СНАРЯЖЕНИЕ И СБОРКА ИЗДЕЛИЙ
При снаряжении и сборке изделий выполняются следующие операции:
а) подготовка деталей и узлов к снаряжению;
б) сборка деталей и узлов;
в) окончательная отделка изделий (окраска, лакировка, маркировка);
г) проверка качества собранной продукции;
д) укупорка.
Подготовка деталей и узлов к снаряжению. Корпуса, детали и другие элементы пиротехнических изделий, скомплектованные в партии, привозятся в сборочные мастерские. При удалении предохранительной смазки детали обрабатывают растворами щелочей или органическими растворителями. Необходимо также удалить ржавчину с деталей.
Сборку изделий производят в специальных мастерских на конвейерах или на-отдельных столах (при выпуске изделий малой серией). Во всех сборочных мастерских имеются кабины, изолированные от общего сборочного зала, в которых выполняются пожаро- и взрывоопасные сборочные операции (например, насыпка пороха в мешочек вышибного заряда, проверка у электровоспламенителей величины сопротивления и целостности мостика и т. д.).
Сборка изделий включает такие операции, как вставку звездок, замедлителей, парашютов, прокладок, пыжей и других деталей, их досылку, а также насыпку запрессованных пиротехнических таблеток в корпуса изделий.
Значительная часть этих операций выполняется с применением специальных станков и приспособлений (капсюлировочные полуавтоматы, масляные прессы для вставки пыжей и прокладок, винтовые прессы для досылки парашютов, закаточные станки и др.).
При сборке изделий, выпускаемых в больших количествах, применяются полуавтоматические линии.
Для контроля геометрических размеров и веса элементов, поступающих на сборку, за последние годы нашли применение различного рода автоматы, значительно повышающие производительность труда и .качество выпускаемой продукции.
Некоторые изделия укупориваются в металлические банки, закатка которых производится на станках, используемых в консервной промышленности.
Часть мелких пиротехнических изделий укупоривается в полиэтиленовые чехлы, сварка и проверка на герметичность которых осуществляется с помощью специальных приспособлений и станков.
Изготовление корпусных деталей, бумажных оболочек и укупорки. Часть корпусных деталей изготовляется непосредственно на пиротехнических предприятиях. Транспортировка со стороны оболочек и корпусов, занимающих большой объем при малом весе, нерациональна. В связи с этим на пиротехнических заводах эксплуатируется значительное количество оборудования для вытяжки металлических оболочек, сварки, гальванических покрытий, окраски и прессования пластмассовых деталей (которые находят широкое применение в пиротехнических изделиях).
В пиротехнических изделиях при их сборке применяются различного рода прокладки из бумаги, картона, полиэтилена, алюминиевой фольги, скатанные на .клею 'бумажные оболочки обтюраторы и т. д. Широкое применение находит бумага (и изделия из нее) для изготовления элементов укупорки. Все это изготовляется на пиротехнических предприятиях в картонажных мастерских.
При изготовлении больших количеств бумажных трубок на клею применяют автоматы для катки трубок типа АВТ завода «Полиграфмаш». В случаях, когда необходимо получить бумажные трубки повышенной точности по наружному диаметру, их калибруют (проталкивая тем или иным способам сквозь стальное калиброванное кольцо). Часть трубок пропитывают парафином в специальных установках.
ПРИЛОЖЕНИЯ
Приложение 1
Теплота образования оксидов, фторидов, хлоридов и сульфидов некоторых элементов
| Теплота образования, ккал | ||||||||||
| Элемент | Соединение | Молекулярный вес | на г-моль | на 1 г | на 1 г | яа г-атом | ||||
| соединения | элемента | соединения | соеди-нения | |||||||
| Q | Qt | Qz | Оз | |||||||
| Li2O | 10,4 | 4,8 | ||||||||
| Li | LiF | 20,8 | 5,5 | |||||||
| LiCI | 13,7 | 2,3 | ||||||||
| Li2S | 8,0 | 2,4 | ||||||||
| BeO | 15,8 | 5,7 | ||||||||
| Rp | BeF2 | 26,7 | 5,1 | |||||||
| 13С | BeCl2 | 13,6 | 1,5 | |||||||
| BeS | 6,2 | 1,4 | ||||||||
| MgO | 144' | 5,9 | 3,6 | |||||||
| Mg | MgF2 MgCl2 | 10,9 6,4 | 4,2 1,6 | |||||||
| MgS | 3,5 | 1,5 | ||||||||
| Al2O3 | 7,4 | 3,9 | ||||||||
| A) | А1Рз | 12,1 | 3,9 | |||||||
| -rt. 1 | AlCl3 | - 167 | 6,2 | 1,2 | ||||||
| AI2S3 | 2,6 | 0,9 | ||||||||
| CaO | 3,8 | 2,7 | ||||||||
| Са | CaF2 | 7,2 | 3,7 | |||||||
| CaCI2 | 4-,7 | 1,7 | ||||||||
| CaS | 2,9 | 1,6 | ||||||||
| TiO2 | 4,7 | 2,8 | ||||||||
| Ti | TiF4 TiC4 | 8,2 4,1 | 3,2 1,0 | |||||||
| TiS2 | (80) | (1,7) | (0,7) | (27) | ||||||
| ZrO2 | 2,9 | 2,1 | ||||||||
| Zr | ZrF4 | 4,9 | 2,7 | |||||||
| ZrCl4 | 2,3 | 1,0 | ||||||||
| ZrS2 | (148) | (1,6) | (1,0) | (49) | ||||||
Продолжение
| Элемент | Соединение | Молекулярный вес | Теплота образования, ккал | |||||||
| на г-моль соединения Q | на 1 г элемента Qi | на 1 г соединения Q, | на г-атом соединения <?> | |||||||
| РЬО | 0,3 | 0,2 | ||||||||
| Pb | РbF2 PbCI2 | 245 278 | 160 86 | 0,8 0,4 | 0,6 0,3 | 53 29 | ||||
| PbS | 0,1 | 0,1 | ||||||||
| HgO | 0,1 | 0,1 | ||||||||
| Hg | HgF2 HgCl2 | (100) 54 | (0,5) 0,3 | (0,4) 0,2 | (33) 18 | |||||
| HgS | 0,7 | 0,07 | ||||||||
| Приме вычислением | e ч a v и е. В ско Данные для PFa | бки постав и РгЗз заи | лены данн мствованы и | ые, получе з работы [1 | нные приб 46]; 1 ккал= | лиж'енным 4,186кДж. | ||||
Приложение 2
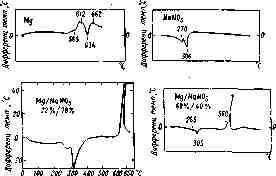
Кривые дифференциально-термического анализа (ДТА) для магния, нитрата натрия и их смесей (22/78 и 60/40)
Приложение 3
Теплотагорения двойных смесейс нитратами
| Окислитель | LiNОз | NaNO3 | NaNO3 | KNO3 | |||||||||||
| Продукт его разложения | Li20 | Na2O | Na | K2O | |||||||||||
| Горючее | Продукт сгорания | ккал/г | ккал/см2 | ккал/г | ккал/см2 | ккал/г | Еккал/см2 | ккал/г | ккал/см2 | ||||||
| Be | ВеО | 3,7 | 7,8 | 2,9 | 6,1 | 2,8 | 5,8 | 2,3 | 5,2 | ||||||
| А1 | Аl20з | 2,5 | 6,3 | 2,1 | 5,1 | 2,1 | 5,0 | 1,8 | 4,0 | ||||||
| Mg | MgO | 2,4 | 4,9 | 2,1 | 4,1 | 2,0 | 4,0" | 1,8 | 3,4 | ||||||
| Zr | ZrO2 | 1,5 | 6,0 | 1,4 | 4,7 | 1,3 | 4,7 | 1,2 | 3,8 | ||||||
| В | В203 | 2,4 | 5,7 | 1,9 | 4,2 | — | 1,5 | 3,2 | |||||||