Покрытия меди и ее сплавов
Как уже было сказано, на поверхность меди и ее сплавов можно наносить разнообразные антикоррозийные и декоративные пленки (металлические и неметаллические), а также покрытия, которые предохраняют медные детали, работающие в подвижных сочленениях, от преждевременного истирания.
Хромирование. Хромовые покрытия, кроме высоких декоративных качеств, стойки в химическом отношении и обладают большой механической прочностью. Поэтому часто хромируют трущиеся детали, что значительна увеличивает их долговечность.
Детали, предназначенные для хромирования, тщательно зачищают шкуркой, а если необходима блестящая поверхность, то полируют до зеркального блеска,
Примечание. Хорошо очищает медь и ее сплавы кашица и;
мелкой поваренной соли с уксусом.
• После зачистки деталь обезжиривают одним из со-стявов:
| Температура смеси 90° С, время обезжиривания 1 час. |
,-я смесь: известь гашеная — 35 г/л;
едкий калий — 10 г/л;
жидкое стекло — 3 г/л.
| 2-я смесь:едкий натр (калий) — 75 г/л; жидкое стекло — 20 г/л. 3-я смесь: известь свежегашеная — 350 г/л. |
| Температура смеси 90° С, время обезжиривания 1 час, |
Третьей смесью деталь тщательно протирают несколько раз.
За обезжириванием следуют промывка в теплой
воде и декапирование в течение 1 мин в 5% растворе серной кислоты. Для этого готовят электролитическую ванну (в эмалированной или стеклянной посуде) следующего состава:
хромовый ангидрид — 400 г/л;
серная кислота (концентрированная) — 4 г/л.
Температура раствора в ванне должна поддерживаться около 60° С.
Анодом (+) в ванне служат несколько свинцовых
пластин (не менее двух), расположенных вокруг хроми
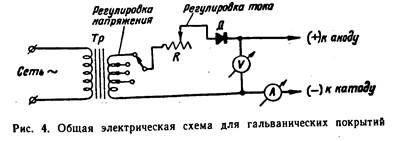
руемой детали. Общая площадь сторон пластин, обращенных к детали, должна быть в 1,5—2 раза больше площади поверхности детали. Деталь служит катодом (—), при этом катодная плотность тока должна быть 8—10 а на каждый квадратный дециметр хромируемой поверхности при напряжении источника постоянного тока 6—9 в (рис, 4). Скорость нарастания слоя хрома 5 мк/час.
По окончаний хромирований Деталь извлекают из электролитической ванны, тщательно промывают водой и протирают сухой ветошью. При необходимости деталь
дополнительно полируют.
Никелирование. Покрытие медных, латунных и бронзовых деталей никелем создает на поверхности детали красивую, блестящую пленку, служащую одновременно
и антикоррозийным покрытием.
Химическое никелирование дает плотную блестящую пленку. Эта пленка^более устойчива ко всем видам воздействия, чем полученная электролитическим никелированием.
Химическое никелирование не требует сложного оборудования и особых затрат на материалы.
Деталь зачищают и, если надо, полируют. Затем обезжиривают в одной из смесей, применяемых при хромировании. Декапирования при этом производить не
нужно.
После этого готовят раствор для никелирования. В эмалированную посуду наливают произвольное количество 10% растворахлористого цинка («паяльная кислота») и к нему добавляют сернокислый никель до тех пор, пока весь раствор не станет густого зеленого цвета. Полученный раствор нагревают до кипения и в него опускают деталь. В кипящем растворе деталь должна находиться 1—2 час (при этом толщина слоя никеля на детали будет около 5—10 лмс), затем деталь переносят в меловую воду (10—15 г мела на стакан воды) нелегка протирают ветошью. После этого деталь промывают и протирают насухо.
Примечания: 1. Раствор можно использовать еще раз, но хранить его нужно в плотно закупоренной посуде (срок хранения
до 6 месяцев).
2. Никель хорошо ложится и внутри трубок при принудительной
подаче раствора внутрь трубки.
Серебрение. Есть несколько способов серебрения меди и ее сплавов.
Рассмотрим три из них.
1-й способ. Несколько листов матовой фотобумаги «Унибром» разрезают на куски и опускают в раствор фиксажной соли (соль разводят в объеме воды, указанном на упаковке).
Зачищенную и обезжиренную деталь помещают в этот раствор и натирают эмульсионным слоем бумаги до тех пор, пока на поверхности детали не образуется плотный слой серебра. После промывки в теплой воде деталь протирают сухой ветошью.
2-й способ. В 300 мл отработанного фиксажа (оставшегося после печатания фотографий") добавляют 1—2 мл нашатырного спирта и 2—3 каплиформалина(раствор хранить и работать с ним только в темноте).
Зачищенную и обезжиренную деталь поместить в раствор на 0,5—1,5 час, промыть в теплой воде, высушить и протереть мягкой ветошью.
3-й способ. Приготовить пасту: в 300 мл воды растворить 2 газотнокислого серебра (ляписа). К раствору подливать 10% раствор поваренной соли до тех пор, пока не прекратится выпадение осадка хлористого серебра. Этот осадок промыть несколько раз (5—6) в
проточной воде.
Отдельно в 100 мл воды растворить 20 г гипосульфита (фотореактив) и 2 г хлористого аммония. Затем в образовавшийся раствор небольшими дозами добав'-пять хлористое серебро до тех пор, пока оно не прекратит растворяться.
Полученный раствор отфильтровать и смешать с тонко размельченным мелом до консистенции густой
сметаны.
Подготовленную деталь (зачищенную и обезжиренную) натирают пастой до образования плотного слоя серебра на поверхности детали. Затем деталь промывают теплой водой и протирают сухой ветошью.
Примечания: 1. При серебрении необходимо пользоваться дистиллированной водой (можно снеговой, дождевой или полученной изо льда бытовых холодильников), иначе могут получиться некрасивые серые пятна на поверхности посеребренной детали.
2. Посеребренные детали не должны соприкасаться с деталями из резины и эбонита, которые содержат серу. При контакте с такой резиной или эбонитом на поверхности серебра образуется пленка сернистого серебра, увеличивающая переходное сопротивление контактов и ухудшающая декоративность покрытия.
Химическое окрашивание латуни. Химическое окрашивание применяют как декоративное покрытие.
Можно получить оригинальные цвета латуни, если обработанную деталь (зачищенную, обезжиренную и
промытую) поместить в один на следующих растворов.
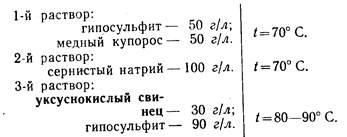
| 1-й раствор: гипосульфит—11 г/л; свинцовый сахар — 39 з/л. |
| Температура раствора 70° С. |
2-й раствор. В 250 мл кипящей воды последовательно растворяют 10 гедкого натра и 10 г молочного сахара. Затем, непрерывно помешивая, подливают к раствору 10 мл концентрированного раствора медного купороса.
Обработанную деталь помещают в один из растворов, и в течение 3—10 мин деталь окрашивается в золотистый, голубоватый, синий, фиолетовый и, наконец,
в радужный цвет.
Когда нужный цвет получен, деталь вынимают, сушат и полируют суконкой.
Синевато-черный цвет латуни получается при погружении подготовленной детали на 1—3 мин в следую-ищи раствор:
аммиак (25% нашатырный спирт) —500 г;
двууглекислая (или углекислая) медь — 60 г;
латунь (опилки) — 0,5 г.
После смешения компонентов раствор энергично взбалтывают 2—3 раза, после чего в него погружают
деталь.
Коричневый цвет латуни получается при погружении, детали в один из следующих растворов.
Чтобы приготовить 3-й раствор, нужно оба вещества растворить отдельно в половинном объеме воды, затем слить их вместе и нагреть до 80—90° С.
Примечание. После окрашиваний Де+аЛь йромыаают теплой водой, сушат и покрывают бесцветным лаком.
Химическое окрашивание меди, латуни и бронзы осуществляется так же, как и химическое окрашивание стали (применяются те же растворы, образуются те же
цвета).
Пассивирование латуни. При пассивировании латуни
образуется устойчивая защитная пленка, похожая на позолоту. Эта пленка не боится влаги, поэтому рыболовы пассивируют латунные блесны.
Подготовленную деталь (зачищенную, отполированную и обезжиренную) опускают на 1 сек в раствор, приготовленный из одной частиазотной и одной части серной кислоты. После этого деталь сразу же переносят в крепкий раствор двухромовокислого калия (хромпика) на 10—15 мин. Затем деталь промывают и сушат.
Травление меди и ее сплавов. При изготовлении шильдиков, надписей на меди и ее сплавах пользуются
методом травления.
Поверхность детали заливают горячим парафином
(асфальтовым или асфальтобитумным лаком). Штихелем (или другим острым инструментом) делают нужную надпись (необходимо, чтобы в этих местах защитная пленка парафина была удалена до металла). Подготовленную таким образом деталь заливают одним из приведенных ниже составов.
1-й состав:азотная кислота — 75 в. ч.;
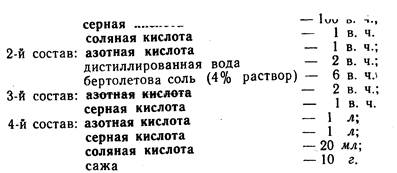
|
fonuao КИСЛОТа '(г " " '
С протравленной детали удаляют парафин и валиком или стеклом наносят краску.
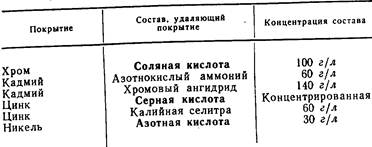
Снятие покрытий с меди и ее сплавов. При снятии старых или неудачно получившихся покрытий с меди
или ее сплавов необходимо пользоваться растворами,
указанными в табл. 10.
Таблица 10