рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Получение эффектов тиснения, лощения, серебристо-шелковистой отделки
Реферат Курсовая Конспект
Получение эффектов тиснения, лощения, серебристо-шелковистой отделки
Получение эффектов тиснения, лощения, серебристо-шелковистой отделки - раздел Образование, Лекция № 7 Готовые ткани и другие материалы проходят ряд складально-уборочных операций, после чего их направляют потребителю Придание Ткани Этих Эффектов Достигается При Использовании Специального Обору...
Придание ткани этих эффектов достигается при использовании специального оборудования — каландров, основными рабочими органами которых являются валы, один из них металлический, обогреваемый, а остальные эластичные, наборные. Обработка ткани на каландре (каландрование) относится к физико-механическим процессам.
Эффект, получаемый в результате каландрования, неустойчив к влажным обработкам. Для придания устойчивой отделки необходимо сочетать действие механических факторов с химической обработкой. Химическая обработка позволяет путем сшивок зафиксировать макромолекулы волокон в том положении, которое они заняли после пропускания материала через каландр. В соответствии с видом отделки используют каландры различных типов: отделочные (для разглаживания, уплотнения, улучшения грифа и придания умеренного блеска); фрикционные (для придания блеска различной интенсивности: от слабого до очень сильного — лощение); серебристые (для придания эффекта серебрения); тиснильные (для получения рельефных рисунков).
Технологический процесс получения устойчивых отделок обычно включает:
· пропитку ткани на плюсовке при температуре 25 — 30°С аппретирующим составом предконденсатов термореактивных смол (метазин, карбамол ЦЭМ) с добавками эмульсий термопластичных полимеров (полиэтиленовой, поливинилацетатной) и катализатора (хлористого магния), мочевины и др.;
· сушку на цепной сушильно-ширильной машине с опережением при температуре 80—110°С до требуемой остаточной влажности в зависимости от природы материала и вида отделки. В процессе сушки не должны происходить процессы смолообразования и сшивки;
· пропуск ткани через соответствующий каландр при заданных температурах обогреваемого вала и давлении в жале валов каландра;
· термическую обработку в термокамерах или термических аппаратах. Условия ее устанавливают в соответствии с типом использованного отделочного препарата и видом отделки. Обычно термообработка проводится при температуре 140 — 150°С в течение 3 — 5 мин. Лучшие условия термического воздействия создаются в камерах с инфракрасными излучателями УРТК, позволяющими быстро прогреть ткань по всей ее ширине и толщине. Это снижает возможность миграции препарата и способствует получению качественной отделки. При повышении температуры до 160 — 180°С продолжительность термообработки может быть сокращена до нескольких, секунд.
Серебристо-шелковистая отделка наиболее часто используется для сатинов, лощеная — для бязей, ситцев и др. Устойчивое тиснение способствует красивому оформлению миткаля, бязи и других хлопчатобумажных тканей, а также тканей из вискозного волокна,
Характеристика оборудования. В зависимости от вида отделки тканей из целлюлозных волокон используют различное оборудование.
Оборудование для аппретирования. Линия для аппретирования обычно включает машину для равномерного нанесения аппрета на ткань (плюсовка), агрегированную с машиной для сушки.
Аппрет можно наносить двумя способами — под ролик и в жало валов. При заправке под ролик (см. рис. 36, а, г) ткань погружают в аппрет, находящийся в ванне плюсовки, затем она огибает направляющие ролики. По выходе ее отжимают. Количество уносимого тканью раствора регулируется степенью прижима валов.
При заправке в жало (см. рис. 36, в) происходит нанесение аппрета на одну сторону ткани (обычно на изнаночную). Нижний вал плюсовки смачивается отделочным составом и наносит его на одну сторону ткани.
Агрегаты, состоящие из плюсовки и сушильно-барабанных машин, крахмально-нафтольно-сушильные линии (ЛНС) выпускают с рабочей шириной 1200, 1800, 2200 мм. В состав линии ЛНС-120-1 входят трехвальная плюсовка ПТ-120 с пневматическим прижимом валов и сушильно-барабанная машина СБМ-3/120 с тридцатью барабанами. Аппретированная на ЛНС ткань вытягивается по длине, усаживается по ширине; она жестка на ощупь и в ней возможен перекос уточных нитей. Для улучшения качества ткани после аппретирования ее подвергают комплексу физико-механических обработок на отдельных машинах или агрегатах из нескольких машин (увлажнение, ширение с исправлением перекосов уточных нитей, каландрование) и накатывают на ролики.
Для тканей из смесей волокон используются также игольчатые сушильно-ширильные (СШМ) и сушильно-ширильно-стабилизационные (СШСМ) машины, которые агрегированы с плюсовками.
Широкое применение полечили специальные отделочные агрегаты, в которых в одну линию объединены машины, выполняющие все операции от пропитки ткани аппретом до накатки ее в рулоны перед отправкой на контроль качества. Экономическая целесообразность агрегатов несомненна при массовом выпуске однотипных тканей. Такими агрегатами являются линии аппретурно-отделочные (ЛАО).
Они предназначены для аппретирования различными отделочными композициями на основе термопластичных полимеров и других соединений, правки перекосов уточных нитей, ширения, сушки, уплотнения структуры ткани и ее разглаживания на отделочном каландре, накатки в рулон. Линии успешно используют для отделки всех видов тканей из целлюлозных волокон.

Схема линии ЛАО-120-Б-2 для отделки мокроотжатых отбеленных тканей показана на рис. 51. Ткань после расправления на горизонтальном жгуторасправителе 1, или миновав его, поступает в мойную ванну 2 для предварительной промывки или смачивания, отжимается на отжимном устройстве 3 и поступает для пропитки аппретирующим составом в плюсовку 4. Наличие мойной машины с отжимом позволяет лучше промыть ткань и разгладить заломы. После плюсования ткань предварительно
 |
подсушивают на сушильно-барабанной машине 5, подвергают исправлению перекосов утка на установке правки утка 6 и высушивают на шестисекционной сушильно-ширильной машине 7 до определенной остаточной влажности. Далее ткань обрабатывают на отделочном каландре 8 и накатывают в рулон на накатной машине 9 или выбирают с помощью люлечного укладчика. Сушильно-ширильная машина снабжена механизмом опережения ввода ткани (до 20 %). Для отделки окрашенных или напечатанных тканей обычно используют линию ЛАО-120, в которой отсутствуют мойная ванна и отжимное устройство и ткань сразу подается в плюсовку для пропитки аппретом и далее проходит так, как указано для линии ЛАО-120-Б-2.
Рис. 52. Схема пропиточно-полимеризационной линии ЛПП – 120
Оборудование для малосминаемой и малоусадочной отделки. Тканям из целлюлозных волокон придают свойства малосминаемости и малоусадочности на линиях несминаемой отделки отечественных и ряда зарубежных фирм. В нашей стране созданы специализированные пропиточно-полимеризационные линии ЛПП и мойно-сушильные линии ЛМС, предназначенные для малосминаемой, малоусадочной, водоотталкивающей и других отделок хлопчатобумажных тканей, тканей из гидратцеллюлозных волокон и меланжевых, а также специальной отделки льняных; льнолавсановых и льновискозных тканей.
Схема линии ЛПП-120 показана на рис. 52. Ткань через раскатную машину 1 поступает на трехзальную плюсовку 2, где ее пропитывают аппретирующим составом предконденсатов термореактивных смол, отжимают и направляют на предварительную сушку на сушильной воздушно-роликовой машине 3 до 40—45 %-ной остаточной влажности. Затем ткань проходит через установку правки утка 4 и поступает на сушильно-ширильную машину 5, где приобретает необходимую ширину и высушивается до остаточной влажности 1,5 — 2%. Далее ткань подвергают действию горячего воздуха в машине для термической обработки 6 по заданному режиму и после охлаждения накатывают в ролик на накатной машине 7 или люлечным укладчиком 8 укладывают в тележку. В линиях ЛПП установлены плюсовки с горизонтальными малопрогибными отжимными валами, обеспечивающими равномерную степень отжима по всей ширине ткани.
В линии ЛМС-120 (рис. 53) промывка осуществляется следующим образом: ткань с раскатной машины 1 или с тележки поступает на отжим 2 и далее на промывку в четырех ваннах. В пропиточной ванне 3 она обрабатывается раствором синтетического моющего вещества (1 г/л) при температуре 40°С, в двух последующих ваннах 4 промывается водой (теплой и холодной) и в последней (пропиточной) ванне 3 может обрабатываться растворами различных веществ (оптическими отбеливателями, ДЦУ и др.). После выхода из последней ванны ткань отжимают, подсушивают на сушильно-барабанной машине 5 до остаточной влажности 30—40 % и подвергают окончательному ширению и сушке на сушильно-ширильной машине 6, пропускают через камеру для охлаждения 7 и накатывают в ролик 8 или укладчиком 9 укладывают в тележку.
 |
Рис. 53. Схема мойно-сушильной линии ЛМС-120
Линии ЛПП-120 и ЛМС-120 могут работать как независимо одна от другой, так и совместно. На них предусматривается автоматическое регулирование параметров (уровня аппретирующего состава в плюсовке, температуры в термокамере давления пара, поступающего в сушильные машины и др.). К недостаткам их можно отнести большие габаритные размеры: длина их соответственно 48,1 ми 39 м. Для уменьшения длины линии ЛПП-120 вместо машин для термической обработки ТО-120-3 (10,025 м) можно использовать малогабаритные универсальные радиационные термические камеры УРТК. Применение инфракрасных излучателей в процессах сушки и термообработки очень перспективно, поскольку дает возможность подводить к текстильному материалу значительные потоки тепла. Выпускаемые камеры УРТК хорошо встраиваются в линии ЛАО и др., а также используются в процессах придания устойчивого тиснения, серебрения, лощения.
 |
На рис. 54 показана схема камеры УРТК-120-4. В камеру ткань 1 поступает, будучи предварительно нагретой в сушильной машине до температуры более 100° С. По направляющим роликам 2 ткань подают в камеру, где она проходит между излучающими панелями 3, нагреваясь с двух сторон до температуры 160 —200° С, и выводят через щель. Контроль температуры осуществляется датчиком 4. Обработка при высокой температуре длится около 20 с.
Рис. 54. Схема универсальной радиационной камеры УРТК-120-4
Оборудование для физико-механической отделки тканей. Ширение тканей производится на цепных ширильных машинах ШЦ. Принцип их действия основан на захвате кромок ткани клуппами, установленными на двух бесконечных цепях, и растягивании полотна по ширине до стандартного размера. Перед ширением ткань увлажняют подпариванием для придания ей необходимой эластичности. Цепное поле делится на участки ввода, стабилизации и вывода ткани из цепей. На участке ввода вначале цепи сближены, а затем расходятся до нужной ширины, обеспечивая ширение ткани. На участке стабилизации цепи движутся параллельно для фиксации достигнутой ширины, а на участке вывода несколько сближаются для облегчения выпуска кромок из клуппов.
Диагональные перекосы уточных нитей исправляют путем изменения скорости движения одной из цепей в соответствии с командой специального аппарата правки утка АПУ.
Ткани из целлюлозных волокон, не прошедшие малоусадочной отделки химическими способами, в результате влажных обработок у потребителя усаживаются в большей степени по длине. Такую усадку можно значительно уменьшить с помощью ряда физико-механических способов. Основным их достоинством является сохранение прочностных показателей тканей.
Одним из способов снижения усадки является сушка и ширение ткани на цепных сушильно-ширильных и стабилизационных машинах при проведении процессов с опережением. Ткань подается на иглы в свободном состоянии, без натяжения по основе. В результате сушки происходит усадка ткани по длине.
При другом способе снижение усадки по основе достигается на специальных тканеусадочных машинах. Эти машины обычно включают в тканеусадочные линии ЛУ-120 или ЛУ-180 для механической усадки тканей.
 |
Схема линии ЛУ-180 приведена на рис. 55. Ткань через заправочное устройство 1 подают в увлажнительную камеру 2, в которой ее увлажняют с двух горячей водяной сторон пылью. Затем для быстрого и равномерного распределения нанесенной влаги ткань пропаривают на сушильном цилиндре 3, обогреваемом паром. Через роликовый компенсатор ткань поступает в короткую цепную ширильную машину 4, в тканеусадочную машину (ТУМ-180) 5 и затем через роликовый компенсатор 8 направляется в сушильный отделочный барабан (БО-180) 9. Высушенная и отделанная ткань укладывается в тележки люлечным укладчиком 12.
Рис. 55. Схема тканеусадочной линии ЛУ-180
Тканеусадочная машина ТУМ-180 (ТУМ-120) в качестве основных рабочих органов имеет бесконечный резиновый ремень 7, огибающий прижимной вал 14, натяжной вал 13 и обогреваемый паром усаживающий вал 6; последний плотно прижимается к резиновому ремню. Огибая прижимной вал, внешняя поверхность ремня растягивается и на эту растянутую поверхность накладывается ткань и прижимается. Пройдя жало валов, ремень и ткань изменяют кривизну движения (с выпуклой поверхности переходят на вогнутую, создаваемую валом 6). Деформация растяжения части ремня сменяется деформацией сжатия, а вместе с ремнем усаживается и прижатая к нему ткань. Усадка ткани будет тем больше, чем больше толщина ремня и степень его растяжения.
Сушильный отделочный барабан БО-180 (БО-120) также служит для некоторой усадки ткани по длине и для отделки, сообщая ей мягкий гриф, матовый оттенок, делая приятной на ощупь и более добротной. Основными рабочими органами являются барабан 9, бесконечное сукно 11 толщиной 6 — 8 мм и сушильные цилиндры 10 для сукна. Сукно огибает направляющий ролик, его "внешняя поверхность растягивается, и здесь происходит наложение ткани на растянутое сукно. Далее сукно и ткань поступают на сушильный барабан и огибают его. Кривизна движения изменяется, выпуклая поверхность сукна с тканью становится вогнутой и сжимается, способствуя усадке.
Основными рабочими органами отделочных каландров являются тяжелые валы, устанавливаемые обычно по вертикали один над другим. Наиболее распространены двух-, трех и четырехвальные каландры, но имеются каландры небольшим числом валов. Один из валов каландра — металлический — обогревается паром (до температуры поверхности 110 — 120°С), электричеством или газовыми горелками (до 150 — 200°С). Другие валы — наборные (эластичные) — изготовлены из прессованной шерстяной бумаги с содержанием 20 — 50 % шерсти.
На рис. 56 представлена схема трехвального отделочного каландра. На двух рамах 1 установлены три вала: металлический 3 и два наборных 2 и 4. Металлический гладкий вал 3 получает принудительное вращение посредствомцепной передачи от электродвигателя. Балы 2 и 4 вращаются за счет трения с металлическим валом. Прижим валов пневматический, давление достигает 1000 Н/пог. см.
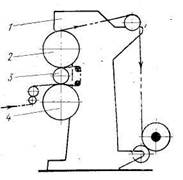 |
Рис. 56. Схема трехвального отделочного каландра
Для получения матовой отделки валы должны вращаться с одинаковой окружной скоростью, а ткань заправлена через два жала валов, лицом к металлическому горячему гладкому валу.
При получении глянцевой или лощеной отделок средний металлический вал и нижний эластичный кинематически связаны жесткой зубчатой передачей. При этом окружная скорость металлического вала на 20 — 50 % превышает скорость эластичного вала, т. е. валы работают с фрикцией. В таких фрикционных каландрах ткань, заправленная лицом к горячему валу, движется со скоростью эластичного вала, а верхний вал проскальзывает по поверхности, сообщая лицевой стороне ткани особый глянец.
Серебристые каландры могут быть двухвальными с металлическим валом, имеющим на поверхности специальную гравюру из тончайших параллельных штрихов (50 — 200 на 1 см). Штрихи располагаются под определенным, небольшим углом (7 — 26,5 °) к оси вала так, чтобы штриховая гравировка лучше перекрывала структуру переплетения ткани. Штрихи оставляют на ткани отпечатки незаметных для глаз полосок, которые изменяют отражение света от ее поверхности. За счет этого создается впечатление серебристо-шелковистого блеска. Окружные скорости обоих валов устанавливаются одинаковыми.
Тиснение или гофрирование ткани также может выполняться на двухвальных каландрах, но металлический вал должен иметь рельефную, выпуклую гравюру. На эластичном валу выполняется такая же гравюра зеркального изображения, но углубленная. Пропуск ткани через каландр с таким комплектом валов позволяет получить рельефное тиснение. Одностороннее и плоское тиснение достигается в том случае, если гравированным является только металлический вал, а эластичный вал гравировки не имеет.
Как уже указывалось, устойчивые эффекты могут быть достигнуты только при совместном использовании аппретирования предконденсатами термореактивных смол и физико-механических воздействий — каландрования и термообработки. Для проведения последних двух процессов по непрерывной схеме созданы линии каландрования и термообработки ЛКТ, включающие отделочный или серебристый каландр, камеру УРТК и охладительную камеру.
– Конец работы –
Эта тема принадлежит разделу:
Лекция № 7 Готовые ткани и другие материалы проходят ряд складально-уборочных операций, после чего их направляют потребителю
ЗАКЛЮЧИТЕЛЬНАЯ ОТДЕЛКА... Общие сведения... Под заключительной отделкой подразу мевают совокупность технологических операций осуществляемых с целью улучшения...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Получение эффектов тиснения, лощения, серебристо-шелковистой отделки
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.018 сек.
Новости и инфо для студентов