Методы пайки
Пайка обычными (мягкими) припоями чрезвычайно проста. На зачищенную деталь наносят флюс, а затем нагретым и залуженным паяльником—припой. Качество пайки зависит от свойств припоя, флюса и степени нагрева детали. После пайки остатки флюса удаляют.
Высокоактивные флюсы (флюс с анилином, ЛТИ-1, ЛТИ-115, ЛТИ-120) обеспечат прочную и красивую пайку, если даже не зачищать и не обезжиривать деталь. Это особенно важно при пайке литцендрата, проводов из мишуры и тонких пружин.
Пайка твердыми припоями производится в кузнечном горне или в пламени специальной горелки (паяльная лампа, газовая горелка и т. п.). Спаиваемые детали зачищают, место спая сжимают и нагревают, затем на место пайки наносят флюс и припой. Припой удобнее применять в виде полосок или проволоки. Если спаиваемые детали различны по размерам, то нагреется более массивная деталь. После нанесения твердого припоя деталь охлаждают до 100—120° С и затем опускают в воду. После такого охлаждения шов приобретает добавочную крепость, окалина и остатки флюса отвали-
ваются сами и деталь не требует дополнительной зачистки.
Для пайки твердыми припоями пользуются самодельными газовыми горелками и специальными паяльниками. При спаивании небольших деталей можно применять воздуходувную трубочку (фефку) и обыкновенную спиртовку.
§ 6. ПАЙКА АЛЮМИНИЯ
При применении флюсов и припоев, предназначенных специально для пайки алюминия (указанных в данном разделе), процесс спаивания двух алюминиевых деталей не представляет труда. Но из-за дефицитности некоторых компонентов флюсов радиолюбитель иногда не
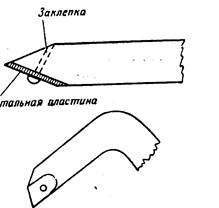
Рис. 5. Паяльник для пайки алюминия мягкими припоями
может их применить. Поэтому рассмотрим упрощенные методы пайки алюминия и его сплавов.
Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на наждачную бумагу (со средним зерном) и горячим залуженным паяльником прижимают к наждачной бумаге. Провод несколько раз разными сторонами протягивают по шкурке, при этом паяльник от провода не отнимают и на залуживаемый
конец все время добавляют канифоль. Провод залужи-вается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком.
При пайке листового алюминия (и его сплавов) на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Шов под слоем канифоли залуживается и спаивается. Лишний припой удаляют.
В последнее время радиолюбители стали применять более оригинальный способ пайки алюминия и его
сплавов.
На жало паяльника твердым припоем (или заклепками) прикрепляют стальную пластину (рис. 5).
Примечание. Если паяльник имеет сменные стержни, то один из них можно приспособить специально для пайки алюминия и его сплавов.
Деталь в месте пайки покрывают канифолью, затем горячим залуженным паяльником начинают с небольшим нажимом протирать шов так, чтобы стальная пластина снимала пленку окиси (в этом случае пайка проходит более продуктивно).
Примечания: 1. Во всех трех вышеприведенных случаях пайка производится мягкими припоями. 2. Качество шва — низкое.
III. ПЛАСТМАССЫ, СЛЮДА, РЕЗИНА, БУМАГА, ТКАНИ, СТЕКЛО.
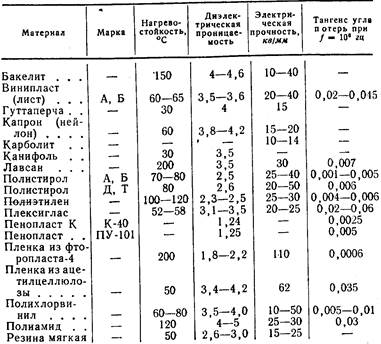
Пластмассы. В практике радиолюбителя могут встретиться пластмассы в виде пленки (диэлектрик малогабаритных переменных конденсаторов), листов (материал для коробок, панелей и т. п.), блоков (материал для каркасов катушек), порошков (материал для прессования) и т. п. В табл. 17 приведены некоторые диэлектрические материалы и их данные.
Таблица 17