Шкалы и шильдики из латуни
Красивый декоративный вид имеют шкалы и шильдики, изготовленные из полированной латуни.
Ввиду того что травление латуни производится кислотами (см. пункт «Травление меди и ее сплавов»), защитной пленкой (для рисунка) должны служить кислотоупорные лаки.
Поэтому в данном случае лучше всего пользоваться методом шелкографии (описанным выше), применяя асфальтовый, асфальтобитумный и другие кислотоупорные лаки повышенной вязкости.
§ 22. ИЗГОТОВЛЕНИЕ ШАССИ
Рассмотрим метод, пользуясь которым можно изготовить красивое и прочное шасси из алюминия или мягких сортов дюралюминия, применяя несложный инструмент.
На рис. 18 дана раскройка шасси из алюминия или мягких сортов железа.
Применяя молоток и тиски, раскройка изгибается по пунктирным линиям и затем крышка / приклепывается алюминиевыми заклепками к боковинкам 2. Края боковинок склепываются внахлестку; расположение заклепок видно на рисунке.
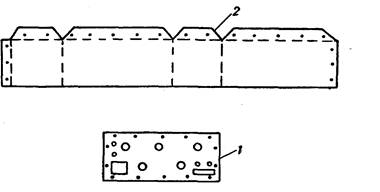
Рис. 18. Раскройка шасси:
/ — крышка; 2 — боковинки
Необходимо отметить, что изгибание буртика у боковинки нужно производить в два приема: сначала бур-тик изгибается по всей длине на 30—40°, а затем на все 90°, при этом углы получаются более точными.
После склепывания шасси края крышки нужно опилить напильником.
Поверхность шасси просветляют горячим раствором щелочи.
Со временем электрический контакт между крышкой и боковинкой нарушается (а на боковинке и на крышке могут быть расположены точки заземления). Для устранения этого недостатка стык между боковинкой и крышкой спаивается в нескольких местах (пайка алюминия и его сплавов была описана ранее).
§ 23. ЛИСТОВАЯ ШТАМПОВКА
Листовая штамповка не требует громоздкой и дорогостоящей аппаратуры и приспособлений, но позволяет сравнительно просто получать детали высокого качества.
»• 131
Наиболее целесообразно Применение листовой штамповки в радиоклубах и радиокружках.
Процесс листовой штамповки не нов, им давно уже пользуются радиолюбители при изготовлении небольших однотипных деталей.
На рис. 19 показаны пуансон /, матрица 2 для вырубки роторных пластин малогабаритного конденсатора переменной емкости и штамп в сборе 3.

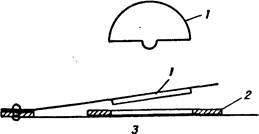
Рис. 19. Листовая штамповка:
/—пуансон; 2—матрица; 3 — штамп в сборе
Пуансоны и матрицы изготовляются из листовой стали повышенного качества (У8А, хромовомарганце-вых и др.), однако если нужно сделать немного деталей (20—30 шт.), то пуансоны и матрицы можно изготовлять из малоуглеродистых сталей.
Точность изготовления деталей штампа (пуансона и матрицы) должна быть высокой, для этого зазоры между пуансоном и матрицей делаются минимально возможными. В результате детали получатся точными и не потребуют дальнейшей обработки.
В табл. 30 приведены допустимые величины зазоров при вырубке деталей из тех или иных металлов.