Детали из полиамидов, акрилатов и полистирола.
Сырьем для изготовления этих деталей служат всевозможные полиамиды (старые капроновые чулки, тряпки из капрона, нейлона, силона, дедерона и т. п.), рыболовные лески и другое вторичное сырье из этих материалов, акрилаты (органическое стекло, акрил-пласт-
массы), а также полистирол.
Сырье тщательно обезжиривают в 10% содовом растворе (температура раствора 50—60° С) в течение I час, затем промывают в теплой воде и загружают в пресс-машину (рис. 6). Твердые материалы перед загрузкой
измельчают до размеров менее 5 мм.
Пресс-машина представляет собой отрезок латунной трубы / с припаянным снизу донышком. Сверху трубы в специальных петлях помещается перекладина 2, в которой имеется отверстие с резьбой, куда ввертывается винт 3 с ручкой (винт взят от струбцинки). При помощи этого винта в трубе перемещается поршень 4, кото-

|
рый и выдавливает размягченный материал через литник 5 в подготовленную заранее форму.
Обезжиренные материалы размягчаются при температуре 100—200° С. Для получения такой температуры
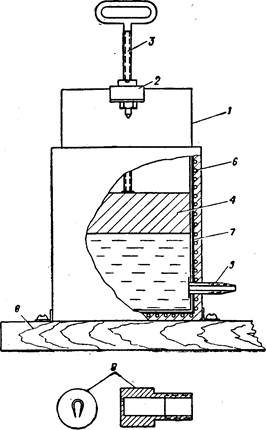
Рис. 6. Пресс-машина:
/ — латунная труба; 2 — перекладина; 3 — винт; 4 — поршень; 5 — литник; 6 — спираль от электроплитки;
7 — слюда; 8 — основание; 9 — фильер
на цилиндр наматывается распущенная спираль 6 от бытовой электроплитки. Предварительно труба обвертывается слюдой 7. По дну трубы необходимо провести нагревательный провод, который укладывают на слюду
(как показано на рис. 6) и сверху обмазывают пастой (крошка слюды, замешанная на силикатном клее). Такую обмазку необходимо сделать и вокруг всей трубы (сверху проволоки) и обмотать асбестовым шнуром. Чтобы регулировать температуру нагрева, спираль включается в электросеть через реостат или автотрансформатор.
Пресс-машину устанавливают на деревянное основание 8.
Примечания: 1. При любой обработке пластмасс и особенно после их резания (сверления, токарной обработки и т. п.) необходимо кипячением в воде (более часа) снять остаточные напряжения. В противном случае деталь может растрескаться в местах обработки
и расколоться.
2. При использовании в качестве сырья чулок из капрона, нейлона и т. п. надо удалить все швы, срезать носок и пятку, так как
они делаются из других материалов.
3. При использовании капроновых тканей нельзя использовать такие, у которых основа изготовлена из хлопчатобумажной или другой нитки.
Для получения различных декоративных окантовок необходимо изготовить фильеры 9 нужной конфигурации. Фильер навинчивается на литник. При выдавливании масса приобретает профиль отверстия фильера; по выходе из фильера масса должна быть охлаждена в
холодной воде.
Необходимо отметить, что при помощи данной пресс-машины (с применением фильеров) можно изготовить и изоляционные прокладки из полихлорвинила (изоляционные окантовки для металлостеклянных телевизионных трубок и т. п.). Температура размягчения полихлорвинила 80—100° С; при использовании других, не указанных здесь материалов, для определения температуры размягчения надо пользоваться данными табл.17, помня, что там даны температуры начала размягчения.
Слюда. Слюда представляет собой негорючий, слоистый минерал с высокими диэлектрическими параметрами.
Есть две разновидности природной слюды: муска-
внт—с высокими электрическими данными и флогопит—с пониженными электрическими данными. Первая применяется в основном в радиотехнике, вторая—в электротехнике.
Ряд материалов, основой которых служит слюда, также применяются как термо- и электроизоляционные материалы. Размолотая слюда—миканитовая пыль— служит в огнеупорных замазках наполнителем.
Разновидности слюды и некоторые материалы на ее основе приведены в табл. 20.
Таблица 20

Наиболее часто встречаются следующие марки слюды:
СО—слюда образцовая (мускавит);
СФ—слюда фильтровая (мускавит);
СНЧ—слюда низкочастотная (мускавит);
СВЧ—слюда высокочастотная (мускавит);
СЗ — слюда защитная (мускавит и твердый флогопит).
Примечание. При изготовлении и ремонте различного оборудования, и особенно паяльников, иногда бывает необходимо изогнуть слюду с малыми радиусами изгиба. Чтобы при этом слюда не крошилась и не ломалась, ее необходимо предварительно прокалить до светло-желтого цвета. Слюда становится более эластичной и изгибается, не трескаясь и не ломаясь.
Резина. Резина — эластичный изоляционный материал, обладающий невысокими электрическими данными. Обычная резина, которую выпускает промышленность, имеет три разновидности: мягкая, средней твердости и твердая. Кроме указания твердости, иногда на резине стоят буквы: А—малонабухающая в бензине;
Б — набухающая в бензине. Большинство амортизаторов и амортизационных прокладок радиолюбители де-
лают из резины, хотя в последнее время для этих целей стали применять и некоторые пластики.
Мягкая листовая резина идет на изготовление пас-сиков для любительских магнитофонов.
Микропористая резина применяется для различных звукопоглощающих покрытий (например, при создании высококачественных звуковых агрегатов).
Бумага. Бумага — наиболее дешевый изоляционный материал, имеет невысокие электрические данные, но после соответствующей обработки (пропитки) может соперничать с лучшими изоляционными материалами. Применяется в основном при изготовлении постоянных конденсаторов и обмоток трансформаторов.
Картон идет на изготовление изоляционных прокладок, каркасов катушек трансформаторов и т. п.
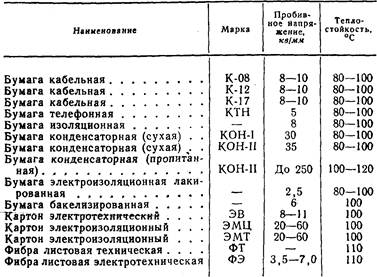
Данные некоторых бумаг и картонов даны в табл. 21.
Таблица 21
Ткани. Широко применяются для декоративных отделок готовой аппаратуры. В сочетании с изоляционными лаками и смолами являются основой некоторых изоляционных материалов.
Данные некоторых тканевых изделий даны в табл. 22. Таблица 22

При изготовлении сложных радиотехнических устройств радиолюбителю часто бывает необходимо маркировать концы, изолированные линоксиновыми трубками. Ниже приводится состав для такой маркировки (в весовых частях):
краситель (азур синий, нигрозин спирторастворимый, двуокись титана, окись цинка) — 5;
бакелитовый лак — 7;
этиловый спирт — 100.
В одной трети спирта разводят один из красителей, к нему добавляют бакелитовый лак. Все размешивают и доливают остальной спирт.
В последнее время линоксиновые трубки вытесняются более дешевыми — полихлорвиниловыми. Состав для маркировки таких трубок (в весовых частях) следующий:
дихлорэтан — ЮО;
нигрозин спирторастворимый — 0,5;
анилиновый краситель спирторастворимый— 5;
уксусная кислота (концентрированная) — 1.
Компоненты смешиваются в порядке их записи, смесь отстаивается 2 час и фильтруется.
Стекло. Основным материалом для различных шкал, защитных стекол приборов, изготовления оптики, зеркал и т. д. служит стекло. Основные виды обработки стекла — резка, сверление и склеивание.
Резка стекла алмазом или стеклорезом проста и не требует особого объяснения. Но иногда возникает необходимость вырезать стекло сложной конфигурации. Для этого на стекло наносят рисунок нужной формы, но так, чтобы одна сторона этого рисунка приходилась на край заготовки." На этом месте делают запил трехгранным личным напильником. Раскаленным острым предметом (прибор для выжигания по дереву с полным накалом или паяльник для пайки твердыми припоями, описанный в одном из последующих разделов) медленно обводят нарисованный контур. Под раскаленным предметом будет непрерывно образовываться трещина, заметная невооруженным глазом. Далее лишнее стекло небольшими участками обламывают (лучше в воде). Готовую деталь кипятят в воде в течение часа.
По желанию края можно опилить некрупным абразивным бруском.
Отверстия в с т е кл е. Отверстия в стекле моЖ-но сделать одним из нижеприведенных способов.
1-й способ. Отверстие в стекле сверлится обычным сверлом без большого нажима. Стекло должно лежать на твердой и ровной поверхности. Сверление производить только через кондуктор (кусок металлического листа 5—8мм с отверстием, равным диаметру толщины сверла), плотно прижатый к стеклу.
При сверлении место будущего отверстия непрерывно смачивать следующим составом (в весовых частях):
, камфора — 8;
скипидар — 12;
эфир — 3.
2-й способ. Сверление производится плоским сверлом (заточенным лопаточкой) также через кондуктор. Сверло должно вращаться попеременно то в одну, то в
другую сторону.
Эмульсией в этом случае служит силикатный клей (жидкое стекло); эмульсия меняется каждый раз, как только она помутнеет.
3-й сп-особ. Сверлом может быть подходящая по диаметру медная (хуже латунная) трубка; кондуктор
здесь также необходим.
На место будущего отверстия наносятся несколько капель силикатного клея с наждачным порошком (луч-
ше корундовым № 180—240); при сверлении данная смесь непрерывно обновляется.
Отверстия в относительно толстом стекле (более 4 мм) сверлятся медной трубкой, слегка расширенной на конце (кернером или другим подходящим инструментом), что облегчает процесс сверления на окончательной стадии и уменьшает вероятность повреждения стекла.