Виды ценовой стратегии
-Стратегия высоких цен или снятия сливок - продажа товара первоначально по ценам, значительно выше цен производства, а затем постепенное их снижение. Характерна для продажи товаров-новинок, защищенных патентами на стадии внедрения, когда фирма выпускает вначале дорогой вариант товара, а затем начинает привлекать все новые сегменты рынка, предлагая покупателям все более простые и дешевые варианты этого товара.
-Стратегия низких цен или проникновения на рынок - заключается в первоначальной продаже товаров, не имеющих патентной защиты, по низким ценам с целью завоевать существенную рыночную долю. Фирма добивается успеха на рынке, вытесняет конкурентов, занимает существенную долю на стадии роста, затем повышает цены на свои товары.
-Стратегия дифференцированных цен - активно применяется в торговой практике компаний, которые устанавливают определенную шкалу возможных скидок и надбавок к среднему уровню цен для различных рынков, их сегментов и покупателей: с учетом разновидностей покупателей, расположения рынка и его характеристик, времени покупки, вариантов товаров и их модификаций.
Разновидностями данной стратегии являются:
стратегия льготных цен - льготные цены устанавливаются на товары и для покупателей, в которых фирма заинтересована. Кроме того политика льготных цен может проводиться как временная мера стимулирования продаж.
Стратегия дискриминационных цен - дискриминационные цены используются по отношению к определенным сегментам рынка и устанавливаются на самом высоком уровне, используемом для продажи данного товара. Применяются по отношению к некомпетентным, не ориентирующимся в рыночной ситуации покупателям, к проявляющим крайнюю заинтересованность в товаре, нежелательным для фирмы покупателям.
-Стратегия единых цен - установление единой цены для всех потребителей. Эта стратегия укрепляет доверие потребителей, легко применима, делает возможными продажи по каталогам, посылочную торговлю.
-Стратегия гибких эластичных цен - изменение уровня продажных цен в зависимости от возможности покупателя торговаться.
-Стратегия престижных цен - продажа товаров по высоким ценам на сегментах рынка, обращающих особое внимание на качество, товарную марку и фактор престижности.
-Стратегия тесного увязывания цен с качеством товара - установление цены на уровне, соответствующем качеству товара. (Пример расчета цен)
1. Производство в структуре функциональной деятельности промышленного субъекта: классификация и содержание процессов.
Вып-е корпоративной миссии пр-я и достиж-е целей пр-я преполагает осущ-е им опр.совок-ти видов деят-ти – основных функций пр-я. Такими функциями являются: марк-г, сбыт (продажа), обеспеч-е (фин.,кадров.,МТО), собственно пр-во, упр-е (менедж-т). Пр-во – это функц.деят-ть пр-я по соед-ю мат.-технич-х рес-ов и рес-ов жив.труда в процессе превращ-я предметов труда в продукт труда (прод-ю пр-я). Пр-во как функция пр-я хар-на для пром.пр-ва. Создаём матер-й носитель цен-ти.
Пр-во как центр.функ-я произв-го пр-я опр-ся процессами формир-я вещественного воплощения предмета пр-ва (прод-и, услуги) – предмета (товара-ценности) послед.комм.деят-ти (сбыта), обсуловливающими его экон.содерж-е (ст-ть, потреб.ст-ть), и формир-я его физ.состоя-я (в пр-ве и во t), опр-го дальнейш.стр-ру, содерж-е и напр-ть технологич-х функ-й комм.деят-ти (сбыта) произ-го пр-я. При этом веществ-ой основой производимой прод-и явл-ся матер-ая основа, а услуги – трудовая основа.
Произ-я деят-ть отлич-ся от коммерч-ой, т.к. в её основе лежит технологич-ая природа.
Производственный процесс — это совокупность действий работников и орудий труда, в результате которых сырьё, материалы, полуфабрикаты и комплектующие изделия, поступающие на предприятие, превращаются в готовую продукцию или услугу в заданном количестве, качестве и ассортименте в определённые сроки. Производственный процесс состоит из основных, вспомогательных и обслуживающих процессов.
Классиф-я:По роли:
· Основные опер-и и процессы – связаны непоср-но с пр-вом прод-и (изменения геометрических форм, размеров и физико-химических свойств продукции).
· Вспомогат. – те процессы, кот-е обеспеч-ют бесперебойное протекание основных процессов (изготовление и ремонт инструментов и оснастки; ремонт оборудования; обеспечение всеми видами энергий).
· Обслуживающие – связанные с обслуживанием как основных, так и вспомогательных процессов и не создающие продукцию (хранение, транспортировка, технический контроль и т. д.).
Место в технологич.стадии пр-ва:
· Заготов.стадия – процесс получ-я заготовок, в рез-те обработки резкой, ковкой, штамповкой и пр. (литьё, прессование).
· Обработка – достиж-е нужных размеров и пр., соответств.нормативам (хим.обработка,термообраб.).
· Сборка – испыт-я, консервация,упак-ка.
Стр-ра процесса:Простые – сост.из ряда опер-й
· Сложные – неск-ко прост.процессов
Отнош-е к труду:
· Трудовые
· Естеств. – приводят к изм-ю св-в и состава предмета труда, но протек.без уч-я чел-ка (остыв-е,сушка)
По хар-ру протек-я во t:
· Дискретные (прерыв.)
· Непрерывные
· Импульсные
2. Организация производства (производственных процессов) промышленного субъекта: принципы, формы, методы, типы.
Организация производства – рациональное сочетание процесса живого труда с материальными элементами производства в целях выполнения хоз-ых планов с наилучшими кач-ми и колич-ми характеристиками при наиб. эфф-ом исп-и труд-х, мат-х и фин-х рес-ов.
Принципы орг-и пр-ва: Принцип-основополаг.треб-я и усл-я сочет-я в пр-ве и во t составляющих произв.процесса.
1. Непрер-ть – максим. сокращ-е перерывов м/у опер-ями и процессами. Бесперебойный процесс работы обор-я и рабочих. Коэфф-т непрер-ти = отнош-е производит.технологич. t к общ.t процесса изгот-я. Коэф-т непрер-ти стремится к 1.
2. Ритмичность – повторяем-ть опр. процессов по изг-ю прод-и ч/з строго установл. периоды t (выпуск в равные промеж-ки t равного кол-ва изд-й). Коэфф-т ритмич-ти = 1-(откл-е плана от факта/план).
3. Прямоточность – необратим-ть движ-я. Располож-е рабочих мест и струк-ых подраздел-й в посл-ти отд. опер-й составляющих произв-го процесса (универсам).
4. Параллель-ть – совмещение во t отд. опер-й (экономия t). Коэф-т парал-ти = соотнош-е трудоёмкости паралл-но выполняемых работ к общ. длит-ти произв.цикла. Коэф-т парал-ти стремится к 1.
5. Пропорцион-ть – обеспеч-е выровнен. произв-ти раб. мест по всем опер-ям и частн. составляющим всего процесса (равная произ-ть в ед-цу t взаимосвяз. стр. подраздел-й предпр-я).
Формы орг-и пр-ва: Форма орг-ии пр-ва – способ функц-я и сочет-я в пр-ве и во t эл-тов произв.процесса.
1. Концентрация – сосредоточ-е ср-в пр-ва, раб.силы на крупн.предпр-ях в целях роста пр-ва однор.прод-и.
2. Специализ-я – выдел-е особого специализ-го вида пр-ва, созд-е соответ-ей произв-ой стр-ры; сосредоточ-е деят-ти на этих процессах. Специализ-я бывает предметная (обособл-е пр-ва продуктов опр. отрасли хоз-ва), подетальная/поузловая (пр-во отд.деталей или узлов ГП) и технологическая (1 или неск.фаз пр-ва ГП).
3. Кооперация – установл-е хоз.связей на основе разн.специализ-и. Бывает внутрифирм. и межфирмен.
4. Комбинирование – пр-во из ГП либо на основе отходов предыд.передела/др.переделов (соед-е разн. типов пр-ва на 1 предпр-и).
Методы орг-и: Методы орг-ии пр-ва – сов-ть приемов и опер-й изг-я прод-и/оказ-я услуг, выполняемых при опр.сочет-и эл-тов произв.процесса (ср-ва труда, предметы труда, раб.сила).
1. Поточный – ритмич-ая повторяем-ть согласов-х во t опер-й, вып-х на специализир.раб. местах, располож-х по ходу технологич.процесса.
2. Партионный – периодич-ое изг-е огранич-ой ном-ры изд-й опред-ми объёмами/партиями – партиями запуска/выпуска.
3. Единичный – изг-е изд-й в единичн.экземплярах широкой ном-ры (не повтор. или повтор. ч/з неопред.интервал t).
Тип орг-и пр-ва - категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объёма выпуска изделий.
Пок-ли для отнесения пр-ва к опр.типу:
· Массовости – отнош-е трудоемк-ти вып-я опер-и к такту запуска-выпуска. Хар-ет расчётное число мест, необходимых д/вып-я какой-л. опер-и.
· Закрепл-я опер-й – отнош-е числа всех различных опер-й к числу раб.мест в стр-ре. Хаар-ет степень постоянства занятости раб.места 1 операцией или частоту смены опер-й на 1 раб.месте.
Типы:
1. Массовый – пост.повторяем-ть одних и тех же работ на раб.месте в опр.период t; непрерывн.движ-е предмета в произв-ом процессе. Специализир-ое обор-е, располож-ое строго по ходу технологич-го процесса. Технология – операционная, точно нормируемая. Орг-я поточных линий; оснастка – специальная. Операц.персонал низк.квалиф-и.
2. Серийный (крупносер.,среднесер.,мелкосер.) – регулярн.повторяем-ть одних и тех же работ на раб.месте; на кажд.раб. месте > 1 опер-и. Оборуд-е – специализир-ое в напр-и универс-ти, расположено по предметн.технологич.однород-ти в группах. Дискретн.движение предметов труда. Технология – маршрутно-операционная. Обраб-ка и сборка изд-й прдполагает наличие многопредм.поточных линий. Оснастка – специализированная. Квалиф-я рабочих более универс-ая и выс.
3. Единичный – нерегул.повторяем-ть работ на раб.местах или неповторяем-ть. Дискретн.движ-е предметов труда. Обор-е – универс-ое. Технология – маршрутная. Нормативы – укрупнённые. Оснастка – универс-ая и переналаживаемая. Персонал – высокая и универс-ая квалиф-я. Опытное пр-во – подвид единич-го; когда пр-во изд-й затем передаётся в серийное или массов.пр-во.
3. Производственный цикл: структура и длительность.
Произв.цикл – отн-но самост-я часть произв.процесса или весь процесс, связ-й с изгот-ем изд-я или его компонентов (прост.произв.цикл – цикл изг-я детали; сложн.произв.цикл – цикл изг-я изделия).
Длит-ть произв.цикла – календ.период от запуска самой I компоненты изд-я до выхода ГП.
Стр-ра: произв.цикл состоит из t пр-ва и t перерывов.
Время пр-ва:
1. t рабочего технологич.цикла (t тех):
· подгот.-заключит.t (время наладки/переналадки раб.места) t пз. Затрач-ся 1 раз на всю партию деталей, обраб-х на 1 раб.месте за смену и не зависит от числа дет. в партии.
· t естеств.процессов (без уч-я труда; ест.сушка, отстой взвесей в жидкостях и т.д.) t ест.
· Штучн.t (время вып-я опер-и) t шт
2. t вспом.цикла (t всп.):
· t транспортировки (t тр)
· t контр.опер-й (t к)
· t склад.опер-й (t скл.)
Время перерывов:
1. t режимное (t реж) – обусловл.режимом труда
2. t межоперацион.пролежив-я:
· t ожидания (t ож) – пролеживания, выжидания освобожд-я раб.места
· t комплектации и залёжив-я на складах (t кс).
t всп.+ t пролеж-я = межоперац.t
t пз + t шт = Штучно-калькуляцион.t
Различают производственный цикл простого процесса (сост.из ряда опер-й, в основе операц.t) – цикл изготовления детали или заготовок сложного процесса (неск-ко координир.во t прост.процессов, в основе-цикловое t) - цикл изготовления изделия или сборочной единицы. Методики определения длительности производственного цикла для этих двух случаев разные. При простом процессе длительность производственного цикла складывается из операционного цикла и суммарного времени межоперационных перерывов: Тц = Тоц + Тмо. Операционный цикл выражается технологическим временем на партию предметов:
 где: n - количество предметов в партии; K0 - число операций обработки по техпроцессу; tj - штучно-калькуляционное (операционное) время на j-ю операцию. Суммарное время межоперационных перерывов определяется по формуле:
где: n - количество предметов в партии; K0 - число операций обработки по техпроцессу; tj - штучно-калькуляционное (операционное) время на j-ю операцию. Суммарное время межоперационных перерывов определяется по формуле:
 где tмоj - норматив неперекрываемого межоперационного времени. Таким образом, для партии предметов длительность производственного цикла выразится формулой (длит-ть цикла прост.процесса):
где tмоj - норматив неперекрываемого межоперационного времени. Таким образом, для партии предметов длительность производственного цикла выразится формулой (длит-ть цикла прост.процесса):
Длит-ть цикла сложн.процесса: i=1,2…Кпр(кол-во простых)

4. Организация производственных процессов во времени: виды организации движения материальных потоков, длительность производственного цикла.
Возможны три вида движения партии деталей по операциям процесса: последовательный, параллельный и параллельно-последовательный.
Пусть n-кол-во предметов в партии; j-число опер-й; tшк-операционное время; Sj-число раб.мест на опер-и; tмо-межопер.время.1. Послед.вид движения. Партия из n деталей целиком передается на последующую операцию после окончания ее обработки на предыдущей операции. Для производственного процесса, состоящего из K0 операций, длительность производственного цикла определяется суммой однооперационных циклов.
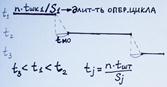

2. Параллельн.движ-е. Передача предметов с предыдущей операции на последующую осуществляется поштучно или частичными транспортными партиями p, кратными целой партии n. Усл-е: t1/S1=t2/S2=t3/S3=a – такт потока.
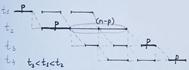

На графике выдел-ся наиб.потрудоемк-ти опер-я, называемая главной (t2).Длит-ть цикла склад-ся из 3 зон: 1) p предметов на опер-ях, предшеств.главной; 2) всей партии n на главной; 3) p предметов на опер-ях, следующих за главн.
Tц=p*t1+n*t2+p*t3+p*t4 (+tест+tмо)
3. Параллельно-последоват. На кажд.опер-и вся партия n обрабат-ся непрерывно, как и при послед.виде движ-я, но на след.опер-ю перед-ся частично передаточн.партиями размера p (как при параллельн.движ-и). Происходит частичное совмещение времени выполнения смежных операционных циклов. Длительность технологического цикла будет соответственно меньше, чем при последовательном виде движения, на величину совмещения операционных циклов τ. Кол-во смежных опер-й на одну меньше, чем общ.число опер-й.

| Сфера оценки | Вид движ-я | ||
| Послед. | Параллельн. | Парал.-послед. | |
| 1) Преим-ва | -отсут-е перерывов в изгот-и партии на кажд.опер-и; макс.загрузка раб.мест -управляемость,простота орг-ии | -миним.длит-ть произв.цикла -непрер-ть обраб-ки и движ-я одной передаточн.партии | -отсут-е перер.в изгот-и партии на кажд.опер-и;макс.загрузка раб.мест -коцентрир.перерывы, что даёт возм-ть доп.загрузки обор-я |
| 2) Недостатки | -больш.длит-ть произв.цикла -больш.время пролеж-я (макс.V НЗП) | -перерывы в загрузке отд.раб.мест(простои обор-я и рабочих) -трудность соблюд-я усл-й синхрониз-и движ-я в соот-и с тактом потока (если трудно-создаются запасы) | -частичн.совмещ-е отд.опер-й -трудно спланир-ть и рассчитать |
| 3) Обл-ть примен-я | -мелкосер.пр-во с больш.ном-рой -единичн.пр-во | -массов.и курпносер.пр-во -поточн.пр-во и непрерывно-поточн.линия | Крупносер.пр-во с больш.числом трудоемк.опер-й и многопредметн.переменно-поточн.линии |