используют в лабораториях для изучения свойств того или иного вещества. Металлы и сплавы, полученные в обычных условиях, состоят из большого… В кристаллической решетке реальных металлов имеются различные дефекты (несовершенства), которые нарушают связи между…Макро и микроанализ
Различают макроструктуру, микроструктуру и тонкую структуру материалов. 1.Макроструктурный анализ – изучение строения металлов и сплавов невооруженным… Осуществляется после предварительной подготовки исследуемой поверхности (шлифование и травление специальными…ГЛАВА 2. ФОРМИРОВАНИЕ СТРУКТУРЫ МЕТАЛЛОВ И СПЛАВОВ ПРИ КРИСТАЛЛИЗАЦИИ
Термодинамические основы, механизм и кинетика кристаллизации металлов
Существуют другие агрегатные состояния, например, нейтронная жидкость (из неё состоят нейтронные звезды), конденсат Бозе-Энштейна (существует при… Возможен переход из одного состояния в другое, если новое состояние в новых… С изменением внешних условий свободная энергия изменяется по сложному закону различно для жидкого и кристаллического…Параметры кристаллизации
Размер зерна металла сильно влияет на его механические свойства. Эти свойства, особенно вязкость и пластичность, выше, если металл имеет мелкое… Стремятся к получению мелкозернистой структуры. Оптимальными условиями для… Размер зерен при кристаллизации зависит и от числа частичек нерастворимых примесей, которые играют роль готовых…Глава 3. МЕХАНИЧЕСКИЕ СВОЙСТВА И КОНСТРУКТИВНАЯ ПРОЧНОСТЬ МЕТАЛЛОВ И СПЛАВОВ
Механические свойства металлов и сплавов
Механические свойства определяют поведение материала при деформации и разрушении от действия внешних нагрузок. В зависимости от условий нагружения механические свойства могут определяться… 1.Статическом нагружении – нагрузка на образец возрастает медленно и плавно.ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ И РЕКРИСТАЛИЗАЦИЯ
Напряжения и деформация
Напряжение – сила, действующая на единицу площади сечения детали. Напряжения и вызываемые ими деформации могут возникать при действии на тело… Металл, находящийся в напряженном состоянии, при любом виде нагружения всегда испытывает напряжения нормальные и…Возвратная рекристаллизация структуры металла
Деформированный металл находится в неравновесном состоянии. Переход к равновесному состоянию связан с уменьшением искажений в кристаллической… При низких температурах подвижность атомов мала, поэтому состояние наклепа… При повышении температуры металла в процессе нагрева после пластической деформации диффузия атомов увеличивается, и…Глава 5. ДИАГРАММЫ ФАЗОВОГО РАВНОВЕСИЯ И ТЕОРИЯ СПЛАВОВ
Понятия о сплавах и их теория
Под сплавом понимают вещество, полученное сплавлением двух или более элементов. Возможны другие способы приготовления сплавов: спекания, электролиз,… Сплав, приготовленный преимущественно из металлических элементов и обладающий…Термодинамические условия равновесия в двухкомпонентных сплавах
Различают следующие виды диаграмм состояния двухкомпонентных сплавов: 1.Диаграмма состояния сплавов с неограниченной растворимостью компонентов в… 2.Диаграмма состояния сплавов с отсутствием растворимости компонентов в компонентов в твердом состоянии (механические…Глава 6. ЖЕЛЕЗО И ЕГО СПЛАВЫ. СТАЛИ И ЧУГУНЫ
6.1. Компоненты и фазы в сплавах «железо-углерод»
Железоуглеродистые сплавы – стали и чугуны – важнейшие металлические сплавы современной техники. Производство чугуна и стали по объему превосходит производство всех других металлов вместе взятых более чем в десять раз.
Диаграмма состояния железо – углерод дает основное представление о строении железоуглеродистых сплавов – сталей и чугунов.
Начало изучению диаграммы железо – углерод положил Чернов Д.К. в 1868 году. Чернов впервые указал на существование в стали критических точек и на зависимость их положения от содержания углерода.
Все многообразие сплавов железа с углеродом обычно представляется на диаграмме состояния сплавов железо – углерод, по оси абсцисс, которой откладывается содержание углерода от 0 до 6,67 , а по оси ординат - критические точки температурных изменений в каждом конкретном сплаве, а именно температуры плавления и затвердевания, температуры изменений структуры в нагретом сплаве – их начало и конец (рис.6.1).
, а по оси ординат - критические точки температурных изменений в каждом конкретном сплаве, а именно температуры плавления и затвердевания, температуры изменений структуры в нагретом сплаве – их начало и конец (рис.6.1).
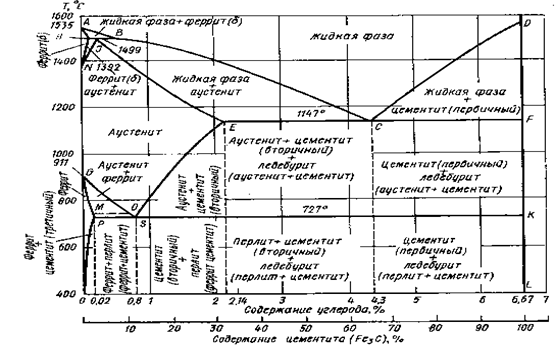
Рис. 6.1 Диаграмма состояния железоуглеродистых сплавов
Сплавы, содержащие более 6,67% углерода очень хрупки и практического применения не имеют.
Компоненты и фазы железоуглеродистых сплавов
Компонентами железоуглеродистых сплавов являются железо, углерод и цементит.
1.Железо – металл серебристо-светлого цвета. Имеет высокую температуру плавления – 1539o С 5oС.
5oС.
Как нами было рассмотрено ранее, железо имеет несколько модификаций, т.е. аллотропических видоизменений Fea, Feb, Feg, Fed.
Структура железа при комнатной температуре - объемноцентрированный куб. Она устойчива до t = 910 С. Это a - железо. При магнитном превращении температурный перегиб кривой при 768С связан не с перестройкой кристаллической решетки и перекристаллизацией, а с внутриатомными изменениями внутренних и внешних электронных оболочек, которые и приводят к изменению магнитных свойств. Температуру 768С называют точкой Кюри и обозначают А2 (рис. 6.2).
С. Это a - железо. При магнитном превращении температурный перегиб кривой при 768С связан не с перестройкой кристаллической решетки и перекристаллизацией, а с внутриатомными изменениями внутренних и внешних электронных оболочек, которые и приводят к изменению магнитных свойств. Температуру 768С называют точкой Кюри и обозначают А2 (рис. 6.2).
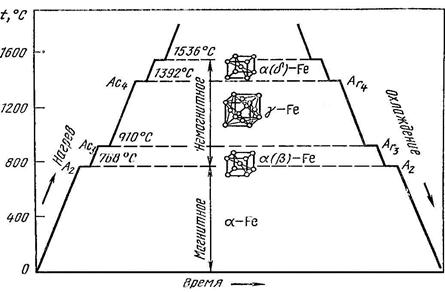
Рис. 6.2. Кривая нагрева и охлаждения железа
g - железо существует при температуре 910 – 1392С, оно парамагнитно, его кристаллическая решетка представляет собой гранецентрированный куб.
Критическую точку превращения a↔g при 910С обозначают соответственно Ас3 (при нагреве) и Аr3 (при охлаждении). Критическую точку перехода g↔a при 1392С обозначают Ас4 (при нагреве) и Аr4 (при охлаждении).
Каждый из видов железа может существовать только при определенной температуре. Кроме этого изменяется и растворимость углерода в каждом из них. Так, a - железо при нормальной температуре растворяет лишь 0,006% углерода, а при 768- несколько выше - 0,03%. g - железо максимально растворяет 2,14% углерода. Однако железо может не только растворять, но и вступать в химическую реакцию с углеродом. Максимальное содержание углерода, которое может вступить в химическое соединение, равно 6,67%. Это химическое соединение называется цементитом. Его формула - FeC3.
В зависимости от характера взаимодействия железа в различных модификациях с углеродом образуются все три вида сплавов железа с углеродом, о которых было сказано выше, а именно: химическое соединение, твердый раствор и механическая смесь.
2.Углерод относится к неметаллам. Обладает полиморфным превращением, в зависимости от условий образования существует в форме графита с гексагональной кристаллической решеткой (температура плавления – 3500 0С, плотность – 2,5 г/см3) или в форме алмаза со сложной кубической решеткой с координационным числом равным четырем (температура плавления – 5000 0С).
В сплавах железа с углеродом углерод находится в состоянии твердого раствора с железом и в виде химического соединения – цементита (Fe3C), а также в свободном состоянии в виде графита (в серых чугунах).
3.Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67 % углерода.
Температура плавления цементита точно не установлена (1250, 1550oС). При низких температурах цементит слабо ферромагнитен, магнитные свойства теряет при температуре около 217o С.
Цементит имеет высокую твердость (более 800 НВ, легко царапает стекло), но чрезвычайно низкую, практически нулевую, пластичность. Такие свойства являются следствием сложного строения кристаллической решетки.
Это самая твердая, но хрупкая составляющая сплава железа с углеродом. Цементит практически не обладает пластичностью. Чем больше цементита в железо – углеродистом сплаве, тем выше его твердость и хрупкость.
Цементит способен образовывать твердые растворы замещения. Цементит – соединение неустойчивое и при определенных условиях распадается с образованием свободного углерода в виде графита. Этот процесс имеет важное практическое значение при структурообразовании чугунов.
Основными структурными составляющими железо - углеродистых сплавов являются: феррит, аустенит, цементит, ледебурит, перлит.
Феррит (Ф) Feα (C) – твердый раствор внедрения углерода в α -железо.
Феррит имеет переменную предельную растворимость углерода: минимальную – 0,006 % при комнатной температуре (точка Q), максимальную – 0,02 % при температуре 727o С ( точка P). Углерод располагается в дефектах решетки.
Свойства феррита близки к свойствам железа. Он мягок (твердость – 130 НВ, предел прочности – σв=300 МПа) и пластичен (относительное удлинение – δ = 30%), магнитен до 768o С.
Аустенит (А) Feγ (С) – твердый раствор внедрения углерода в γ -железо.
Углерод занимает место в центре гранецентрированной кубической ячейки. Аустенит имеет переменную предельную растворимость углерода: минимальную – 0,8 % при температуре 727o С (точка S), максимальную – 2,14 % при температуре 1147o С (точка Е).
Аустенит имеет твердость 200…250 НВ, пластичен (относительное удлинение – δ = 40…50%), парамагнитен.
При растворении в аустените других элементов могут изменяться свойства и температурные границы существования.
Цементит – характеристика дана выше.
Перлит – механическая смесь феррита и цементита. По механическим свойствам занимает промежуточное положение между ферритом и цементитом (Содержание углерода в перлите 0,8%).
Ледебурит – механическая смесь аустенита и цементита. Содержание углерода в ледебурите 4,3%. Ледебурит может существовать, как механическая смесь лишь в интервале 727-1147 оС. Ниже температуры 727 оС аустенит распадается на перлит и цементит. Выше 1147 оС ледебурит плавится и переходит в жидкое состояние.
В железоуглеродистых сплавах присутствуют фазы: цементит первичный (ЦI), который выделяется из жидкой фазы в виде крупных пластинчатых кристаллов, цементит вторичный (ЦII) - выделяется из аустенита и располагается в виде сетки вокруг зерен аустенита, цементит третичный (ЦIII) – образуется их феррита в виде мелких включений.
Процессы при структурообразовании железоуглеродистых сплавов
Как видно из представленной диаграммы наиболее характерными точками диаграммы являются:
- температура плавления чистого железа, равная 1536 оС. Температура плавления цементита точно не установлена (1250, 1550o С) в связи с возможностью его распада.
- температура конца затвердевания всех сплавов (ЕСF),равная 1147 оС.
- температура начала аллотропических превращений g железа в a железо (и обратно), равная 911 оС.
- температура конца аллотропических превращений, a железа в g железо и обратно, равная 727 оС.
Таким образом, можно констатировать, что прямая линия ЕF соответствующая температуре 1147 оС. показывает, что для всех сплавов железа с углеродом с содержанием его свыше 2,14% конец кристаллизации происходит при одной и той же температуре.
Прямая линия PSK,соответствующая температуре 727 оС показывает, что конец вторичных превращений g железа в a железо происходит во всём диапазоне сплавов Fe-Fe3C при одной и той же температуре.
Кристаллизация для всех сплавов начинается при снижении температуры по линии АВСД. Металл начинает твердеть. Эта линия обычно называется линией ликвидуса (линией жидкости). При этом для сплавов с содержанием углерода до 4,3% начинает выделяться в твёрдом виде аустенит по линии АС, а для сплавов с концентрацией углерода выше 4,3% по линии СД выделяется цементит. Значит, в области АСЕ будем иметь жидкий металл и кристаллы аустенита, а в области СДF жидкий металл и кристаллы цементита. Линия АНJЕСF линия конца кристаллизации. Ниже её сплавы во всём их диапазоне содержания углерода находятся только в твёрдом состоянии (линия солидуса).
Для сталей (С= 2,14%) ниже линии АЕ образуется однородная структура аустенит (по имени английского учёного Р.АУСТЕНА).
Для чугунов (С= 2,14 - 6,67%) структура сплава ниже линии ЕСF. также отличается друг от друга, так как на диаграмме имеем два участка: по линии ЕС и ДF. Ниже линии ЕС, поскольку выше был твердый раствор (аустенит) он и затвердеет, с выделением вторичного цементита и будет присутствовать ледебурит (эвтектика), образовавшаяся в точке С.
Ниже линии СF будет первичный цементит и ледебурит (по имени немецкого учёного А. Ледебура).
Дальнейшие изменения структуры сплавов происходят при понижении температуры уже в твёрдых металлах, т.е. при вторичной кристаллизации металлов, связанной с переходом g железа в a железо по линиям диаграммы GSE и PSK Линия GS показывает начало превращения аустенита в феррит. Поэтому в области GSP структура металла будет состоять из аустенита и феррита. Линия SE показывает снижение растворимости углерода в железе с понижением температуры. Если в точке Е при температуре 1147 оС растворимость углерода максимальная и достигает 2,14%, то в точке S при температуре 727 оС она составляет всего 0,83%. Следовательно, во всех сталях в интервале концентраций углерода от 0,81% до 2,14% из аустенита выделяется избыточный углерод в виде цементита называемого вторичным. Поэтому структура стали, состоит из аустенита и вторичного цементита. Точка S является концом равновесного существования аустенита и называется эвтектоидной точкой. Она делит стали на доэвтектоидные в содержанием С= до 0,81% и заэвтектоидные С=0,81-2,14% При охлаждении аустенита с содержанием углерода 0,81% образуется эвктектоидная смесь называемая перлитом. В связи с этим в остывших структурах можно наблюдать:
- феррит + перлит в сталях с содержанием С до 0,81%,
-перлит + цементит вторичный в сталях с содержанием углерода 0,81-2,14%
- перлит + ледебурит + вторичный цементит в чугунах с содержанием углерода 2,14-4,43%
- ледебурит + цементит первичный в чугунах с содержанием углерода 4,4306,67%.
Итак, рассматривая превращения в железоуглеродистых сплавах по диаграмме состояния, можно отметить следующие особенности:
- точки С и S являются характерными точками структурных превращений. Выше точки С находится жидкий раствор, а выше точки S твёрдый раствор.
- в точке С сходятся линии, указывающие на начало выделения кристаллов аустенита и цементита из жидкого раствора с образованием эвтектики (ледебурита).
-в точке S сходятся линии, указывающие на начало выделения кристаллов
феррита и вторичного цементита и из твёрдого раствора образуется механическая смесь - перлит.
Повышение содержания углерода в доэвтектоидной стали вызывает повышение её твердости и прочности и в тоже время снижение пластичности и вязкости. В заэвтектоидных сталях увеличение содержания углерода ведёт к дальнейшему повышению твёрдости, но пластичность и вязкость снижаются ещё в большей степени. Все описанные выше структуры стали -феррито-перлитная, перлитная и перлито-цементитная обратимы при нагревании.
Структуры железоуглеродистых сплавов
Все сплавы системы железо – цементит по структурному признаку делят на две большие группы: стали и чугуны.
Особую группу составляют сплавы с содержанием углерода менее 0,02% (точка Р), их называют техническое железо. Структура таких сплавов после окончания кристаллизации состоит или из зерен феррита, при содержании углерода менее 0,006 %, или из зерен феррита и кристаллов цементита третичного, расположенных по границам зерен феррита, если содержание углерода от 0,006 до 0,02 %.
Сталями называют сплавы железа с углеродом, содержащие 0,02…2,14 % углерода, заканчивающие кристаллизацию образованием аустенита. Они обладают высокой пластичностью, особенно в аустенитном состоянии.
Структура сталей формируется в результате перекристаллизации аустенита. Микроструктуры сталей представлены на рис. 6.3.
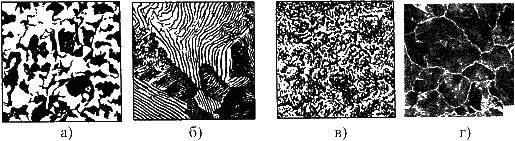
Рис. 6.3. Микроструктуры сталей: а – доэвтектоидная сталь (Ф+П); б – эвтектоидная сталь (пластинчатый перлит); в – эвтектоидная сталь (зернистый перлит); г – заэвтектоидная сталь.(Ф+Цll).
По содержанию углерода и по структуре стали подразделяются на доэвтектоидные (0,02%<C<0,8%), эвтектоидные (C=0,8%), заэвтектоидные (0,8%<C<2,14%).
Сплавы железа с углеродом, содержащие углерода более 2,14 % (до 6,67 %), заканчивающие кристаллизацию образованием эвтектики (ледебурита), называют чугунами.
Наличие легкоплавкого ледебурита в структуре чугунов повышает их литейные свойства.
Чугуны, кристаллизующиеся в соответствии с диаграммой состояния железо – цементит, отличаются высокой хрупкостью. Цвет их излома – серебристо-белый. Такие чугуны называются белыми чугунами.
Фазовый состав сталей и чугунов при нормальных температурах один и тот же, они состоят из феррита и цементита. Однако свойства сталей и белых чугунов значительно различаются. Таким образом, основным фактором, определяющим свойства сплавов системы железо – цементит является их структура.
Практическое применение диаграммы Fe-Fe3Cзаключается в следующем:1) диаграмма позволяет дать четкую и научную классификацию железоуглеродистых сплавов на два класса: стали и чугуны;
2) диаграмма позволяет выбирать и обосновывать температурный режим термической обработки деталей машин и заготовок для улучшения механических свойств;
3) диаграмма позволяет вести подбор материалов для замены деталей при их ремонте, а также обосновывать выбор способов восстановления изношенных поверхностей деталей;
4) Диаграмма позволяет предсказать структуру и свойства деталей и изделий после воздействия температуры.
5. диаграмма может быть использована при разработке методики установления очага пожара по изменению структуры металлов (деталей, прошедших термическую обработку).
Влияние углерода и примесей на свойства стали.
Стали являются наиболее распространенными материалами. Обладают хорошими технологическими свойствами. Изделия получают в результате обработки… Достоинством является возможность, получать нужный комплекс свойств, изменяя… Углеродистые стали являются основными. Их свойства определяются количеством углерода и содержанием примесей, которые…Классификация сталей
Стали классифицируются по множеству признаков.
1. По химическому: составу: углеродистые и легированные.
2. По содержанию углерода:
o низкоуглеродистые, с содержанием углерода до 0,25 %;
o среднеуглеродистые, с содержанием углерода 0,3…0,6 %;
o высокоуглеродистые, с содержанием углерода выше 0,7 %
3. По равновесной структуре: доэвтектоидные, эвтектоидные, заэвтектоидные.
4. По качеству. Количественным показателем качества является содержания вредных примесей: серы и фосфора:
o 0,04 ≤ S ≥ 0,06% , 0,04 ≤ P ≥ 0,08% – углеродистые стали обыкновенного качества:
o P,S = 0,03…0,04% – качественные стали;
o P,S ≤ 0,03% – высококачественные стали.
5. По способу выплавки: в мартеновских печах; в кислородных конверторах; в электрических печах: электродуговых, индукционных и др.
6. По назначению:
o конструкционные – применяются для изготовления деталей машин и механизмов;
o инструментальные – применяются для изготовления различных инструментов;
o специальные – стали с особыми свойствами: электротехнические, с особыми магнитными свойствами и др.
Маркировка сталей
Принято буквенно-цифровое обозначение сталей
Углеродистые стали обыкновенного качества
Стали содержат повышенное количество серы и фосфора. Маркируются Ст.2кп., БСт.3кп, ВСт.3пс, ВСт.4сп.
Ст – индекс данной группы стали. Цифры от 0 до 6 - это условный номер марки стали. С увеличением номера марки возрастает прочность и снижается пластичность стали. По гарантиям при поставке существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав.
Индексы кп, пс, сп указывают степень раскисленности стали: кп - кипящая, пс - полуспокойная, сп - спокойная.
Качественные углеродистые стали
Качественные стали поставляют с гарантированными механическими свойствами и химическим составом (группа В). Степень раскисленности, в основном, спокойная.
Конструкционные качественные углеродистые стали Маркируются двухзначным числом, указывающим среднее содержание углерода в сотых долях процента. Указывается степень раскисления, если она отличается от спокойной.
Сталь 08 кп, сталь 10 пс, сталь 45.
Содержание углерода, соответственно, 0,08 %, 0,10 %, 0.45 %.
Инструментальные качественные углеродистые стали маркируются буквой У (углеродистая инструментальная сталь) и числом, указывающим содержание углерода в десятых долях процента.
Сталь У8, сталь У13.
Содержание углерода, соответственно, 0,8 % и 1,3 %
Инструментальные высококачественные углеродистые стали. Маркируются аналогично качественным инструментальным углеродистым сталям, только в конце марки ставят букву А, для обозначения высокого качества стали.
Сталь У10А.
Качественные и высококачественные легированные стали
Обозначение буквенно-цифровое. Легирующие элементы имеют условные обозначения, Обозначаются буквами русского алфавита.
Обозначения легирующих элементов: Х – хром, Н – никель, М – молибден, В – вольфрам, К – кобальт, Т – титан, А – азот (указывается в середине марки), Г – марганец, Д – медь, Ф – ванадий, С – кремний, П – фосфор, Р – бор, Б – ниобий, Ц – цирконий, Ю – алюминий
Легированные конструкционные стали
Сталь 15Х25Н19ВС2
В начале марки указывается двухзначное число, показывающее содержание углерода в сотых долях процента. Далее перечисляются легирующие элементы. Число, следующее за условным обозначение элемента, показывает его содержание в процентах,
Если число не стоит, то содержание элемента не превышает 1,5 %.
В указанной марке стали содержится 0,15 % углерода, 35% хрома, 19 % никеля, до 1,5% вольфрама, до 2 % кремния.
Для обозначения высококачественных легированных сталей в конце марки указывается символ А.
Легированные инструментальные стали
Сталь 9ХС, сталь ХВГ.
В начале марки указывается однозначное число, показывающее содержание углерода в десятых долях процента. При содержании углерода более 1 %, число не указывается,
Далее перечисляются легирующие элементы, с указанием их содержания.
Некоторые стали имеют нестандартные обозначения.
Быстрорежущие инструментальные стали
Сталь Р18
Р – индекс данной группы сталей (от rapid – скорость). Содержание углерода более 1%. Число показывает содержание основного легирующего элемента – вольфрама.
В указанной стали содержание вольфрама – 18 %.
Если стали содержат легирующие элемент, то их содержание указывается после обозначения соответствующего элемента.
Шарикоподшипниковые стали
Сталь ШХ6, сталь ШХ15ГС
Ш – индекс данной группы сталей. Х – указывает на наличие в стали хрома. Последующее число показывает содержание хрома в десятых долях процента, в указанных сталях, соответственно, 0,6 % и 1,5 %. Также указываются входящие с состав стали легирующие элементы. Содержание углерода более 1 %.
Свойства и назначение чугунов. Классификация и маркировка чугунов
Чугун отличается от стали: по составу – более высокое содержание углерода и примесей; по технологическим свойствам – более высокие литейные свойства, малая способность к пластической деформации, почти не используется в сварных конструкциях.
В зависимости от формы выделения углерода в чугуне различают серый, белый, половинчатый, высокопрочный и ковкийчугун.
Серым называется такой чугун, в котором весь углерод или большая его часть находится в виде графита, а в связанном состоянии (в форме цементита) содержится не более 0,8%. Из-за большого количества графита, входящего в состав такого чугуна, его излом имеет серый цвет. Маркируется по ГОСТ 1412-79 буквами СЧ и цифрой, указывающей временное сопротивление при растяжении в кг/мм2. Например, СЧ-10,СЧ-15, СЧ-21, СЧ-24, СЧ-25, СЧ-45. Чугуны СЧ-21 и СЧ-24 выпускают специально для автомобильной промышленности. Серый чугун - это дешевый, недефицитный металл, с хорошей жидкотекучестью, малой усадкой при остывании. Он хорошо обрабатывается режущим инструментом, обладает высокими антифрикционными свойствами. Из серого чугуна изготовляются блоки цилиндров двигателей ЗиЛ, ЯМЗ, головки цилиндров, гильзы блоков цилиндров, картеры сцеплений и коробок передач, маховики двигателей, тормозные цилиндры и тормозные барабаны.
Белым называется такой чугун, в котором весь углерод находится в связанном состоянии, в основном в форме цементита. Такой чугун в изломе имеет белый цвет и металлический блеск.
Белый чугун получается из обычного расплавленного чугуна путем быстрого его охлаждения. Из-за наличия цементита этот чугун обладает повышенной твердостью и прочностью. Он не маркируется. В пожарной технике применяется для изготовления коленчатых валов, распределительных валов, седел клапанов двигателей, шестерен масляного насоса, суппортов дискового тормоза автомобиля ВАЗ и др. Если в расплавленный чугун ввести до 0,5 % магния, перед разливкой жидкого чугуна, то выделившийся графит приобретет шаровидную форму вместо пластинчатого. Механические свойства такого чугуна заметно улучшаются: повышается его пластичность и увеличивается его прочность.
Половинчатыйчугун содержит часть углерода в свободном состоянии в виде графита, а часть (более 0,8%)— в связанном в виде цементита. Применяется в качестве фрикционного материала, работающего в условиях сухого трения (тормозные колодки), а также для изготовления деталей повышенной износостойкости (например, прокатные валки).
Чугун с шаровидной формой графита называется высокопрочным. Маркируют буквами ВЧ с цифрами, так же обозначающими временное сопротивление при растяжении. По ГОСТ 7293-85 насчитывается 8 марок таких чугунов ВЧ35 – ВЧ50, ВЧ60 - ВЧ80 и ВЧ100. Где 35, 50 – сопротивление разрыву кг/мм2. Применяется для изготовления блоков цилиндров, коленчатых валов, зубчатых колес и др. деталей.
В промышленности находит применение еще один вид чугуна называемый ковким чугуном. Термин ковкий чугун является условным, поскольку изделия из него, так же как из любого чугуна, ковкой не изготавливаются и такой обработке не подвергаются. Особенностью этого чугуна является хлопьевидная структура графита. В связи с этим чугун с такой формой графита обладает высокими прочностными и пластическими характеристиками по сравнению с серым чугуном. Содержание углерода в этом виде чугуна выдерживается в узких пределах 2,4 – 3%, 1,0 – 1,6% кремния и 0,2 – 1,0% марганца. Чугун такого состава после заполнения литейной формы быстро охлаждают и получают белый чугун со структурой перлит + ледебурит. Далее детали подвергаются нагреву в ящике с песком, солью или другим компонентом, длительно выдерживают в печи при температуре 950-970 оС для полного распада всего цементита, затем медленно снижают температуру до 760оС, выдерживают при этой температуре и далее охлаждают вместе с печью. Графит, получающийся в результате данного превращения, выделяется около тех хлопьев графита, которые образуются при распаде цементита.
Ковкий чугун маркируется буквами КЧ и далее двумя рядами цифр, первые из которых показывают временное сопротивление при разрыве, вторые – относительное удлинение в %. ГОСТ 1215 – 79 предусматривает 11 марок ковкого чугуна. Пример маркировки: КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 60-3, КЧ 70-2. Ковкий чугун идет на изготовление деталей повышенной прочности и вязкости: картеров задних мостов, кронштейнов рессор, чашек дифференциалов и т.д. Применять при ремонте заваривание трещин на деталях из ковкого чугуна нельзя,чугун отбеливается и место сварки становиться не прочным, появляются трещины рядом со сваркой.
Глава 7. ТЕОРИЯ И ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Виды термической обработки металлов
Свойства сплава зависят от его структуры. Основным способом, позволяющим изменять структуру, а, следовательно, и свойства является термическая… Основы термической обработки разработал Чернов Д.К.. В дальнейшем они… Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения, выполняемых в…Превращения, протекающие в структуре стали при нагреве и охлаждении
В результате термической обработки в сплавах происходят структурные изменения. После термообработки металлические сплавы могут находиться в… Равновесное состояние достигается тогда, когда полностью завершаются все… Увеличение теплового движения атомов при нагреве способствует переходу в равновесное состояние.Закалка
По температуре нагрева различают виды закалки: – полная, с температурой нагрева на 30…50oС выше критической температуры А3.… – неполная с температурой нагрева на 30…50 oС выше критической температуры А1. Применяется для заэвтектоидных…Обработка стали холодом
Обработку холодом необходимо проводить сразу после закалки, чтобы не допустить стабилизации аустенита. Увеличение твердости после обработки холодом… После обработки холодом сталь подвергают низкому отпуску, так как обработка… Обработке холодом подвергают детали шарикоподшипников, точных механизмов, измерительные инструменты.Поверхностная закалка стали, виды и область применения
Конструкционная прочность часто зависит от состояния материала в поверхностных слоях детали. Одним из способов поверхностного упрочнения стальных… Конструкционные стали подвергают закалке и отпуску для повышения прочности и… Общим для всех видов поверхностной закалки является нагрев поверхностного слоя детали до температуры закалки с…Химико-термическая обработка стали
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали. Изменение химического состава поверхностных слоев достигается в результате их… В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура,Термомеханическая обработка стали
Одним из технологических процессов упрочняющей обработки является термомеханическая обработка (ТМО). Термомеханическая обработка относится к комбинированным способам изменения… При термомеханической обработке совмещаются пластическая деформация и термическая обработка (закалка предварительно…Методы поверхностного упрочнения
Методы механического упрочнения – наклепывание поверхностного слоя на глубину 0,2…0,4 мм. Разновидностями являются дробеструйная обработка и обработка роликами. Дробеструйная обработка – обработка дробью поверхности готовых деталей. Осуществляется с помощью специальных…Глава 9. МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ. КОНСТРУКЦИОННЫЕ И ИНСТРУМЕНТАЛЬНЫЕ СПЛАВЫ И СТАЛИ
Конструкционные стали
К конструкционным сталям, применяемым для изготовления разнообразных деталей машин, предъявляют следующие требования: сочетание высокой прочности и… Высокая конструкционная прочность стали достигается путем рационального выбора…Классификация конструкционных сталей
Машиностроительные стали предназначены для изготовления различных деталей машин и механизмов.
Они классифицируются:
· по химическому составу ( углеродистые и легированные);
· по обработке (цементуемые, улучшаемые);
· по назначению (пружинные, шарикоподшипниковые).
Углеродистые стали
Среднеуглеродистые стали 35, 40, 45 применяются после нормализации, термического улучшения, поверхностной закалки. В нормализованном состоянии по сравнению с низкоотпущенным обладают большей… Высокоуглеродистые стали 60, 65, 70,75 используются как рессорно-пружинные после среднего отпуска. В нормализованном…Цементуемые и улучшаемые стали
Цементации подвергаются низкоуглеродистые стали с содержанием углерода до 0,25%, что позволяет получить вязкую сердцевину. Для деталей, работающих с… С повышением содержания углерода прочность сердцевины увеличивается, а… Цементуемые углеродистые стали 15,20,25 используются для изготовления деталей небольшого размера, работающих в…Инструментальные стали
Инструментальные стали делятся на стали для режущего инструмента; углеродистые инструментальные стали; легированные инструментальные стали; быстрорежущие стали; стали для измерительных инструментов; штамповые стали; стали для штампов холодного деформирования; стали для штампов горячего деформирования; твердые сплавы и др.
Стали для режущего инструмента
Режущие кромки могут нагреваться до температуры 500…900oС, поэтому важным свойством является теплостойкость, т. е., cпособность сохранять высокую… Углеродистые инструментальные стали содержат 0,65…1,35% углерода. Стали У7…У13А – обладают высокой твердостью, хорошо шлифуются, дешевы и недефицитны. Из сталей марок У7, У8А…Глава 10. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
Высокопрочные, пружинные, шарикоподшипниковые, износостойкие и автоматные стали
Высокопрочные стали
Такой уровень прочности можно получить в среднеуглеродистых легированных сталях, (30ХГСН2А,40ХН2МА), применяя закалку с низким отпуском (при… После изотермической закалки среднеуглеродистые легированные стали имеют… Легирование вольфрамом, молибденом, ванадием затрудняет разупрочняющие процессы при температуре 200…300 oС,…Коррозионно-стойкие стали и сплавы
Коррозия помимо уничтожения металла отрицательно влияет на эксплуатационные характеристики деталей, содействуя всем видам разрушения. Коррозия в зависимости от характера окружающей среды может быть химической и… Электрохимическая коррозия обусловлена воздействием на металл жидких электролитов: водных растворов солей, кислот,…Жаростойкие и жаропрочные стали и сплавы
Жаростойкость, жаростойкие стали и сплавы Жаростойкость (окалиностойкость) – это способность металлов и сплавов… Если изделие работает в окислительной газовой среде при температуре 500..550oC без больших нагрузок, то достаточно,…Магнитные стали и сплавы
Магнитомягкие стали (электротехническая сталь). (1212, 1311, 1511, 2011, 2013, 2211, 2312, 2412, 3415, 3416, 79НМ, 81НМА) применяют для изготовления… Парамагнитные стали (17Х18Н9, 12Х18Н10Т, 55Г9Н9Х3, 40Г14Н9Ф2, 40Х14Н9Х3ЮФ2 и…Глава 11. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Цветные металлы являются более дорогими и дефицитными по сравнению с черными, однако область их применения в технике непрерывно расширяется. Это сплавы на основе титана, алюминия, магния, меди.
Переход промышленности на сплавы из легких металлов значительно расширяет сырьевую базу. Титан, алюминий, магний можно получать из бедных и сложных по составу руд, отходов производства.
Алюминий и его сплавы
Механические свойства: предел прочности 150 МПа, относительное удлинение 50 %, модуль упругости 7000 МПа. Алюминий высокой чистоты маркируется А99 (99,999 % Al), А8, А7, А6, А5, А0… Технический алюминий хорошо сваривается, имеет высокую пластичность. Алюминий и его сплавы – первые конструкционные…Деформируемые магниевые сплавы
Из деформируемых магниевых сплавов изготавливают детали автомашин, самолетов, прядильных и ткацких станков. В большинстве случаев эти сплавы… Литейные магниевые сплавыГлава 12. Неметаллические материалы. Композиционные и порошковые материалы
Общие сведения
Неметаллические материалы находят все возрастающее применение в различных отраслях техники. Достаточная прочность, жесткость, эластичность при низкой плотности, химическая стойкость во многих агрессивных средах, уровень диэлектрических свойств при их технологичности делают неметаллические материалы незаменимыми.
По происхождению неметаллические материалы различают природные, искусственные и синтетические. К природным относятся неорганические (мрамор, известняк, асбест, слюда и др.) и органические (натуральный каучук, древесина, янтарь, канифоль, хлопок, лен шерсть и др.) материалы. Искусственные органические материалы получают из природных полимеров (вискозное волокно, сложные и простые эфиры целлюлозы). Синтетические материалы получают из низкомолекулярных соединений (например, искусственный каучук).
Именно в искусственных и синтетических материалах возможно целенаправленно влиять на прочность, деформативность, теплопроводность, химическую стойкость и другие свойства. В результате синтетические и искусственные неметаллические материалы вытесняют природные и являются наиболее распространенными.
Неметаллические материалы широко используют в машиностроении, авиации, радиотехнической и электротехнической промышленности и во многих других отраслях. Успех в применении неметаллических материалов определяется знанием их свойств и технологических методов переработки материалов в изделия.
Пластмассы, их классификация и область применения
Общая характеристика и классификация пластмасс
Пластмассами называют органические материалы на основе высокомолекулярных веществ, способные при нагреве размягчаться и под давлением принимать определенную устойчивую форму. В большинстве своем это сложное многокомпонентные композиции. В более полном виде пластмассы состоят из полимера (связующего), наполнителя, пластификатора, красителя, стабилизатора, отвердителя, катализатора, смазывающего вещества.
Вводимые добавки придают пластмассам необходимые свойства. Так, наполнители, призваны, в основном, улучшать физико-механические свойства. Поскольку они дешевле высокомолекулярных веществ, то снижают стоимость пластмасс. Такие наполнители как сажа, графит, кроме прочности, повышают тепло и электропроводность материалов. В качестве наполнителей(40-70% по массе) могут применяться – кварцевая мука, асбестовое волокно, ткани, бумага и т.д.
Пластификаторы придают материалу пластичность и эластичность, облегчают переработку в изделия. Для этой цели используются низкомолекулярные высококипящие малолетучие жидкости, например, сложные эфиры фталевой, фосфорной кислоты или твердые низкомолекулярные каучукоподобные и воскоподобные смолы.
Стабилизаторы придают устойчивость к химическому разрушению высокомолекулярной основы под воздействием света, тепла, кислорода, влаги, механического воздействия.
Отвердители(амины) и катализаторы (перекисные соединения) в количестве нескольких процентов вводят в пластмассы для отверждения, т.е. создания межмолекулярных связей и встраивания молекул отвердителя в общую молекулярную сетку.
Красители(минеральные пигменты, спиртовые растворы органических красок) придают пластмассам определенную окраску и снижают их стоимость.
Полимер является основой любой пластмассы, он связывает все компоненты пластмассы в монолитное целое, придает ей главные свойства.
Состав компонентов, их сочетание и количественное соотношение позволяют изменять свойства пластмасс в широких пределах.
В зависимости от способа получения полимеры делятся на природные, искусственные и синтетические.
В настоящее время при производстве пластмасс наиболее часто используются синтетические полимеры (смолы) и значительно реже искусственные (эфиры, целлюлозы) и природные полимеры (каучук, асфальты и канифоль). В зависимости от поведения при повышенных температурах все синтетические полимеры делятся на термореактивные и термопластичные.
Существует несколько тысяч различных типов и марок пластмасс, различающихся входящими в их состав полимерами и различными добавками, их соотношением, физико-механическими и физическими свойствами.
Общепринятой единой научной классификации не существует, более того один и тот же пластик может иметь различные названия, не дающие каких либо представлений о свойствах материала.
В зависимости от наличия и количества наполнителя пластмассы делятся на простые (1-2% добавок по массе) и сложные (композиционные). К простым пластмассам относятся полиэтилен, поливинилхлорид. В свою очередь композиционные пластмассы подразделяются по виду наполнителя: с порошкообразным наполнителем (пресс - порошки), с волокнистым наполнителем (волокниты), с тканевым и листовым наполнителем (слоистые пластики), газо – наполненные и т.д. Различают композиционные пластмассы и по химической природе наполнителя: стеклопластики, углепластики, пластики с древесным наполнителем, хлопчатобумажным наполнителем, с минеральным наполнителем (кварцевая мука), синтетическими волокнами (капроновым, полипропиленовым и др.).
Существует деление пластмасс по типу связующего полимера. Так, пластики на основе фенольных и феноло-альдегидных смол носят название фенопластов, на основе эпоксидных смол – эпоксипласты, на основе полиамидных смол - амидопластов.
По отношению к нагреванию пластмассы подразделяются на термореактивные (при нагревании необратимо превращаются в твердые неплавкие и нерастворимые продукты) и термопластичные (способны обратимо размягчаться и затвердевать при охлаждении, при этом полимер химически не изменяется).
Основу термопластичных пластмасс составляют полимеры с линейной и разветвленной структурой (полиэтилен, поливинилхлорид, полиметилметакрилат и др.). Помимо основы они иногда содержат пластификаторы.
Термореактивные пластмассы производят на основе термореактивных смол: фенолформальдегидных, аминоальгидных, эпоксидных, полиамидных, кремний- органических, ненасыщенных полиэфиров. Пластмассы на основе этих смол отличаются повышенной прочностью, не склонны к ползучести и способны работать при повышенных температурах. Смолы в пластмассах являются связкой и должны обладать высокой клеящей способностью, теплостойкостью, химической стойкостью в агрессивных средах, электроизоляционными свойствами, доступной технологией переработки, малой усадкой при затвердевании.
С точки зрения технологических свойств полимерных материалов (общность методов переработки в изделия, механическая обработка, способы соединения – сварка или склеивание) наиболее общей и удобной является классификация по отношению материала к нагреванию и по виду наполнителя.
Пресс-порошки и пресс-материалы
Известно более 10000 марок наполненных пластмасс. Впервые наполненный полимер начал производить доктор Бейкеленд (Leo H.Baekeland, США), открывший в… Сейчас применяются разнообразные наполнители как термореактивных, так и… Пресс-порошки (композиции) характеризуются изотропностью, невысоким уровнем механических свойств, низкой ударной…Высоконаполненные конструкционные пластмассы
Древесно-слоистые пластики (ДСП) представляют собой спрессованный слоистый материал, состоящий из древесного шпона, пропитанного различными… Гетинакс – это слоистый пластик, основу которого составляют параллельно… Текстолиты – слоистые пластики, наполнителем которых являются высококачественные хлопчатобумажные или шелковые ткани,…Газонаполненные пластмассы
Свойства газонаполненых пластмасс определяются структурой, физико-механическими и химическими свойствами исходного полимера. Широкое применения… Свойства пенопластов зависят от их плотности и химического состава полимерной… Наиболее распространенными и прочными являются пенополистирол (ПС) и пенополивинилхлорид (ПХВ), способные работать при…Резиновые материалы
В зависимости от назначения в резину может входить лишь часть перечисленных ингредиентов, но в её составе всегда содержатся каучук и… В автомобильных шинах содержание каучука составляет 50-60% (по массе. Шинные… Натуральный каучук добывается главным образом из млечного сока каучуконосного дерева гевеи, в котором он содержится до…Клеящиеся материалы и герметики
Смоляные клеи. В качестве пленкообразующих веществ этой группы клеев применяют термореактивные смолы, которые отверждаются в присутствии… Клеи на основе модифицированных фенолоформальдегидных смол. Эти клеи применяют… Фенолокаучуковые композиции являются эластичными теплостойкими пленками с высокой адгезией к металлам (ВК-32-200,…Электротехнические материалы
Электротехнические материалы представляют собой совокупность проводниковых. электроизоляционных, магнитных и полупроводниковых материалов,…Проводниковые материалы
Особую группу проводниковых материалов составляют сверхпроводники. С понижением температуры происходит монотонное падение электросопротивления.… Установлено, что из всех элементов наиболее высокую критическую температуру… Существуют также электропроводящие резины для экранированных кабелей. Их получают из бутадиеннитрильного и…Электроизоляционные материалы
По химическому составу диэлектрики делят на органические и неорганические. Основным элементов в молекулах всех органических диэлектриков является… По способу получения различают естественные (природные) и синтетические… По строению молекул диэлектрики делят на неполярные (нейтральные) и полярные. Нейтральные диэлектрики состоят из…Магнитные материалы
Магнитно-твердые материалы применяют для изготовления постоянных магнитов. Они должны иметь высокие значения коэрцитивной силы и остаточной… Магнитно-мягкие материалы используют для работы в переменных полях. Данные… Согласно своей основе, магнитные материалы подразделяются на металлические, неметаллические и магнитодиэлектрики. К…Полупроводниковые материалы и изделия
1.Материалы, состоящие из атомов одного элемента: германий, кремний, фосфор, селен, бор, индий и др.; 2.Материалы, состоящие из оксидов металлов: оксид меди (I), оксид цинка, оксид… 3.Материалы на основе соединений атомов третьей и пятой групп системы элементов Д.И. Менделеева, обозначаемые общей…Глава 13. ПОВЕДЕНИЕ МАТЕРИАЛОВ В ЭКСПЛУАТАЦИИ
Требования, предъявляемые материалам
Автомобильные детали изготавливаются из углеродистых, легированных, специальных сталей, чугунов различной структуры, цветных сплавов, отливаемых на… В процессе эксплуатации автомобилей рабочие поверхности большинства их… Сопряженные рабочие поверхности автомобильных деталей подвержены различным видам механического и…Причины, классификация и характеристика отказов транспортных машин
Причины отказов
Изменение технического состояния автомобилей, агрегатов и механизмов происходит под влиянием постоянно действующих причин, обусловленных работой… Основными постоянно действующими причинами изменения технического состояния… Знание основных причин изменения работоспособности и технического состояния важно как для совершенствования…Виды изнашивания деталей
Абразивное изнашивание проявляется вследствие попадания между трущимися поверхностями абразивных частиц деталей вместе с атмосферным воздухом,… Изнашивание при пластическом деформировании сопровождается изменением… Изнашивание при хрупком разрушении заключается в том, что поверхностный слой трущихся деталей в результате трения и…Классификация и характеристика отказов
Чаще всего о надежности машины судят по частоте и количеству ее отказов. Существует определенная их классификация, которая позволяет решить на практике множество важнейших вопросов, а именно, зная характеристику этих отказов, можно определить:
-номенклатуру и количество запасных частей потребных для ТО и Р машин;
-оценить надежность машины, ее основных частей и дать рекомендации по улучшению ее конструкции;
-определить трудоемкость работ по ТО и Р, привлекаемое технологическое оборудование, а также необходимое число и квалификацию специалистов-ремонтников и т.д.
Это позволяет разработать наиболее рациональную систему ТО и Р машин.
Все отказы машин классифицируются по следующим признакам (см. рис. 13.1):
Рассмотрим эту классификацию более подробно:
 по признаку – 1:
по признаку – 1:
1.1 Перегорела лампочка, отказала свеча или форсунка;
1.2. Отказ генератора, катушки зажигания, заклинивание поршня;
по признаку – 2:
2.1 По причине недоработки конструктора ошибка в расчетах);
2.2 По причине производственных дефектов (несовершенная форма отливки);
2.3 В результате эксплуатации машины (по причине износа деталей и влияния на машину окружающей среды);
по признаку – 3:
3.1 Такие отказы, которые не влекут за собой отказ других элементов машины (перегорела лампа фары);
3.2 Такие отказы, которые влекут за собой отказы других элементов машины (обрыв шатуна, перегорела катушка зажигания и т.д.;
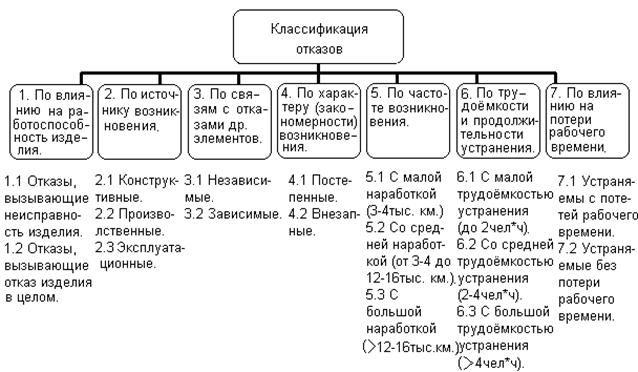
Рис. 13.1. Классификация отказов машин
по признаку – 4:
4.1 Такие отказы, которые возникают в результате плавного изменения параметров технического состояния машины. Они чаще всего являются следствием износа деталей автомобиля (см. рис. 13.2).
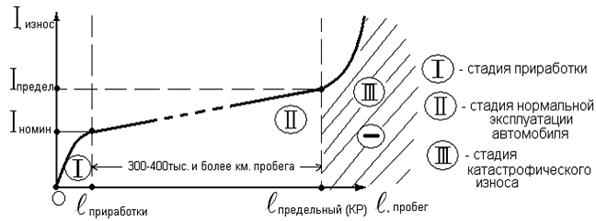
Рис. 13.2. Классическая закономерность износа деталей при постепенном отказе
Постепенных отказов в машине большинство (до 80%)! Это позволяет нам прогнозировать, а значит, и предупредить их появление и разработать планово-предупредительную систему ТО и Р автомобильной техники.
4.2 Такие отказы, которые возникают внезапно и влекут за собой скачкообразное изменение параметров технического состояния автомобиля. Например, перегорела катушка зажигания и ее вторичное напряжение сразу падает до нуля.
по признаку – 5: - отказы характеризуются по частоте возникновения согласно рис. 13.2. Чем больше наработка до отказа, тем надежнее автомобиль.
по признаку – 6:
6.1 Составляют 87% от всех отказов машин;
6.2 Соответственно 10% от всех отказов машин;
6.3 – всего 3%, но на отказы 6.2 и 6.3 приходится 80 - 82% всех простоев машин в ремонте;
по признаку – 7:
7.1 Отказы которые возникают в рейсе и влекут за собой потери рабочего времени;
7.2 Те, которые устраняются в АТП без потери рабочего времени.
Современный автомобиль состоит из 15-20 тыс. деталей, из которых 7-9 тыс. теряют начальные значения свойств, при этом около 3-4 тыс. деталей имеют срок службы меньший, чем срок службы автомобиля в целом. Примерно 150-300 деталей чаще других требуют замены и вызывают наибольшие простои автомобилей и в сумме наибольшие материальные затраты. Они являются так называемой «критической» по надежности группой деталей автомобиля.
В таблице 13.1 приведен состав наиболее характерных отказов в автомобильной технике. Такая широкая классификация отказов свидетельствует о том, что надежность машины нельзя оценить лишь одним каким-либо критерием и поэтому для ее количественной и качественной характеристики используют целый комплекс показателей
Таблица 13.1
Перечень характерных отказов автомобиля и его элементов
| Характер отказа | Примеры элементов, выходящих из строя |
| Износ (механический, молекулярно - механический, коррозионно-механический) | Поверхности сопряжений, деталей, рабочие органы |
| Выкрашивание | Поверхности зубьев шестерен, роликов и втулок, цепей, колец подшипников |
| Излом (вязкий, хрупкий, усталостный) | Элементы трансмиссий и металлоконструкций |
| Остаточная деформация | Оси, валы, зубья колес, звездочек, элементы металлоконструкций |
| Трещина | В рамных несущих элементах и элементах рабочего оборудования |
| Срез резьбы | Винтовые соединения |
| Срез | Шпонки |
| Вмятина | Рама кожуха |
| Заклинивание (заедание) | Золотники |
| Проворачивание | Подшипники по посадке |
| Коррозия | Сопряженные поверхности, обшивки |
| Увеличенный люфт | Механические передачи, рычаги управления |
| Ослабление креплений | Винтовые соединения |
| Потеря упругости | Пружины |
| Расслоение, растрескивание | Шланги, ленты транспортера, ремни передач |
| Разрыв | Шланги, металлические трубопроводы, ремни и цепи передач |
| Нарушение герметичности | Соединения в гидравлических и пневматических системах |
| Пробоина | Баки |
| Кавитационная эрозия | Элементы гидропривода, землесосных снарядов, гидромониторов |
| Потеря эластичности, старение | Уплотнения |
| Разрегулировка | Тормоза, муфты, клапаны, контакторы и т. п. |
| Обрыв, пробой, замыкание, нарушение контакта, электрические повреждения, подгорание, загрубление тепловой защиты | Элементы электропривода |
| Перегорание | Осветительная аппаратура |
| Несрабатывание | Приборы защиты и управления |
Пути повышения надежности машин
Общая характеристика способов повышения надежности
По характеру возникновения факторы можно разделить на конструктивные, технологические и эксплуатационные. Конструктивные; факторы связаны с… Технологические факторы определяются характером процесса изготовления изделий.… По характеру влияния на надежность машин различают факторы, снижающие и повышающие уровень надежности. Факторы,…Мероприятия по повышению надежности конструкции
1.Упрощение конструктивной схемы машины, уменьшение числа составляющих элементов путем ее рационализации. 2.Замена элементов, лимитирующих надежность машины, более надежными. 3.Выбор долговечных материалов деталей и рациональных их сочетаний в сопряжениях.Технологические мероприятия повышения надежности
Снижение уровня надежности машин на стадии производства может быть следствием одной из следующих причин: детали изготовлены из материалов, имеющих… Мероприятия, связанные с обеспечением надежности машин в процессе… 1.Тщательный подбор материалов деталей в соответствии с требованиями технической документации и контроль их качества…РАЗДЕЛ II. ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Глава 14. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В МАШИНОСТРОЕНИИ И ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ИХ ПОЛУЧЕНИЯ
Материалы, применяемые в машиностроении
Железо и его сплавы, т. е. стали и чугуны, бесспорно, являются основными техническими материалами, которые используются в машиностроении. Второе… По мере развития человечества и вплоть до наших дней использование металлов… Наряду с железом люди давно знали медь, олово, серебро, золото, свинец и другие металлы. Из меди чеканили монеты и…Технологические методы получения заготовок
Различают литье в разовые и многоразовые формы. Разовые формы — это литье в земляные формы с ручной и машинной формовкой, в стержневые формы, в… Под обработкой давлением понимают получение заготовок в основном с помощью… При холодной штамповке заготовка холодная или незначительно подогрета. К холодной штамповке также относят получение…Глава 15. ОСНОВЫ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
Металлургическое производство и его продукция
Современное металлургическое производство представляет собой комплекс различных производств, базирующихся на месторождениях руд и коксующихся углей,… –шахты и карьеры по добыче руд и каменных углей; –горно-обогатительные комбинаты, где обогащают руды, подготавливая их к плавке;Производство чугуна и стали
Производство чугуна
Чугун – сплав железа и углерода с сопутствующими элементами (содержание углерода более 2,14 %). Исходными материалами для производства чугуна являются: железная руда; флюсы;… К железным рудам относятся:Продукты доменной плавки
Литейный чугун применяется после переплава на машиностроительных заводах для получения фасонных отливок. Кроме чугуна в доменных печах выплавляют ферросплавы – сплавы железа с… Побочными продуктами доменной плавки являются шлак и доменный газ. Из шлака изготовляют шлаковату, цемент, удобрения…Важнейшие технико-экономические показатели работы доменных печей
КИПО=V(м3/т)/P Чем ниже КИПО, тем выше производительность печи. Для большинства доменных… 2.Удельный расход кокса, К – это отношение расхода кокса за сутки А(т) к количеству чугуна, выплавленного за это же…Производство стали в кислородных конвертерах
Кислородно-конвертерный процесс – выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую… Кислородный конвертер – сосуд грушевидной формы из стального листа,… Последовательность технологических операций при выплавке стали в кислородных конвертерах представлена на рис. 15.4. …Производство алюминия
1.Извлечение глинозема из алюминиевых руд (бокситов) 2.Электролиз расплавленного глинозема с получение первичного алюминия 3.Рафинированиепервичного Al в чистый AlГлава 16. ОСНОВЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И НАПЫЛЕНИЯ МЕТАЛЛОВ
Общие положения
Современное машиностроение широко использует детали из порошковых материалов. Порошковая металлургия - область техники, охватывающая совокупность методов… Методы порошковой металлургии позволяют создавать принципиально новые материалы, которые сложно или даже невозможно…Методы получения порошков и их подготовка
-производство порошков; -формование заготовки из порошка; -спекание заготовки;Основные свойства порошков
К технологическим свойствам порошков относятся: насыпной вес, текучесть и прессуемость. Насыпной вес – это вес единицы объема свободно насыпанного… Текучесть порошка характеризует скорость заполнения единицы объема и… Прессуемость и формуемость. Прессуемость порошка - это способность под влиянием сжимающих внешних усилий уплотняться,…Способы производства изделий из металлических порошков
При холодном прессовании в пресс-форму (рис. 16.4.а) засыпают определенное количество подготовленного порошка 3 и прессуют пуансоном 1. В процессе прессования увеличивается контакт между частицами, уменьшается…Напыление металлов
Данным способом можно создавать многослойные покрытия из слоев различного состава. Расход материалов при напылении невелик, т.к. подложка не… Дуговая металлизация основана на горении дуги между двумя плавящимися…Требования к материалам, используемым для получения отливок
1. Жидкотекучесть- способность расплава свободно течь в литейной форме, заполняя её и точно воспроизводя все контуры. Она зависит от химического… 2. Усадка- свойство металлов и сплав уменьшать свой объем при затвердевании и… 3. Ликвация - химическая неоднородность затвердевшего сплава. На неё оказывает такие факторы как химический состав…Особенности конструкции и технологичности отливок
При выборе способа получения отливки необходимо оценить все положительные и отрицательные стороны возможных технологических процессов, провести… При сравнении различных способов литья необходимо учитывать различные… Технологические свойства сплава. При пониженной жидкотекучести нежелательно применять литье в металлические формы. При…Формообразование машиностроительных профилей
18.2. 1. Прокатное производство Прокатка – это наиболее распространенный способ обработки пластическим деформированием. Прокатке подвергают до 90 %…Продукция прокатного производства
В зависимости от профиля прокат делится на четыре основные группы: листовой, сортовой, трубный и специальный. В зависимости от того нагретая или… Листовой прокат из стали и цветных металлов подразделяется на толстолистовой… Прокатку листов и полос проводят в гладких валках.Прессование
Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению… Это современный способ получения различных профильных заготовок: прутков… Впервые метод был научно обоснован академиком Курнаковым Н.С. в 1813 году и применялся главным образом для получения…Волочение
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой.… Рис. 18.8. Схема волоченияОперации ковки
Различают ковку предварительную и окончательную. Предварительная (или черновая) ковка представляет собой кузнечную операцию обработки слитка для подготовки его к дальнейшей деформации прокаткой, прессованием и т.п. Окончательная (чистовая ковка) охватывает все методы кузнечной обработки, с помощью которых изделию придают окончательную форму.
Ручную ковку применяют главным образом для штучного изготовления мелких поковок и при ремонтных работах. Машинная ковка применяется для изготовления поковок большой массы, в любом количестве и с более высокой точностью, чем при ручной ковке. Она обычно производится посредством молотов различного устройства и ковочных машин.
Основными операциями ковки можно назвать следующие: протяжка, осадка, гибка, прошивка, рубка, закручивание, обжимка и др.
Биллетирование – превращение слитка в болванку или заготовку:
включает сбивку ребер и устранение конусности.
Обжатие при биллетировании составляет 5…20 %. Биллетирование способствует заварке воздушных пузырей и других подкорковых дефектов литой структуры, созданию пластичного поверхностного слоя металла, благоприятно влияющего на дальнейшую деформацию.
Протяжка (вытяжка) – кузнечная операция, в результате которой происходит увеличение длины заготовки за счет уменьшения площади ее поперечного сечения. Протяжка не только изменяет форму заготовок, но и улучшает качество металла. Операция заключается в нанесении последовательных ударов и перемещении заготовки, при этом между бойками во время удара находится только часть заготовки. После каждого обжатия заготовка продвигается на величину, меньшую, чем длина бойка. Эта операция применяется для изготовления для изготовления поковок с удлиненной осью: шатунов, тяг и.т.д.
Рубка – полное отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента. Этот способ применяется для крупных заготовок и слитков.
Осадка – операция обработки давлением, в результате которой уменьшается высота и одновременно увеличиваются поперечные размеры заготовок.
Прошивка – операция получения в заготовке сквозных или глухих отверстий за счет вытеснения металла
Гибка – операция придания заготовке или ее части изогнутой формы по заданному контуру Этой операцией получают угольники, скобы, крючки, кронштейны.
Скручивание – операция, заключающаяся в повороте одной части поковки вокруг общей оси по отношению к другой ее части под определенным углом. К скручиванию относится и свивание нескольких тонких прутков (проволок) в шнуры.
Оборудование для ковки
Оборудование выбирают в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. Необходимую мощность оборудования… Молоты – машины динамического ударного действия. Продолжительность деформации… Для получения поковок массой до 20 кг применяют ковочные пневматические молоты, работающие на сжатом воздухе. Сила…Холодная объемная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла. Холодная штамповка является одним из наиболее прогрессивных методов получения… Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и…Листовая штамповка
Листовая штамповка – один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии. … Листовой штамповкой изготавливаются разнообразные плоские и пространственные… Толщина заготовки при листовой штамповке обычно не более 10 мм, но иногда может превышать 20 мм, в этом случае…Операции листовой штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут выполняться по замкнутому или по незамкнутому контуру.
Отделение одной части заготовки от другой осуществляется относительным смещением этих частей в направлении, перпендикулярном к плоскости заготовки. Это смещение вначале характеризуется пластическим деформированием, а завершается разрушением.
Отрезка – отделение части заготовки по незамкнутому контуру на специальных машинах – ножницах или в штампах.
Обычно ее применяют как заготовительную операции для разделения листов на полосы и заготовки нужных размеров.
Длина отрезаемой заготовки не ограничена инструментом. Вращение дисковых ножей обеспечивает не только разделение, но и подачу заготовки под действием сил трения. Режущие кромки ножей заходят одна за другую, это обеспечивает прямолинейность линии отрезки. Для обеспечения захвата и подачи заготовки диаметр ножей должен быть в 30…70 раз больше толщины заготовки, увеличиваясь с уменьшением коэффициента трения.
Вырубка и пробивка – отделение металла по замкнутому контуру в штампе.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой – внутренний контур (изготовление отверстий). Уменьшение усилия резания достигается выполнением скоса на матрице при вырубке, на пуансоне – при пробивке.
Высечка составляет основной отход при листовой штамповке. Экономия металла может быть получена: уменьшением расхода металла на перемычки, применением безотходного и малоотходного раскроя, повышением точности расчета размеров заготовки и уменьшением припусков на обрезку.
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму.
Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка. Схемы формообразующих операций представлены на рис. 18.9.
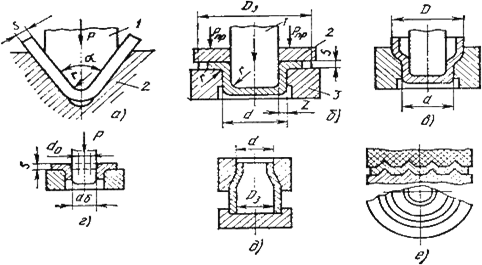
Рис. 18.9. Формообразующие операции листовой штамповки
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы.
При гибке пластически деформируется только участок заготовки в зоне контакта с пуансоном 1 (рис. 18.9 а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1…2,0 от толщины заготовки, в зависимости от механических свойств материала.
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые – растягиваются, что приводит к изменению угла гибки  , т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
, т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Вытяжка – образование полого изделия из плоской или полой заготовки (рис. 18.9 б).
Вырубленную заготовку диаметром  и толщиной
и толщиной  укладывают на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром
укладывают на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром  .
.
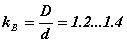
Формоизменение при вытяжке оценивают коэффициентом вытяжки  , который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
, который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра D полуфабриката и увеличением его высоты (рис. 18.9 в). При последующих переходах для предотвращения разрушения металла принимают
Промежуточный отжиг для устранения наклепа позволяет увеличить  до 1,4…1,6.
до 1,4…1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов для уменьшения сил трения между поверхностями заготовок и инструмента.
При вытяжке зазор между матрицей и пуансоном составляет 1…1,3S.
Отбортовка – получение борта диаметром  путем вдавливания центральной части заготовки с предварительно пробитым отверстием
путем вдавливания центральной части заготовки с предварительно пробитым отверстием  в матрицу (рис. 18.9 г).
в матрицу (рис. 18.9 г).
Формоизменение оценивают коэффициентом отбортовки,
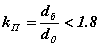 ,
,
который зависит от механических характеристик металла заготовки и ее относительной толщины  . Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение у края отверстия.
. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение у края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Выделяется отбортовка наружного контура – образование невысоких бортов по наружному криволинейному краю заготовки.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки.
Производится заталкиванием заготовки в сужающуюся полость матрицы (рис. 18.9 д). За один переход можно получить 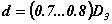 . Для большего формоизменения выполняют несколько последовательных операций обжима.
. Для большего формоизменения выполняют несколько последовательных операций обжима.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рис. 18.9 е).
Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Штампы для листовой штамповки делятся по технологическому признаку в зависимости от выполняемой операции: вырубные, гибочные, вытяжные и т.д. В зависимости от числа выполняемых операций различают одно- и многооперационные штампы. Многооперационные штампы бывают последовательного действия, в которых операции выполняются последовательно при перемещении заготовки по нескольким рабочим позициям штампа, и совмещенного действия, в которых операции выполняются на одной позиции, например, одновременно вырубка и пробивка, вырубка и вытяжка и т.д.
В настоящее время применяют специальные конструкции штампов, в которых металлические пуансоны или матрицы отсутствуют, и давление на материал осуществляется при помощи резины, жидкости или сжатого воздуха (рис. 18.10). При этом резина или жидкость легко удаляются из штампованной детали, а матрица должна быть разъемной.
При изготовлении небольших по глубине изделий пуансон заменяет резиновая подушка (рис. 18.10 а). С помощью резины можно осуществлять все операции: вырубку, гибку, вытяжку, формовку. Матрица 3 крепится к столу, а резиновая подушка, помещенная в стальную обойму 1, крепится к ходовой части пресса (толщина заготовки 2 – до 1,5 мм).
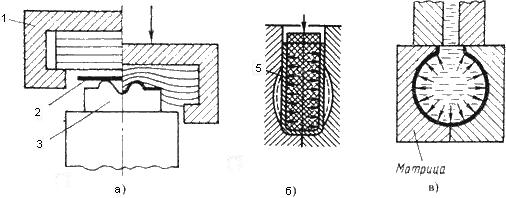
Рис. 18.10. Схемы листовой штамповки при помощи эластичной среды и жидкости
Резиновые пуансоны цилиндрической формы применяются при вытяжке изделий сложной формы, при необходимости увеличения диаметральных размеров средней части цилиндрических полуфабрикатов (рис. 18.10 б).
При гидравлической вытяжке (рис. 18.10 в) полые детали цилинд-рической, конической, сферической или другой формы получают надавливанием на заготовку жидкостью или жидкостью, заключенной в эластичную оболочку.
Высокоскоростные методы штамповки
Особенностью таких методов является высокая скорость деформирования в соответствии с высокими скоростями преобразования энергии. Кратковременное приложение больших усилий разгоняет заготовку до скоростей 150 м/с. Последующее ее деформирование происходит за счет накопленной в период разгона кинетической энергии. Основными разновидностями высокоскоростной листовой штамповки являются: штамповка взрывом, электрогидравлическая и электромагнитная штамповка.
Глава 19. ИЗГОТОВЛЕНИЕ ПОЛУФАБРИКАТОВ И ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Физико-технологические основы получения композиционных материалов и изготовления изделий. Изготовление изделий из металлических композиционных материалов
Композиционные материалы обладают комплексом свойств, отличающихся от традиционных конструкционных материалов, что и предопределило их успешное применение для совершенствования современных и разработки принципиально новых конструкций. Композиционными называют материалы, состоящие из двух компонентов и более, объединенных различными способами в монолит и сохраняющими при этом индивидуальные особенности.
Для композиционных материалов характерна следующая совокупность признаков:
•состав, форма и распределение компонентов материала определены заранее;
•материалы состоят из двух компонентов и более различного химического состава, разделенных в материале границей;
•свойства материала определяются каждым из его компонентов, содержание которых в материале достаточно большое;
•материал обладает свойствами, отличными от свойств компонентов, взятых в отдельности;
•материал однороден в макромасштабе и неоднороден в микромасштабе;
•материал не встречается в природе, а является созданием человека.
Свойства композиционных материалов зависят не только от физико-химических свойств компонентов, но и прочности связи между ними, Обычно компоненты для композиционного материала выбирают со свойствами, существенно отличающимися друг от друга.
В обычных сплавах трещина развивается быстро и скорость роста ее в период работы конструкции детали возрастает. В композиционных материалах трещина обычно возникает и развивается в матрице и встречает препятствия на границе матрица — упрочнитель. Армирующий элемент тормозит ее распространение, задерживая на некоторое время ее рост.
Композиционные материалы с нуль-мерными наполнителями
Композиционные материалы с равномерным распределением частиц упрочнителя отличаются изотропностью свойств. В таких материалах матрица воспринимает всю нагрузку, а дисперсные частицы… На уровень прочности композиций оказывают влияние объемное содержание частиц упрочнителя, степень дисперсности и…Композиционные материалы с одномерными наполнителями
В композиционных материалах этого типа упрочнителями являются одномерные элементы в форме нитевидных кристаллов, волокон (проволоки). Волокна и… На свойства волокнистой композиции помимо высокой прочности армирующих волокон… Для армирования композиционных материалов используют непрерывные дискретные волокна с размерами в поперечном сечении…Эвтектические композиционные материалы
Структура образующейся эвтектики в результате направленной кристаллизации состоит, как правило, из кристаллов твердой прочной фазы (карбидов,… Форма образующихся кристаллов может быть в виде волокон или пластин. При…Изготовление деталей из полимерных композиционных материалов
Композиты, армированные однотипными волокнами, получили название по упрочняющему волокну. Так, композицию, содержащую наполнитель в виде длинных… Композиционные материалы с полимерной матрицей обнаруживают целый ряд… В настоящее время пластики получают все большее, интенсивное пространение по причине простоты, технологичности и…Обработка и соединение композиционных материалов
Соединение с помощью болтов и заклепок менее эффективно, чем соединение, полученное точечной сваркой. Сверление отверстий неизбежно связано с… Прочность клеевых соединений зависит от способа и качества подготовки… Комбинированные клееболтовые и клеезаклепочные соединения более прочны и надежны, чем соединения клеевые или…Нанокристаллические материалы
Свойства нанокристаллических материалов определяются размерами отдельных зерен, свойствами граничного слоя, а также коллективным взаимодействием… Диаметр зерна (частицы),нм 100 50 25 20 10 6 4 Объемная доля поверхностного слоя, % 6 12 24 30 60 100 150.Технология изготовления резиновых изделий и область их применения
Технология приготовления резиновых смесей состоит из ряда операций, выполняемых в определенной последовательности. Основные операции — подготовка… Перед смешиванием ингредиентов каучук нарезают на куски и пластифицируют путем… Каландрование резиновых смесей проводят на специальных машинах — каландрах — и получают в результате сырую резину в…Влияние условий эксплуатации на свойства резин
Разность работ нагружения и разгрузки количественно отражает амортизационные свойства резины (рис. 19.9). Площадь петли гистерезиса характеризует… Нагрев, как правило, снижает прочностные свойства резин. Термическая…Глава 20. ПРОИЗВОДСТВО НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ СВАРКОЙ, ПАЙКОЙ И СКЛЕИВАНИЕМ
Физико-химические основы сварки
Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями… Сварка – экономически выгодный, высокопроизводительный и в значительной… Физическая сущность процесса сварки заключается в образовании прочных связей между атомами или молекулами на…Основные способы сварки и их особенности
Термические методы сварки
Дуговая сварка
Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой. Сварочной дугой называется мощный электрический разряд между электродами,… Дуга, электрически не связанная со свариваемым изделием, называется дугой косвенного действия или независимой дугой. В…Электрошлаковая сварка
Рис. 20.1. Схема электрошлаковой сваркиЛучевые способы сварки
Сущность процесса состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них электродный луч – пучок… Схема установка для электронно-лучевой сварки представлена на рис. 20.3. Электроны, испускаемые катодом 1 электронной пушки, формируются в пучок электродом 2, расположенным непосредственно за…Газовая сварка
Рис. 20.4. Схема газовой сваркиТермомеханические методы сварки
Ультразвуковая сварка
Имеются две разновидности: точечная (рис. 20.5) и шовная. Ультразвуковые колебания, т.е. механические колебания зазвуковых частот (около 20 кГц),… Наиболее рационально применение сварки ультразвуком в следующих областях: 1. Сварка деталей малых толщин.Сварка взрывом
Соединяемые поверхности заготовок, одна из которых неподвижна и служит основанием, располагают под углом друг к другу на определенном расстоянии. На… Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых… Сварку взрывом используют при изготовлении заготовок для проката биметалла, плакировке поверхностей конструкционных…Холодная сварка
Основана на локальном сближении металлов до расстояния возникновения единого энергетического поля. В практике используют две разновидности холодной сварки: точечную и стыковую.
Лист металла с тщательно зачищенными поверхностями помещают между выступами пуансона пресса. Выступы вдавливаются в металл на всю их высоту, пока опорные поверхности не сдавят металл. Этим обеспечивается пластическая деформация и образуется сварная точка.
Сварка трением
Свариваемые заготовки устанавливают соосно в зажимах машины, один из которых неподвижен, а другой может совершать вращательное и поступательное… Иногда сварку трением производят через промежуточный вращаемый элемент или… Сваркой трением можно сваривать заготовки диаметром 0,75…140 мм.Термомеханические методы сварки
Контактная сварка
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного… Сварка осуществляется на машинах, состоящих из источника тока, прерывателя… К деталям с помощью электродов подводят ток небольшого напряжения (3…8 В) и большой силы (до нескольких десятков кА).…Диффузионная сварка
Свариваемые детали тщательно зачищают, сжимают, нагревают в вакууме специальным источником тепла до температуры рекристаллизации (0,4 Тпл), и… Сварка может осуществляться в среде инертных и защитных газов: гелий, аргон,… Способ применяется для соединения металлов, металлов и полупроводников, а также других неметаллических материалов.Специальные термические процессы в сварочном производстве
Наплавка – процесс нанесения слоя металла или сплава на поверхность изделия. Наплавка позволяет получать детали с поверхностью, отличающейся от основного… Существуют разнообразные способы наплавки.Термическая резка металлов
3Fe + 2O2 = Fe3O4 + Q. Для начала горения металл подогревают до температуры его воспламенения в… Для обеспечения нормального процесса резки металл должен отвечать следующим требованиям: температура его плавления…Пайка и склеивание деталей
Пайка металлов
Современные процессы пайки подразделяют по температуре припоя на две группы: пайка низкотемпературными припоями (Тпл до 450 оС) и… Нагрев при пайке осуществляется разными способами – пайка в печах,… При пайке применяются флюсы для защиты места спая от окисления при нагреве сборочной единицы, обеспечения лучшей…Способы пайки по удалению оксидной пленки
Механизм воздействия флюса на оксиды металлов сложен, многообразен и включает в себя: растворение оксидной пленки основного металла и припоя во… В реальных условиях пайки эти процессы зачастую взаимосвязаны или протекают… Пайка в активной газовой среде. В качестве восстановительной газовой среды применяется водород или его заменители:…Способы пайки по кристаллизации паяного шва
Медленное охлаждение способствует образованию более равновесной структуры и, следовательно, прочного и пластичного паяного соединения. Кристаллизация при выдержке (диффузионная пайка) – это пайка, при которой… Скорость диффузии, как известно, зависит от коэффициента диффузии и концентрации диффундирующих элементов на границе…Способы пайки по заполнению зазора
Некапиллярная пайка. Пайка, при которой расплавленный припой заполняет зазор преимущественно под действием своей массы или прилагаемой к ней извне…Способы пайки по источнику нагрева
1.Высокой производительностью. 2.Высокой стабильностью качества паяного соединения. 3.Минимальными деформациями и остаточными напряжениями в паяных узлах в связи с равномерным нагревом и охлаждением их…Способы пайки по получению припоя
Пайка композиционным припоем. При этом способе пайки используется припой, содержащий в своем объеме наполнитель. Под наполнителем следует понимать… Контактно-реактивная пайка. Она основана на способности некоторых металлов… При контактно-реактивной пайке детали необходимо сдавливать, что создает лучший физический контакт между деталями, а…Технологический процесс пайки
Подготовка поверхности под пайку. Качество подготовки поверхности под пайку во многом определяет уровень и стабильность свойств паяного соединения.… Подготовка детали под пайку включает в себя также нанесение специальных… а)для улучшения смачиваемости некоторых паяемых металлов расплавленным припоем;Склеивание деталей
Склеиванием называют соединение деталей тонким слоем быстротвердеющего раствора – клея. Процесс склеивания состоит из подготовки соединяемых… Клеевые соединения применяют для скрепления деталей из различных металлических… Прочность клеевого соединения зависит от способа подготовки поверхностей. Желательно, чтобы они были шероховатые. Для…Методы контроля качества сварных и паяных соединений
Дефекты сварных и паяных соединений
Рассмотрим дефекты, встречающиеся при сварке. Дефекты сварки термического класса: непровар, который представляет собой… Дефекты сварки термомеханического класса. Дефекты при точечной сварке: непровар — отсутствие или малый диаметр ядра;…Методы контроля качества сварных и паяных соединений
К разрушающим относятся испытания сварных образцов-свидетелей. Сваривают их при тех же самых режимах, что и изделия, обычно непосредственно перед… Более точно воспроизвести характер нагружения сварных соединений можно на… Неразрушающие методы контроля включают в себя контроль параметров режимов сварки, некоторые испытания свойств сварного…Заклепочные и прессовые соединения
Заклепка представляет собой цилиндрический стержень с двумя головками, одна из которых, называемая закладной, выполнена заранее, а вторая,… Форма и размеры заклепок стандартизированы. …Глава 21. Физико-химические основы резания. Кинематические и геометрические параметры процесса резания
Основные понятия процессов обработки резанием
Эксплуатационные свойства машин и механизмов в значительной мере определяются точностью изготовления деталей, качеством их рабочей поверхности. Под точностью изготовления понимают отклонение фактических геометрических размеров и формы поверхности от предельных значений, указанных в рабочих чертежах. Качество поверхности характеризуется ее шероховатостью, величиной и знаком остаточных напряжений в поверхностном слое, ее структурой и химическим составом. Требования качества и точности назначает конструктор на основе эксплуатационных требований к детали и рекомендаций нормативных документов. Несоблюдение заданных требований точности и качества детали в процессе ее изготовления может стать причиной снижения эксплуатационных свойств, надежности машин и их преждевременного выхода из строя.
Способы формообразования методами литья, обработки давлением, способы с применением сварки по своим технологическим возможностям не обеспечивают заданную точность, необходимую для изготовления деталей и механизмов. Поэтому полученные указанными методами изделия используются в качестве заготовок. Практически все детали машин и приборов приобретают окончательные формы и размеры, заданные чертежами, только после размерной их обработки, т.е. когда с заготовки удален припуск. Наличие припуска позволяет получить деталь требуемой точности путем управляемого съема металла.
Чем точнее изготовлена заготовка, тем меньше требуемая величина припуска и ниже трудоемкость размерной обработки. Допуск является показателем, характеризующим точность и отражающим затраты на обработку. Напомним, что под допуском понимается разность между предельными размерами или предельными отклонениями. Чем меньше допуск, тем выше точность, тем более трудоемка обработка заготовки.
Все способы размерной обработки классифицируют по виду используемой энергии на механические: точение, фрезерование, сверление, строгание, протягивание, шлифование, отделочные операции (хонингование, суперфиниширование); физико-химические: электроэрозионная, электрохимическая, лучевая (лазерная и электронно-лучевая), ультразвуковая обработка; комбинированные: ультразвуковая механическая обработка, плазменно-механическая, электрохимическое шлифование.
Механическая обработка поверхностей заготовок является одной из основных завершающих стадий изготовления деталей машин.
Классификация движений в металлорежущих станках
Обработка металлов резанием – процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаимного расположения и шероховатости поверхностей детали.
Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения. Инструмент и заготовку устанавливают на рабочих органах станков, обеспечивающих движение.
Движения, которые обеспечивают срезание с заготовки слоя материала или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания:
-главное движение - определяет скорость деформирования материала и отделения стружки (Дг);
-движение подачи - обеспечивает врезание режущей кромки инструмента в материал заготовки (Дs).
Движения могут быть непрерывными или прерывистыми, а по характеру – вращательными, поступательными, возвратно-поступательными.
Движения подачи: продольное, поперечное, вертикальное, круговое, окружное, тангенциальное.
Работа резания любого режущего инструмента основана на действии клина, которой внедряется в тело заготовки и последовательно скалывает припуски металла с обрабатываемого участка заготовки. Режущие инструменты по своей форме (конструкции) в зависимости от схемы обработки (точенее, сверления, фрезерование и т.д.) значительно отличаются друг от друга. Однако правило формирования их режущих элементов является практически одинаковым. Поэтому изучение геометрических параметров режущих инструментов удобно рассматривать на примере наиболее простого токарного проходного резца.
В каждом режущем инструменте имеется:
1. передняя поверхность, по которой сходит стружка;
2. главная задняя поверхность, обращенная в сторону поверхности резания;
3. вспомогательная задняя поверхность, обращенная в сторону обработанной поверхности.
Эти поверхности, пересекаясь друг с другом под заданными углами, образуют режущие кромки – главную и вспомогательную. Главная режущая кромка образуется пересечением передней и главной задней поверхности, вспомогательная – передней и вспомогательной задней поверхности.
Так как острая вершина резца непрочная, то на практике ее притупляют. Если радиус притупления достаточно велик, то между главной и вспомогательной режущей кромками образуется переходная режущая кромка. Наличие переходной режущей кромки увеличивает прочность вершины резца и уменьшает шероховатость обработанной поверхности.
Углы наклона поверхностей и кромок в разных плоскостях различны. Их выбор зависит от обрабатываемого материала и его свойств, необходимой чистоты поверхности и т.д.
К основным параметрам режима резания относятся: скорость главного движения резания, скорость подачи и глубина резания (рис. 21.1). Эти величины называются элементами резания, а их совокупность – режимом резания.
Главное движение определяет скорость деформирования материала и отделения стружки. Скорость главного движения (или скорость резания), V - расстояние, пройденное точкой режущей кромки инструмента в единицу времени в процессе главного движения (м/с; для лезвийных инструментов - м/мин).
Движение подачи обеспечивает врезание режущей кромки инструмента в материал заготовки. Скорость подачи или подача, S – скорость перемещения режущего инструмента относительно заготовки в направлении подачи за один оборот инструмента или заготовки. В технологических расчетах параметров режима при точении, сверлении, фрезеровании и шлифовании используется понятие подачи на один оборот заготовки Sо и выражается в мм/об. При строгании подача определяется на ход резца. При шлифовании подача может указываться на ход или двойной ход инструмента. Подача на зуб при фрезеровании определяется числом зубьев Z инструмента и подачей на оборот: Sz = Sо/Z .
Глубина резания, t – толщина срезаемого слоя за один проход. Она определяется расстоянием между обрабатываемой и обработанной поверхностями, измеренным по нормали к последней.
Величина подачи и глубина резания определяют производительность процесса и оказывают большое влияние на качество обрабатываемой поверхности.
Ширина среза, b – расстояние между обрабатываемой и необработанной поверхностями, измеренное по поверхности резания.
Толщина среза, а – расстояние между двумя последовательными положениями поверхностей резания за время 1 оборота заготовки.
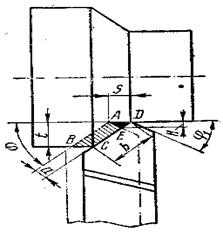
Рис. 20.1. Элементы резания: S – подача (мм/об); t – глубина резания (мм); а – толщина среза (мм); в – ширина среза (мм), φ – главный угол в плане, φ1 – вспомогательный угол в плане.
К технологическим параметрам процесса относятся геометрия режущего инструмента, силы резания, производительность обработки и стойкость инструмента.
Геометрические параметры режущего инструмента определяются углами, образуемыми пересечением поверхностей лезвия, а также положением поверхностей режущих лезвий относительно обрабатываемой поверхности и направлением главного движения. Указанные параметры идентичны для различных видов инструмента, что позволяет рассмотреть их на примере резца, используемого при точении.
Углы резца по передним и задним поверхностям измеряют в определенных координатных плоскостях. На рис. 21.2, а изображены координатные плоскости при точении, а на рис. 21.2, б — углы резца в статике.
Главный передний угол γ — угол между передней поверхностью лезвия и плоскостью, перпендикулярной к плоскости резания; главный задний угол α — угол между задней поверхностью лезвия и плоскостью резания; угол заострения β — угол между передней и задней поверхностями. Из принципа построения углов следует, что α + β + γ = π/2.
Угол наклона режущей кромки λ — угол в плоскости резания между режущей кромкой и основной плоскостью.
Углы в плане: главный угол в плане φ— угол в основной плоскости между следом плоскости резания и направлением продольной подачи; вспомогательный угол в плане φ' — угол в основной плоскости между вспомогательной режущей кромкой и обработанной поверхностью.
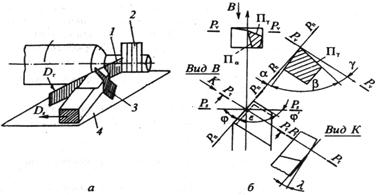 Рис. 10.2. Геометрические параметры токарного резца: а — координатные плоскости; б — углы резца в статике; 1 — плоскость резания Рπ; 2 — рабочая плоскость Рs; 3 — главная секущая плоскость Pτ; 4 — основная плоскость Pv
Рис. 10.2. Геометрические параметры токарного резца: а — координатные плоскости; б — углы резца в статике; 1 — плоскость резания Рπ; 2 — рабочая плоскость Рs; 3 — главная секущая плоскость Pτ; 4 — основная плоскость Pv
|
Геометрические параметры режущего инструмента оказывают существенное влияние на усилие резания, качество поверхности и износ инструмента. Так, с увеличением угла γ инструмент легче врезается в материал, снижаются силы резания, улучшается качество поверхности, но повышается износ инструмента. Наличие угла α снижает трение инструмента о поверхность резания, уменьшая его износ, но чрезмерное его увеличение ослабляет режущую кромку, способствуя ее разрушению при ударных нагрузках.
Силы резания Р представляют собой силы, действующие на режущий инструмент в процессе упругопластической деформации и разрушения срезаемой стружки (рис.21.3).
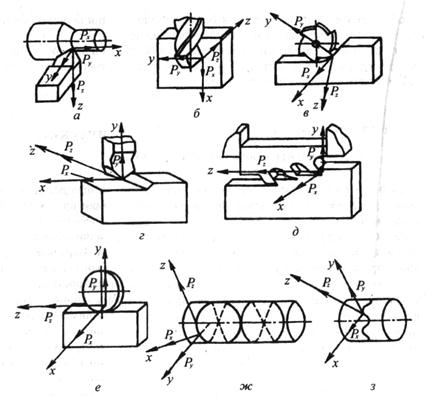
Рис. 21.3. Схема действия сил резания на режущую кромку инструмента в точке, имеющую максимальную скорость перемещения ve, при обработке: а — точением; б — сверлением; в — фрезерованием; г — строганием; д — протягиванием; е — шлифованием; ж — хонингованием; з — суперфинишированием
Производительность обработки при резании определяется числом деталей, изготовляемых в единицу времени: Q = 1/Тшт .
При увеличении производительности снижается качество поверхности и повышается износ инструмента. Поэтому при обработке резанием решается задача по установлению максимально допустимой производительности при сохранении требуемого качества поверхности и стойкости инструмента.
21.2. Физико-химические и механические основы процесса резания. Условие непрерывности и самозатачиваемости
Среди физико-химических процессов, определяющих процесс резания, основное значение имеет процесс пластической деформации при образовании стружки. От характера пластической деформации, деформационного упрочнения и разрушения металла при стружкообразовании зависят точность обработки деталей и качество поверхностного слоя. Параллельно со стружкообразованием при резании протекают процессы контактного взаимодействия инструмента со стружкой и обработанной поверхностью, сопровождаемые интенсивным тепловыделением, трением, адгезионным взаимодействием, обрабатываемого материала и инструмента. Явления, сопровождающие контактное взаимодействие, существенно влияют на свойства обработанной поверхности, определяют стойкость инструмента и устойчивость процесса резания.
Режущие кромки инструмента при своем движении деформируют находящийся перед ним металл. При этом в срезаемом слое создается сложное напряженное состояние. Когда напряженное состояние превышает силу внутреннего сцепления металлов, происходит сдвиг отдельного элемента стружки. Степень деформации металла зависит от его физико-механических свойств, геометрии инструмента, режима резания, условий резания и др. В процессе резания могут образовываться три вида стружки: сливная, скалывания и надлома.
Сливная стружка образуется при обработке пластичных материалов (мягкой стали, меди, алюминия и др.) и имеет вид сплошной гладкой ленты. Стружка скалывания образуется при обработке менее вязких материалов (стали повышенной твердости, некоторые виды латуней). У нее видны плоскости скалывания между отдельными элементами стружки, а верхняя сторона имеет пилообразную форму. Стружка надлома получается при обработке хрупких материалов (чугуна, бронзы и др.) и некоторых неметаллических материалов и состоит из элементов, практически не связанных между собой.
Стружка оказывает на переднюю поверхность режущего инструмента очень высокое давление, а вследствие выделения в зоне резания большого количества тепла в ряде случаев возникают условия, при которых происходит приваривание элементов стружки к передней поверхности режущего инструмента, в результате образуется нарост клиновидной формы. Его твердость в 2-3 раза больше твердости обрабатываемого материала. В процессе резания нарост непрерывно обновляется, защищая режущую кромку от истирания. При черновой обработке он не оказывает вредного влияния на процесс резания, но при чистовой обработке приводит к значительному увеличению шероховатости обрабатываемой поверхности.
Теплообразование при резании в целом отрицательно влияет на процесс резания, хотя и повышает пластичность обрабатываемого материала. Повышение температуры режущего инструмента снижает его твердость и износостойкость. С повышением температуры заготовки и инструмента увеличиваются их размеры, что приводит к увеличению толщины снимаемого слоя и получения бракованных деталей. Возможно искажение формы детали.
В целях уменьшения трения и охлаждения режущего инструмента при обработке резанием широко применяются смазочно-охлаждающие жидкости (СОЖ). Для этого используются водные растворы минеральных солей, эмульсии, растворы мыла, минеральные, животные и растительные масла, скипидар, керосин и т.д.
СОЖ, обладая смазывающими свойствами, снижают трение, при этом одновременно охлаждаются режущий инструмент, заготовка и деформируемый слой. Смазывающая способность жидкостей препятствует образованию нароста, что способствует уменьшению шероховатости обработанной поверхности. За счет применения СОЖ мощность, необходимая для снятия стружки, уменьшается на 10-15 %, резко возрастает стойкость режущего инструмента, повышается точность обработанной поверхности и уменьшается степень шероховатости.
В процессе срезания стружки упруго-пластической деформации подвергается не только слой металла, находящийся выше клина инструмента, но и под ним. В результате такого воздействия поверхность приобретает повышенную твердость, называемую наклепом и внутренние остаточные напряжения.
В процессе резания происходит затупление режущей кромки инструмента, снижающее его режущие свойства. При затуплении нарушаются условия стружкообразования, возрастают силы резания, ухудшается точность обработки и качество поверхности. Затупление режущей кромки обусловлено ее износом.
Для восстановления режущей способности инструмента производится затачивание его рабочих поверхностей. В процессе затачивания инструмента с его рабочей части срезаются довольно большие слои дорогостоящего инструментального материала. Кроме того, на смену затупившегося инструмента затрачивается время, которое увеличивает продолжительность операции механической обработки и, следовательно, ее стоимость. В целом все это существенно удорожает механическую обработку и ограничивает ее эффективность. Поэтому, задача уменьшения интенсивности изнашивания режущих инструментов и увеличения срока его службы была и остается одной из главных задач металлообработки.
Восстановление заданной геометрической формы и режущей способности рабочей поверхности инструмента называют правкой. Необходимость в правке отпадает для тех инструментов, которые обладают самозатачиваемостью, т. е. свойством инструмента сохранять работоспособное состояние в течение всего периода эксплуатации. В режиме самозатачивания работают хонинговальные и суперфинишные бруски, обдирочные круги, шлифовальные круги с определенными характеристиками и ряд других инструментов.
Резание может осуществляться режущими инструментами с одним режущим лезвием или с несколькими. Согласно этому резание может называться однолезвийным или многолезвийным. Оно может быть непрерывным, например, при точении, или прерывистым, как при фрезеровании, и происходить с постоянным или переменным сечением среза.
Прерывистый характер резания, например, при сторогании, вызывает повышенные динамические нагрузки. Кроме этого имеется остановка рабочих органов в конце прямого и обратного ходов и неравномерность этих ходов. Наличие холостого хода, когда обработка не производится, приводит к значительному увеличению времени обработки и снижению производительности труда, а ударное врезание инструмента в заготовку и непостоянство скорости резания обуславливают невысокое качество обработки.
С другой стороны, прерывистый характер обработки способствует охлаждению режущего инструмента во время холостого хода, что повышает стойкость инструмента и позволяет выполнять обработку без применения СОЖ.
Современная технология обработки резанием позволяет свести к минимуму нежелательные свойства у обрабатываемой детали, снижающие ее эксплуатационные характеристики. Так, снижение наклепа, остаточных напряжений и шероховатости поверхности обеспечивается: регулированием параметров, способствующих снижению сил резания (h, Sо, γ, α); многооперационной обработкой деталей с постепенным снижением сил резания при каждой последующей операции. Эффективным способом снижения структурных изменений и изменений химического состава является использование смазочно-охлаждающих сред. Помимо режима качество поверхности зависит от наследуемых свойств заготовки и вибрации системы «станок, приспособление, инструмент, деталь».
Подача смазочно-охлаждающих сред в зону резания осуществляется различными конструктивно-технологическими способами. Это подача жидкости через узкое сопло на переднюю поверхность инструмента; подача струи жидкости тонкой струей под напором со стороны задних поверхностей инструмента; подача распыленных жидкостей со стороны задних поверхностей инструмента; подвод жидкостей через полый инструмент (чаще всего применяют при сверлении глубоких отверстий). Эффективный отвод тепла при скоростном резании от участка резца, где формируется нарост, обеспечивается за счет применения теплопроводных инструментальных материалов.
Под технологической наследственностью понимают сохранение обработанным изделием свойств и погрешностей, присущих обрабатываемой заготовке. Например, при точении разнотолщинной литой заготовки без предварительного выравнивания ее толщины получаем разнотолщинную деталь.
Технологическая наследственность может улучшать или снижать эксплуатационные свойства. В каждом отдельном случае требуется изучение физических механизмов наследственности для управления ею. Так, наклеп поверхностного слоя жаропрочного сплава после чистовой обработки возрастает, что объясняется суммированием новых дислокаций с имевшимися до обработки. Поэтому, для предотвращения чрезмерного упрочнения поверхности, перед чистовой обработкой необходимо провести термообработку заготовки — снизить влияние технологической наследственности.
В процессе резания происходит затупление режущей кромки инструмента, снижающее его режущие свойства. При затуплении нарушаются условия стружкообразования, возрастают силы резания, ухудшаются точность обработки и качество обработанной поверхности.
Затупление режущей кромки обусловливается ее износом. По механизму затупления режущей кромки условно выделяют следующие виды износа инструмента: макро- и микросколы, пластическая деформация, абразивно-механический, абразивно-химический, адгезионно-усталостный и диффузионный.
Хрупкие микросколы возникают в твердосплавном инструменте из-за попадания в зону обработки крупных частиц повышенной твердости. Это может быть неустойчивая часть нароста или частицы оксидов и формовочных смесей при резании отливок и поковок.
Макросколы режущей кромки возникают под действием изгибающих напряжений, превышающих допустимые, особенно при ударных нагрузках.
Пластическая деформация. В процессе резания инструментами из быстрорежущих и углеродистых сталей наблюдается пластическое деформирование режущего клина, приводящее к опусканию передней и выпучиванию задней поверхности, в результате изменяются условия резания.
Абразивно-механический износ инструмента обусловлен микроцарапанием и разрушением передней и задней поверхностей инструмента твердыми компонентами обрабатываемого материала (карбидами, нитридами, упрочняющими интерметаллидными фазами, оксидами) и мелкими частицами периодически разрушающегося нароста. Абразивному изнашиванию подвергается инструмент из углеродистых, легированных, инструментальных, а также быстрорежущих сталей.
Абразивно-химический износ инструмента происходит, когда в составе СОЖ содержатся химически активные вещества, ослабляющие поверхностное напряжение инструментального материала. В результате облегчается процесс абразивного разрушения материала при микроцарапании.
При нагреве твердых сплавов до 600—800°С происходит поверхностное окисление кобальтовой фазы, карбидов вольфрама и титана с образованием поверхностных пленок, твердость которых в 40—50 раз меньше твердости исходного материала. Это создает условия для более интенсивного абразивно-химического изнашивания.
Адгезионно-усталостное изнашивание инструмента является результатом схватывания инструментального и обрабатываемого материала с последующим вырывом частиц инструментального материала. Наиболее активно адгезионное изнашивание протекает при температуре 0,35—0,5 от температуры плавления материала инструмента и невысокой разности твердостей инструментального и обрабатываемого материалов.
Диффузионное изнашивание инструмента протекает при таких условиях резания, когда между обрабатываемым и инструментальным материалами устанавливаются устойчивые адгезионные связи и при температурах выше 850°С происходит взаимная диффузия инструментального и обрабатываемого материалов. Этот вид изнашивания в большей степени характерен при обработке инструментом из твердых сплавов, металлокерамики и алмазным инструментом.
Реально на практике затупление режущего инструмента происходит в результате одновременно протекающих различных видов износа и пластического деформирования режущей кромки. Так, при резании быстрорежущим инструментом затупление происходит в результате абразивного, адгезионного износа и пластической деформации режущей кромки.
Параметры износа и стойкости режущего инструмента характеризуют степень допустимого износа инструмента и время его работы до замены или переточки. Они относятся к основным технологическим параметрам процесса резания.
За критерий оптимального износа лезвийного инструмента принимают значение износа по задней поверхности, обеспечивающее максимальный срок службы инструмента при сохранении режущих свойств, он обозначается hзо [мм].
Износ во времени описывается нелинейной функцией (рис. 10.5) и его можно разбить на три периода: участок быстрого износа режущей кромки - период приработки (I); участок, при котором скорость затупления является минимальной - период нормального износа (II); участок, при котором происходит усиленный износ, заканчивающийся затуплением инструмента - период усиленного износа (III).
Под стойкостью инструмента Т понимают время его работы между двумя переточками. Стойкость токарных резцов колеблется от 30 до 90 мин.
Стойкость инструмента, так же как и его износ, в наибольшей степени зависит от скорости резания, определяющей температуру в зоне резания. Эта зависимость выражается степенным законом:
Tvm = С = const,
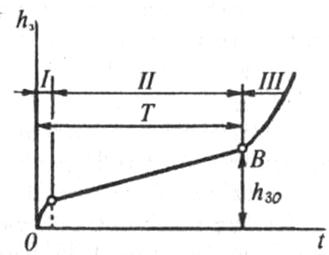 Рис. 21.4. Зависимость износа от времени обработки:I — участок приработки; II — период нормального износа; III — период усиленного износа; h3 — длина износа; Т— стойкость инструмента
Рис. 21.4. Зависимость износа от времени обработки:I — участок приработки; II — период нормального износа; III — период усиленного износа; h3 — длина износа; Т— стойкость инструмента
|
где С — эмпирическая константа; m — показатель, учитывающий материал инструмента и обрабатываемой детали.
Для твердосплавного инструмента при обработке сталей и алюминиевых сплавов он составляет m = 5; 3, а для быстрорежущих инструментальных сталей при обработке сталей, медных и алюминиевых сплавов он составляет соответственно 8; 6; 3.
.
Качество поверхностей деталей
Основные понятия
Качество поверхностей детали характеризуется шероховатостью, волнистостью, физико-механическими и химическими свойствами, а также наличием остаточных напряжений. Качество поверхностного слоя оказывает значительное влияние на эксплуатационные свойства детали.
Шероховатость поверхности. Износостойкость детали увеличивается с уменьшением шероховатости, но до определенного уровня, далее она возрастает. Более высокий темп износа при большой шероховатости объясняется механическим зацеплением, скалыванием и срезом неровностей поверхностей. Возрастание темпа износа при шероховатости меньше оптимальной объясняется межмолекулярным сцеплением, которое возникает из-за выдавливания смазочного материала и плохой смачиваемости чистых поверхностей. В зависимости от условий работы оптимум шероховатости бывает разным. На износ оказывает влияние направление и форма неровностей.
Усталостная прочность деталей снижается с увеличением шероховатости. Особенно интенсивно снижается усталостная прочность при острой шероховатости.
Уменьшение шероховатости неблагоприятно сказывается на прочности прессовых соединений и коррозионной стойкости деталей.
Волнистость поверхности. Отличие волнистости от шероховатости условно. Шероховатостью считается неровность с относительно малыми шагами, т. е. S/H< 50. При волнистости S/H = 50...1000, где S — шаг волны неровности; H—высота неровности. Поэтому ее влияние на эксплуатационные свойства детали во многом аналогично влиянию шероховатости.
Физико-механические и химические свойства поверхностного слоя деталей.Поверхностный слой отличается от основной части металла, он обычно сильно деформирован и упрочнен. В поверхностном слое под воздействием окружающей среды и температуры возникают различного рода химические соединения, в частности окислы. Деформационное упрочнение (наклеп) оценивается по глубине и степени наклепа. Степень наклепа представляет собой отношение поверхностной твердости к твердости исходного материала.
Износостойкость деталей в большинстве случаев улучшается с повышением твердости поверхностного слоя, но надо помнить, что перенаклеп поверхностного слоя может привести к микротрещинам и шелушению металла.
Усталостная прочность деталей повышается с увеличением наклепа металла. Считается, что циклическая прочность наклепанных деталей возрастает на 25...35 %.
Коррозионная стойкость снижается с повышением наклепа из-за появления большого числа коррозионных микроэлементов. Но иногда наклеп (обкатка роликом, обработка дробью) позволяет завальцевать пути проникновения активных веществ внутрь металла, благодаря чему коррозионная стойкость не снижается. В большинстве случаев наклеп оказывает вредное влияние на прочность деталей, работающих при температурах свыше 700...800 °С.
Остаточные напряжения. Они практически не оказывают влияния на износ, но отражаются на усталостной прочности детали. Сжимающие напряжения увеличивают усталостную прочность, а растягивающие ее снижают, причем сжимающие напряжения в большей мере повышают предел выносливости, чем снижают его такие же по значению остаточные напряжения растяжения.
Формирование качества поверхности технологическими методами
Обеспечение требуемой шероховатости поверхности. Обыкновенно поперечная шероховатость больше продольной (вдоль действия инструмента, в частности… Скорость резания в зависимости от материалов по-разному влияет на… В общем случае при увеличении подачи шероховатость увеличивается.Глава 22. ОБРАБОТКА ЛЕЗВИЙНЫМ И АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Металлорежущие станки
По технологическому методу обработки станки делят на токарные, сверлильные, фрезерные, шлифовальные и др. По этой схеме все металлорежущие станки… По степени универсальности различают станки универсальные, широкого… Универсальные станки предназначены для обработки деталей широкой номенклатуры и могут выполнять ряд операций. Станки…Основные способы обработки металлов лезвийным инструментом
К основным способам обработки металлов следует отнести точение, сверление, фрезерование, протягивание, шлифование и другие (рис. 22.1).
Точение
Рис. 22.1. Некоторые виды обработки: а – продольное точение; б – сверление; в – фрезерование; г – строгание на…Сверление
В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки. Для сверления используются сверлильные и токарные станки. На сверлильных станках сверло совершает вращательное (главное) движение и продольное (движение подачи) вдоль оси…Протягивание
При протягивании используется сложный дорогостоящий инструмент – протяжка. За каждым формообразующим зубом вдоль протяжки изготавливается ряд зубьев… Протягиваниемобрабатывают внутренние и наружные поверхности при помощи… Процесс резания при протягивании осуществляется на протяжных станках при поступательном главном движении инструмента…Фрезерование
Главным движением при фрезеровании является вращение фрезы, а вспомогательным поступательное перемещение заготовки. Движение подачи может быть и… Среди других лезвийных инструментов фрезы выделяются наибольшим разнообразием.…Строгание
В зависимости от конструктивного исполнения различают поперечно- и продольно-строгальные станки. На поперечно-строгальном станке (рис. 22.1 г)… Схема обработки на продольно-строгальном станке (рис.22.1, д) характеризуется… Разновидностью строгания является долбление, которое характеризуется главным возвратно-поступательным движением…Обработка деталей абразивным инструментом
Шлифование
Абразивные зерна расположены беспорядочно. При вращательном движении в зоне контакта с заготовкой часть зерен срезает материал в виде очень большого… Процесс резания каждым зерном осуществляется мгновенно. Обработанная… Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью.Хонингование
Обработка происходит мелкозернистыми абразивными брусками, закрепленными в хонинговальной головке, конструкция которой позволяет раздвигать их для…Суперфиниширование
Поверхности обрабатывают абразивными брусками, установленными в специальной головке. Для суперфиниширования характерно колебательное движение… Суперфинишированием чаще обрабатывают наружные поверхности. С помощью этого метода обработки значительно уменьшается величина шероховатости поверхности, но практически не…Полирование
Этим способом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников) либо на декоративных элементах (облицовочные… Хорошие результаты дает полирование быстродвижущимися абразивными лентами… При этом одновременно протекают следующие процессы:Притирка
Глава 23. Электрофизические и электрохимические методы обработки ПОВЕРХНОСТЕЙ ЗАГОТОВОК. ВЫБОР СПОСОБА ОБРАБОТКИ
23.1. Сущность электрофизических и электрохимических методов обработки (ЭФЭХ)
Характеристика электрофизических и электрохимических методов обработки
ЭФЭХ методы предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов.
Они имеют следующие преимущества:
– отсутствует силовое воздействие инструмента на заготовку (или очень мало и не влияет на суммарную погрешность обработки);
– позволяют менять форму поверхности заготовки и влияют на состояние поверхностного слоя: наклеп обработанной поверхности не образуется, дефектный слой незначителен; повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхности;
– можно обрабатывать очень сложные наружные и внутренние поверхности заготовок.
ЭФЭХ методы обработки являются универсальными и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности.
К таким методам относятся:
1. электроэрозионные методы (электроискровая, электроимпульсная и электроконтактная);
2. электрохимические методы;
3. ультразвуковой и лучевые методы.
Электроэрозионные методы обработки
Основаны на явлении эрозии электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока.
Разряд между электродами происходит в газовой среде или при заполнении межэлектродного пространства диэлектрической жидкостью – керосин, минеральное масло.
При наличии разности потенциалов на электродах происходит ионизация межэлектродного пространства. При определенном значении разности потенциалов – образуется канал проводимости, по которому устремляется электроэнергия в виде импульсного искрового или дугового разряда.
На поверхности заготовки температура возрастает до 10000…12000 0C. Происходит мгновенное оплавление и испарение элементарного объема металла и на обрабатываемой поверхности образуется лунка.
При непрерывном подведении к электродам импульсного тока процесс эрозии продолжается до тех пор, пока не будет удален весь металл, находящийся между электродами на расстоянии, при котором возможен электрический пробой (0,01…0,05 мм) при заданном напряжении.
Для продолжения процесса необходимо сблизить электроды до указанного расстояния. Электроды сближаются автоматически с помощью следящих систем.
Электроискровая обработка ведется в ваннах с жидким диэлектриком, охлаждающим инструмент, заготовку и продукты их разрушения (рис.23.1). Постоянный зазор между инструментом и заготовкой обеспечивается следящей системой, обеспечивающей автоматическую подачу инструмента. Частота импульсов составляет 2-5 кГц.
При электроискровой обработке – используют импульсные искровые разряды между электродами (обрабатываемая заготовка (анод) – инструмент (катод)).
Электроискровой обработке целесообразно подвергать заготовки небольших размеров (штампы, фильеры, пресс-формы, фильтры, режущие инструменты и т.д.) из твердого сплава, тантала, вольфрама, молибдена, подобных по обрабатываемости токопроводящих материалов. Получают сквозные отверстия любой формы поперечного сечения, глухие отверстия и полости, отверстия с криволинейными осями, вырезают заготовки из листа, выполняют плоское, круглое и внутреннее шлифование. Изготовляют штампы и пресс-формы, фильеры, режущий инструмент.
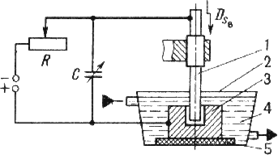
Рис. 23.1. Схема электроискрового станка:
1 – электрод-инструмент; 2 – ванна; 3 – заготовка-электрод; 4 – диэлектрическая жидкость; 5 – изолятор
Сравнительно низкая производительность процесса и большой износ электрод-инструментов (до 50% и более от объема снятого материала) ограничивает технологические возможности электроискровой обработки.
Электроискровую обработку применяют для упрочнения поверхностного слоя металла. На поверхность изделия наносят тонкий слой металла или композиционного материала. Подобные покрытия повышают твердость, износостойкость, жаростойкость, эрозионную стойкость.
Электроимпульсная обработка отличается от электроискровой полярностью электродов (инструмент подсоединяется к положительному полюсу и является анодом), большей длительностью импульсов при пониженной частоте их следования (0,4-3 кГц), низким напряжением пробоя и большой плотностью тока в момент дугового разряда. С этой целью используются мощные генераторы. Электроимпульсную обработку целесообразно применять при предварительной обработке штампов, турбинных лопаток, фасонных отверстий в детали из коррозионно-стойких и жаропрочных сплавов.
Большие мощности импульсов от электронных генераторов обеспечивают высокую производительность обработки.
Электроимпульсную обработку целесообразно применять при предварительной обработке штампов, турбинных лопаток, фасонных отверстий в детали из коррозионно-стойких и жаропрочных сплавов.
Электроконтактная обработка основана на локальном нагреве заготовки в месте контакта с электродом-инструментом и удалении размягченного или расплавленного металла из зоны обработки механическим способом: относительным движением заготовки или инструмента.
Источником теплоты служат импульсные дуговые разряды.
Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов (рис. 23.2). Этот метод применяют для зачистки отливок от заливов, отрезки литниковых систем, зачистки проката, шлифования коррозионных деталей из труднообрабатываемых сплавов.
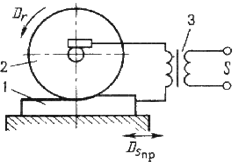
Рис. 23.2. Схема электроконтактной обработки плоской поверхности: 1 – обрабатываемая заготовка; 2 – инструмент-электрод; 3 – трансформатор
Электрохимическая обработка
Электрохимические методы обработки основаны на анодном растворении материала заготовки при электролизе (рис. 23.3). Сущность обработки заключается в следующем: деталь и инструмент подключаются к источнику постоянного тока и погружаются в электролит, в результате чего и происходит процесс анодного растворения металла с анода. Эти методы применяются при прошивании полостей и отверстий, для заточки режущего инструмента, полирования зубьев шестерни и др. Электрохимическая обработка позволяет обрабатывать электропроводные материалы любой твердости и вязкости. Отсутствует вредное влияние тепла на поверхность, достигается высокая чистота и точность. Используется для электрохимического полирования, прошивки отверстий, заточки инструмента.
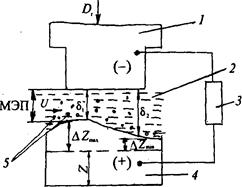
Рис.23.3. Условная схема электрохимической обработки: 1 — электрод-инструмент; 2 — электролит; 3— источник питания постоянного (периодического) тока; 4 — обрабатываемая заготовка (анод); 5 —шлам, который уносится движущимся электролитом со скоростью прокачки U; ΔZmax, ΔZmin - максимальное и минимальное значения припуска на обработку; δ1,δ2 – зазоры межэлектродного промежутка (МЭП).
Производительность этого способа зависит от электрохимических свойств электролита, обрабатываемого материала и плотности тока.
Ультразвуковая обработка
Рис. 23.4. Схема ультразвуковой обработки: 1 – ванна; 2 – суспензия; 3 -…Выбор способов обработки
Выбор конкретного способа обработки производят с помощью таблиц средней экономической точности различных способов обработки, публикуемых в… Параллельно с выбором метода обработки конкретной поверхности решаются вопросы… В условиях единичного и мелкосерийного производства часто используют проверочные базы. Положение заготовки на станке…ЗАКЛЮЧЕНИЕ
Металлы относятся к числу наиболее распространенных материалов, которые человек использует для обеспечения своих жизненных потребностей. В настоящее… Особую и важную среду применения материалов занимает автомобильная… Знание строения и свойств этих материалов, способов и технологий их получения и обработки, изготовления заготовок и…СПИСОК ЛИТЕРАТУРЫ
1. Беккерт М. Мир металла – М.: Мир, 2005, - 150 с
2. Материаловедение и технология металлов. Учебник под ред. Фетисова Г.П. – М.: Высшая школа, 2001, - 640 с
3. Материаловедение. Технология конструкционных материалов. Том 1 и 2, - Новосибирск, НГТУ, 2004, - 428 с
4. Технология конструкционных материалов. Учебно-методический комплекс. – Благовещенск, АГУ, 2007, - 146 с
– Конец работы –
Используемые теги: конструкционных, материалов0.049
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.165 сек.
Новости и инфо для студентов