ДВУХСТУПЕНЧАТЫЕ МЕТЧИКИ
Применение двухступенчатых метчиков со второй ступенью несколько большего диаметра, т. е. две ступени метчика работают по схеме метчиков в комплекте (см, рис. 6, а), значительно уменьшает явление подрезания боковыми кромками зубьев метчика витков резьбы.
В этом случае подрезанный первой (черновой) ступенью профиль резьбы будет в значительной мере исправлен второй (чистовой) ступенью, работающей в основном только боковыми сторонами и срезающей сравнительно небольшой припуск—от 0,04 до 0,07мм.
Для увеличения стойкости (производительности) и улучшения качества нарезаемой резьбы метчики конструируются из расчета толщины срезаемого слоя а = 0,008—0,015 мм и с винтовыми канавками с левым направлением (для правой резьбы) для получения одинаковых передних углов на боковыхкромках.
Поскольку качество резьбы по точности и шероховатости определяется главным образом работой второй ступени, на главных режущих кромках ее предусмотрен передний уголγ=20°(рис. 9), обусловливающий на боковых режущих кромках переднийугол γб≈10˚, обеспечивающий хорошие условия резания для гаммы обрабатываемых материалов с различными физико-механическими свойствами.

Рис. 9. Двухступенчатый метчик
Передний угол на первой ступени принимается равным6—8°. Середина профиля резьбы первой и второй ступеней должна быть расположена на одной винтовой линии.
Применение двухступенчатых метчиков при нарезании всквозных отверстиях различных видов резьб как в обычных, так и в труднообрабатываемых материалах обеспечивает нарезание резьбы с полем допуска 4Н, шероховатость поверхностиRz≤10 мкм, повышение производительности не менее чем в два раза.
Методика расчета двухступенчатых метчиков состоят из следующих этапов:
1. Определение номинальных размеров резьбы второй ступени метчика и допускаемых отклонений наружного, среднего и внутреннего диаметров dнар, dср и dвн, шага Р и половины угла профиля резьбы α/2.
В случае метрической резьбы используютсяСТ СЭВ 182—75, СТ СЭВ 842—78,ГОСТ 16925—71 (назначение верхнего отклонения наружного диаметра).
Допуски на средний диаметр метчика должны соответствовать первому классу по СТ СЭВ 842—78.
Наружный, средний и внутренний диаметры первой ступени метчиков равны этим диаметрам второй ступени за вычетом следующих величин:0,16 мм — Р=0,75÷2,0; 0,20мм — Р=2,5÷3,0; 0,24 мм— Р=3,5÷4,0; 0,28—Р=4,5÷5,0.
2. Установление параметров и количества стружечных канавок (табл.5).
Таблица 5
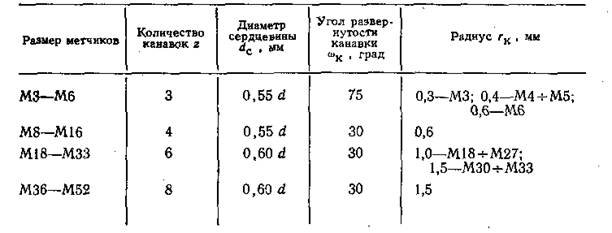
Ширина пера первой и второй ступеней F1 иF2 определяется
размерами стружечных канавок F2=0,3d.
3. Расчет угла уклона φ заборной части первой и второй ступеней (см, формулу 3), с учетом толщин срезаемого слоя: 0,008 мм—для метчиков МЗ—Мб; 0,01 мм—для метчиков М8— М10; 0,012—0,015 мм—для метчиков М12—МЗЗ; 0,015—0,02 мм— для метчиков М36—М52.
Рекомендуемые значения толщин срезаемого слоя могут быть изменены в большую сторону для сокращения длины метчика, но в этом случае обязательна проверка условий размещения стружки [см. формулу (1)].
4. Определение длины заборной части первой и второй ступеней [см. формулу (2)].
5. Определение основных размеровметчика (см. рис. 9): начальные диаметры: заборного конусаdк1, [см. формулу(4)];
dк2 = dк1 + Δd (Δd для шагов 0,75—0,1мм; 1,0÷4,0—0,2 мм;4,5÷5,0—0.3мм);
длина рабочей части каждой ступени; l=lз+10Р, диаметр хвостовика d4 и размеры квадрата h и а поГОСТ 3449—71; ширина и диаметр выточки b=5Р; d3= d4; общая длина метчика при длине нарезаемого отверстия ≤13Р:

6. Определение угла подъема винтовых канавок:

7. Установление величин затылования по наружному диаметру заборной части К и по профилю К1 из расчета получения задних углов α=3º÷3º30´ и αб=7º÷10º (для обычных материалов).
Двухступенчатые метчики изготовляют с обратной конусностью (уменьшением диаметров в направлении к хвостовику), которая на 100 мм длины должна быть по среднему и внутреннему диаметрам 0,03—0,05 мм и по наружному диаметру 0,05— 0,10мм (для обычных материалов).
ВНИИ разработаны двухступенчатые метчики для нарезания резьбы в круглых плашках с резьбой МЗ—М52 (Р=0,5÷5 мм) и 1/8" труб.—11/2" труб. (Р=0,907÷2,309мм).
Методика расчета двухступенчатых метчиков для нарезания резьбы в плашках имеет следующие отличительные особенности.
Этап 1. Наружный диаметр dнар2, метчиков принимается для метрической резьбы равным номинальному наружному диаметру резьбы по СТ СЭВ 182—75 и для трубной резьбы—номинальному наружному диаметру за вычетом допускаемого нижнего отклонения на наружный диаметр резьбы по ГОСТ 6357—73.
Средний диаметр dср2, метчиков определяется по формуле

где d2 и Δd2 —номинальный средний диаметр резьбы и половина допускаемого нижнего его отклонения соответственно.
Для метрической резьбы нижнее отклонение соответствует полю допуска 6h (Р=0,75÷2,0 мм) и 6g (Р=2,5÷5,0мм), для трубной резьбы — классу А.
Для резьб с полем допуска 8h—8g и класса В целесообразно иметь метчики с отклонением, соответствующим данным полям допусков.
Для метрической резьбы внутренний диаметр dвн= d1– 0,216Р+δ2, мм (d1—номинальный внутренний диаметр резьбы, мм; δ2 — допуск на изготовление метчика, равный 0,01—0,02мм (Р=0,5÷1,5) и 0,02—0,035 мм (Р=2÷5).
Для трубной резьбы внутренний диаметр метчиков равен номинальному внутреннему диаметру резьбы за вычетом допускаемого нижнего отклонения на наружный диаметр резьбы(ГОСТ 6357—73).
Этап 2. Количество канавок метчика

где zпл—количество перьев плашки;
С=3—для метчиков М45Х4,0; М45Х4.5; М48Х5; 11/8" труб. и 11/2" труб.
С=2—для метчиков 1";11/4" и 13/8″труб.;
С= 1 —для всех остальных метчиков.
Ширина пера второй ступени F2 принимается из расчета перекрытия просвета между перьями плашки по внутреннему диаметру на 5% и более.
Этап 4. При расчетах длины заборной части метчиков высота для трубной резьбы принимается t=0,72Р (с учетом занижения диаметра начального конуса относительно внутреннего диаметра резьбы).
Этап 5. Диаметр начального конуса первой ступени определяется по формуле dк1 = dвн1 —0,15Р мм.
Длина калибрующей части каждой ступени равна высоте плашки Нп.
Расстояние между ступенями b≈Нпл/2 —1,4Р мм.