рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Промышленность
- /
- Высокопроизводительный резьбообразующий инструмент
Реферат Курсовая Конспект
Высокопроизводительный резьбообразующий инструмент
Высокопроизводительный резьбообразующий инструмент - раздел Промышленность, Министерство Станкостроительной И Инструментальной Промышленности На...
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНФОРМАЦИИ ПО МАШИНОСТРОЕНИЮ (НИИмаш)
____________________________________________________________
С-2 ИНСТРУМЕНТАЛЬНАЯ И АБРАЗИВНО-АЛМАЗНАЯ ПРОМЫШЛЕННОСТЬ
А. А. ГРУДОВ, П. Н. КОМАРОВ
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ РЕЗЬБООБРАЗУЮЩИЙ ИНСТРУМЕНТ
ОБЗОР МОСКВА 1980
__________________________________________________________________
СОДЕРЖАНИЕ
Введение 3
Анализ существующих методов резьбообразования 4
Конструкции метчиков 6
Высокопроизводительные гаечные метчики 7
Метчики для нарезания точных резьб 8
Метчики для труднообрабатываемых материалов 13
Двухступенчатые метчики 22
Метчики-протяжки 26
Регулируемые метчики для нарезания крупных резьб 28
Профилирование резьбонарезных резцов и гребенок 30
Область применения резьбонакатных головок 34
Конструкции резьбонакатных головок 36
Расчет сил при накатывании резьб 47
Расчет роликов к резьбонакатным головкам 53
Выводы 60
Литература 62
ВВЕДЕНИЕ
Многообразие резьбовых соединений по форме, классам точности и посадкам обусловливает применение большой номенклатуры инструмента, оптимального для своей области применения.
В данном обзоре рассматриваются метчики и резьбовые резцы (гребенки), имеющие наибольшее применение, и резьбонакатные головки с роликами к ним, как один из самых перспективных и производительных видов инструмента.
Цель настоящего обзора, помимо рассмотрения конструктивных особенностей этих инструментов,— приведение практического расчета. Поэтому в обзоре большое внимание уделено методикам расчета оптимальных конструкций метчиков для различных случаев применения, в том числе для точных резьб и труднообрабатываемых материалов, резьбонарезных гребенок и роликов к резьбонарезным головкам.
В обзоре приведена впервые разработанная методика определения сил при накатывании резьб, обеспечивающая создание оптимальных конструкций как головок, так и роликов к ним. Кроме того, описаны принципиальные особенности подхода к расчету оптимальных конструкций метчиков, резьбонарезных гребенок и роликов к резьбонакатным головкам, а также методики их практического расчета, что в большинстве случаев сделано впервые, например универсальная методика определения сил при накатывании резьб.
АНАЛИЗ СУЩЕСТВУЮЩИХ МЕТОДОВ РЕЗЬБООБРАЗОВАНИЯ
Наиболее распространенные методы образования резьбы следующие: а) нарезание резцами и гребенками, резьбонарезными головками, плашками,… б) резьбонакатывание специальными головками на универсальном оборудовании, плоскими и дугрвыми плашками и роликами на…Для нарезания внутренних резьб диаметром 36—130 мм предназначены головки типа РНГВ, которые с успехом заменяют метчики и резцы.
Все более широкое распространение получает процессохватывающего резьбофрезерования. Новые станки, работающие охватывающими резьбовыми гребенчатыми фрезами, по… Наиболее производительный и прогрессивный способ образования резьбы —накатывание.Метод резьбовыдавливания метчиками-раскатниками и плашками имеет весьма узкую область применения, в основном при обработке материалов с относительным удлинением не менее 8% и пределом прочности σВ≤600 МПа. Такими свойствами обладают низкоуглеродистые стали, цветные металлы и сплавы (медь, бронза, деформируемая латунь, алюминиевые, магниевые и цинковые сплавы). При работе на таких материалах резьбовыдавливающие метчики н плашки обеспечивают увеличение стойкости по сравнению с режущим инструментом в несколько раз.
КОНСТРУКЦИИ МЕТЧИКОВ
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ГАЕЧНЫЕ МЕТЧИКИ
Для новой гаммы автоматов обеспечивающих скорость резания до 40—100 м/мин ВНИИ разработаны высокопроизводительные гаечные метчики с увеличенными длиной заборной части и числом канавок.
На основании работы [1] можно установить, что изменение толщины срезаемого слоя а обратно пропорционально влияет на скорость резания, а количество канавок z на инструменте влияет на скорость резания и производительность в степени 0,55 (для диапазона скоростей резания от 20 до 35 м./мин и толщин срезаемого слоя 0,03—0,10мм).
С некоторой степенью приближения эта закономерность может быть распространена на область больших скоростей (до 80 м/мин) и меньших толщин срезаемого слоя (до 0,01 мм).
Поскольку увеличение количества канавок связано с уменьшением пространства для размещения стружки, при установлении количества и параметров канавок необходимо учитывать коэффициент помещаемости стружки Кс.
Согласно исследованиям [10], коэффициент Кс равен отношению площади стружечной канавки Fк средней части заборного конуса (в сечении, перпендикулярном к оси метчика) к площади сечения стружки Fс, образованной в той же плоскости одним зубом за один проход, и может быть определен по формуле

где dср— средний диаметр метчика, мм;
l0—глубина резьбового отверстия, мм;
φ — угол уклона заборной части, град.
Нормальные условия для размещения и отвода стружки создаются при Кс≥0,5; при Кс<0,5 происходит резкий рост крутящего момента, возможны брикетирование стружки в канавках метчика и его поломка.
Отличительные основные конструктивные особенности метчиков новой конструкции от конструктивных особенностей метчиков по ГОСТ 6951—71 следующие: заборная часть удлинена (для метчиков М8—М27 до 24Р); количество канавок увеличено до 4—6 (метчики М8—М27); ширина пера FП=0,2÷0,25d (d—номинальный диаметр резьбы, мм) при диаметре сердцевины dс≥0,5d; рабочая часть напайная (метчики М6 и больших размеров), что создает определенные технологические и эксплуатационные преимущества (табл. 1 и рис, 1). Длина калибрующей части метчиков lк=8Р (соответствует ГОСТ 6951—71).
Конструкция метчиков обеспечивает работу с толщиной срезаемого слоя 0,008—0,015 мм, т. е. в несколько раз меньшей, чем при работе стандартными метчиками, что позволяет существенно, увеличить производительность.
На автоматах новой гаммы гарантируется высокое качество нарезаемой резьбы за счет подающих спиральных роликов, обеспечивающих перемещение гайки в начальный момент нарезания с подачей, равной шагу резьбы- Процесс нарезания гаек идет непрерывно, поэтому производительность пропорциональна только скорости резания и не зависит от длины рабочей части метчика. При работе со скоростями резания 40—80 м/мин обеспечивается достаточная
стойкость метчиков.
При стойкостных испытаниях метчиковМ8Х1.25 (а≈0,008 мм) при нарезании резьбы в гайках из стали марки Ст. 10 средняя стойкость метчиков 32 000 деталей (υ=40 м/мин) и 20 000 деталей (υ=60 м/мин).
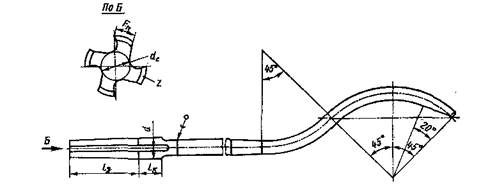
Рис. 1. Метчики Мб—М27 новой конструкции с изогнутым хвостовиком
Таблица 1

МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ
В настоящее время во всех отраслях промышленности все более широкого применяют резьбы с полем допуска 4Н5Н, класа Ао и прецизионные с полем допуска по среднему диаметру примерно 0,05мм.
Высокопроизводительное однопроходноенарезание внутренних резьб с гарантированным получением указанной точности представляетсобой сложную технологическую задачу, таккак стандартнымиметчиками может быть получена резьба различных степеней точности и основных отклонений в зависимости от методов их эксплуатации. Это объясняется особенностью работы метчиков, заключающейся в том, что зубья их рабочей части в процессе нарезания резьбы наиболее распространенным методом — «самозатягивания»— выполняют две функции —осуществляют процесс резания и обеспечивают заданный параметр винтового движения путем контакта кромок с образующими витками резьбы.
В соответствии с отмеченными функциями на зубьях метчика могут быть выделены режущие и ведущие кромки с геометрией, присущей режущим элементам метчика, а не ведущим. Наличие контакта острой ведущей кромки с поверхностью резьбы делает ориентацию метчика ненадежной, и при действии сил ведущие кромкиначинают срезать с боковых поверхностей резьбы тонкие стружки, что возможно как ведущими кромками заборного конуса, так и ведущими кромками зубьев калибрующей части за счет скручивания [2]. '
Один из путей решения вопроса по нарезанию точных резьб— снижение режущей способности ведущих опорных кромок, что может быть обеспечено оптимальной геометрией зубьев метчика, в частности бочкообразной формой.
В промышленных конструкциях метчиков нескольких типов применяют ведущие зубья бочкообразной формы.Так, для обработки точных резьб размерами М5—М27 изготовляют четыре модификации метчиков[З].
У метчиков первой модификации заборная часть и одна-две калибрующие нитки выполняются, как у обычного, затылованного по профилю метчика. Бочкообразность зубьев ведущей части обеспечивается при шлифовании профиля резьбы путем затылования по схеме спад—подъем—спад. Величина спада при двойномзагыловании, измеряемая на ширине пера, составляет 0,04—0,07 мм на диаметр. Средний диаметр бочкообразных зубьев на0,01— 0,03 мм ниже среднего диаметра режущей части. Метчики при соответствующей наладке операции стабильно обеспечивают нарезание резьбы с полем допуска 4Н. Точность обеспечивается с третьей нитки.
У метчика второй модификации режущая и ведущаячасти имеют одинаковый средний диаметр по профилю.Число переточек метчика при обработке материалов, склонных к налипанию,—одна-две; для прочих материалов стойкость соответствует стойкости обычных метчиков. Обеспечиваемая точность—класс А0 (поГОСТ 4608—65) с третьей нитки.
У метчиков третьей модификации ведущая часть имеет средний диаметр на 0,01—0,03 мм выше, чем режущая, и являетсяфактически ведуще-раскатывающей. Метчики рекомендуется применять при обработке пластичных сталей и цветных сплавов, чтообеспечивает меньшую шероховатость поверхности и степень точности 4Н с первой нитки.
Метчик четвертой модификации— режуще-раскатывающий. Все зубья метчика,начиная с первого, выполненыбочкообразными. Метчики рекомендуются для обработки материалов, не склонных к налипанию, и для обработки коротких отверстий (две-пять ниток). Величина спада при двойном затыловании, измеренная на ширине пера, составляет 0,02—0,03 мм на диаметр; обеспечивает точность класса Ао с первой нитки.
Метчик с ведущими перьями [4] предназначен для нарезания точных резьб М22—М100. Минимальное число перьев метчика— четыре, рациональное — шесть, восемь и более. Режущие перья метчика выполнены аналогично стандартным конструкциям. Ведущие перья чередуются с режу-
щими и имеют бочкообразные зубья. В процессе нарезания резьбы режущие»и бочкообразные зубья входят последовательно в профиль обрабатываемой резьбы, в результате обеспечивается очень надежная ориентация метчика.На заборном конусе наружный диаметр ведущих зубьев выполняется ниже наружного диаметра режущих зубьев на величину несколько большую, чем толщина среза, для того чтобы исключить резание ведущими зубьями (рис. 2). Значение величин затылования К, К1 и К2 назначают, как для обычных бочкообразных метчиков.

Рис. 2. Метчик с ведущими перьями, снабженными бочкообразными зубьями: а—зубья № I, 3, 5, затылованные по профилю: б—зубья № 2, 4, 6 с двусторонним затылованием
Метчики изготовляют трех модификаций:
первая—ведущие зубья по среднему диаметру ниже режущих на 0,01—0,03 мм;
вторая — режущие и ведущие зубья имеют одинаковый средний диаметр;
третья — метчик режуще-раскатывающий. Средний диаметр ведущих зубьев на0,01—0,03 мм выше, чем средний диаметр режущих.
Метчики с ведущими перьями обеспечивают нарезание резьб с полем допуска 4Н и класса Ао в отверстиях любой длины, в том числе имеющих три-четыре витка. Точность обеспечивается с первой нитки, Методика изготовления таких метчиков подробно изложена в работе [5]. Для изготовления метчиков с бочкообразными зубьями и с ведущими перьями могут использоваться любые резьбошлифовальные станки моделей РШ586, 5821, 5822 и других с небольшой модернизацией.
Рассмотренные конструкции метчиков не всегда обеспечивают гарантированное получение точных резьб в деталях с отверстиями различного конструктивного исполнения и, кроме того, технологически сложны в изготовлении.
Так, применение метчика с бочкообразными ведущимизубьями на калибрующей части (3] при нарезании резьб в коротких отверстиях типа гаек или колец не позволяет получать точные резьбы.
Этого недостатка лишен метчик с бочкообразными ведущими перьями [4], но по технологическим причинам изготовить такую конструкцию диаметром менее 22 мм затруднительно. Кроме того, поскольку только половина зубьев является режущими, то нагрузка, приходящаяся на один зуб, оказывается вдвое больше, чем нагрузка, приходящаяся на один зуб обычного метчика, что в свою очередь снижает стойкость метчиков.
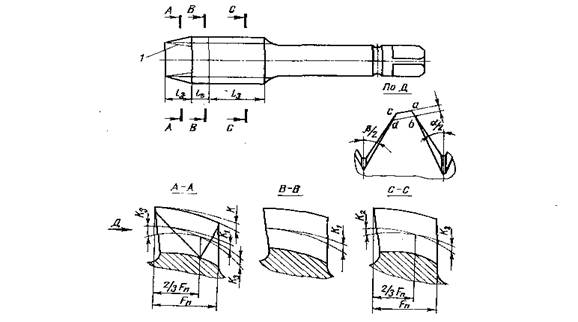
Рис. 3. Конструкция метчика с режуще-ведущими зубьями
Метчик с режуще-ведущими зубьями [6] имеет все зубья рейущие и одновременно ведущие по части профиля. Однако технология изготовления таких метчиков отличается значительной трудоемкостью и требует высокой квалификации для выполнения резьбошлифовальных работ.
В Челябинском политехническом институте разработаны конструкция и технология изготовления метчиков с режуще-ведущими зубьями, свободных от недостатков выше рассмотренных конструкций [7]. Режущие участки, измеренные по нормали к линии заборного конуса, на всех зубьях имеют одинаковую величину, равную С (рис. 3). Ведущие участки представляют собой области, прилегающие к линии перегиба боковых поверхностей, образованных при изготовлении резьбы основного профиля с углом α, и резьбы с углом профиля β. Они выполнены наклонно, начиная от передней грани, вдоль боковой поверхности зубьев. Ведущий участок вступает в работу одновременно с режущим, так как начинается сразу от передней поверхности.
На участке lз (см. рис. 3) зубья метчика затылованы на величину К по наружному диаметру заборной части и на величину К1 по профилю. Кроме того, все зубья заборного конуса метчика имеют встречное затылование по профилю на величину КЗ, выполненное шлифовальным кругом с углом профиля β, меньшим угла профиля резьбы α. Таким образом, под режущими участками каждого зуба заборного конуса выполнены ведущие участки. Величины высот режущих участков аb и cd одинаковы и равны 1,5— 2,0 а (где а—толщина срезаемого слоя). Тонкой наклонной линией 1 на участке lЗ показана линия впадин резьбы с углом профиля β, наносимая при образовании ведущих участков. Точка перехода направлений затылования на величину Кз располагается на расстоянии 2/3FП от передней грани (FП —ширина пера), что сделано для увеличения количества переточек.

Рис. 4. Схема шлифования ведущих участков при линейном смещении
На участке l2 изготовляют два-три калибрующих витка. На участке l3 выполняют бочкообразные ведущие зубья аналогично метчику с ведущими зубьями [З].
Однако у описанного метчика это не обязательно и используется при условии действия на него значительных нескомпенсированных сил резания или внешних сил. В частности, наличие бочкообразных зубьев необходимо при нарезании точнойрезьбы в отверстии, имеющем выход на криволинейную поверхность.
Предлагается следующая технология изготовления таких метчиков. Ведущие части образуются шлифовальным кругом с углом профиля β, меньшим угла профиля резьбы метчика α.
Для получения приблизительно равных по величине высот режущих кромок на различных зубьях вершина шлифовального круга движется по копиру с углом φС, вершина которого направлена всторону от хвостовика к заборному конусу метчика, причем профиль шлифовального круга смещают относительно профиля резьбы метчика. Смещение профилей может быть линейным и угловым.
Для случая линейного смещения (рис. 4) установлены следующие зависимости для определениязначения угла φСи осевого смещения круга ΔРОС действительные при β/2=25° и φ=10÷20°:

Рассмотренная конструкция метчика обеспечивает надежную ориентацию метчика в резьбовом отверстии, так как каждый зуб является ведущим. При нарезании резьб в отверстиях, имеющих наклон входного или выходного торцов, ступенчатость или прерывистость, метчик не теряет контакта ведущих элементов зубьев с нарезаемой резьбой, причем этот контакт имеется уже с момента ввинчивания в отверстие первого витка заборного конуса, что позволяет нарезать резьбу с полем допуска 4Н5Н в отверстиях любой длины с первой нитки в один проход. Поскольку все зубья являются одновременно режущими, то такими метчиками могут нарезаться резьбы без снижения стойкости метчиков по сравнению с обычными. Метчики с режуще-ведущими зубьями могут быть изготовлены, начиная с типоразмера Мб.
МЕТЧИК ДЛЯ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ
Увеличенная площадь контакта инструмента с деталью, недостаточное смазывание и охлаждение с учетом повышенной склонности жаропрочных материалов к… Повышение стойкости инструмента и производительности труда при нарезании… При нарезании резьбы метчиками малых диаметров (М6—М16) характерная причина выхода инструмента из строя—выкрашивание…Этап 5.

Этап 6.
Этап 8.Этап 11.
Хорошие результаты при нарезании резьбы в деталяхиз высокопрочных закаленных сталей, жаропрочных и титановых сплавов…ДВУХСТУПЕНЧАТЫЕ МЕТЧИКИ
В этом случае подрезанный первой (черновой) ступенью профиль резьбы будет в значительной мере исправлен второй (чистовой) ступенью, работающей в… Для увеличения стойкости (производительности) и улучшения качества нарезаемой… Поскольку качество резьбы по точности и шероховатости определяется главным образом работой второй ступени, на главных…МЕТЧИКИ-ПРОТЯЖКИ
Применение этого инструмента позволяет резко уменьшить число проходов. Так, при нарезании резьбы метчиками-протяжками машинное время сокращается до… Обрабатываемый материал — стали, чугуны, цветные металлы и сплавы;… Во ВНИИ разработаны руководящие материалы, содержащие рекомендации по проектированию метчиков-протяжек,…РЕГУЛИРУЕМЫЕ МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ КРУПНЫХ РЕЗЬБ
Разработанная конструкция регулируемых метчиков[17] позволяет управлять размером среднего диаметра нарезаемой резьбы и добиться нужного расположения… Рабочая часть метчика для нарезания резьб в сквозных отверстиях (рис. 11)… Во время изготовления калибрующаясекция метчика,имеющая несколько положений, устанавливаетсяна хвостовике 8 так,чтобы…ПРОФИЛИРОВАНИЕ РЕЗЬБОНАРЕЗНЫХ РЕЗЦОВ
И ГРЕБЕНОК
Применительно к резьботочению это обеспечивается за счет выбора оптимальной схемы резания и оптимального распределения удаляемого припуска по…ОБЛАСТЬ ПРИМЕНЕНИЯ РЕЗЬБОНАКАТНЫХ ГОЛОВОК
Накатывание резьбы может осуществляться на любых материалах, в том числе труднообрабатываемых, способных подвергаться пластическим деформациям и… При накатывании обеспечиваются: высокие степени точности резьбы: 4—5-я при работе тангенциальными головками, 6—7-я при накатывании головками с осевой…КОНСТРУКЦИИ РЕЗЬБОНАКАТНЫХ ГОЛОВОК
Московский завод режущих инструментов «Фрезер» серийноизготовляет головки типа ВНГН четырех типоразмеров: ВНГН-2, ВНГН-3, ВНГН-4, ВНГН-5. Рис. 15. Резьбонакатная головка типа ВНГН-3: 1 — паз корпуса;2 — пазхвостовикаРАСЧЕТ СИЛ ПРИ НАКАТЫВАНИИ РЕЗЬБ
Однако до настоящего времени не были установлены общие основные параметры процесса накатывания резьб, определяющие нагрузки на ролики, иих влияние… Проведенные эксперименты выявили влияние на силы при накатывании только… Такие исследования носят ограниченный характер, и рекомендации оказываются неправомочными при изменении условий…РАСЧЕТ РОЛИКОВ К РЕЗЬБОНАКАТНЫМ ГОЛОВКАМ
Зазор Δ между роликами и деталью (рис. 23) аналитически можетбыть представлен зависимостью где О1О—межцентровое расстояние между эксцентриковой осью и деталью,мм (величина, постоянная для данной конструкции…Этапы расчета рабочей части роликов
2. Радиус при вершине витков заборной части Р принимается равным радиусу при вершине витков калибрующей части, т. е. 0.126Р для метрической резьбы,… 3. Величина внедрения витков калибрующей части Hвн.к заготовку определяется из…ВЫВОДЫ
1. На основании анализа отечественной и зарубежной литературы. последних исследований и опыта практического использования даны рекомендаций по конструированию, особенностям изготовления и области применения метчиков различных модификаций, резьбонарезных резцов (гребенок), резьбонакатных головок и роликов к ним.
2. Существенный резерв увеличения производительности процесса и стойкости инструмента—конструирование метчиков из расчета наименьшей толщины срезаемого слоя 0,008—0,015мм и увеличенного числа канавок.
3. Установлен важный критерий работоспособностиметчиков, связанный с обеспечением удовлетворительных условийдля размещения стружки в канавках метчиков и характеризуемый коэффициентом помещаемости Кс=0,5.
4. При нарезании точных резьб степени точности 4 и класса Ао следует применять метчики с бочкообразными зубьями. При этом наиболее эффективны и технологичны в изготовлении конструкции метчиков с режуще-ведущими зубьями, у которых ведущие участки начинают сразу от передней поверхности.
5. При нарезании резьбы в труднообрабатываемых материалах рекомендуется применение высокопрочных метчиков с переменным сечением канавок, метчиков с корригированным профилем, двухступенчатых и комплектных метчиков, Наибольшая эффективность процесса достигается при работе с толщинами срезаемого слоя 0,01—0,055 мм, что следует учитывать при назначении и конструировании метчиков как для сквозных, так и для глухих отверстий.
При нарезании резьбы в глухих отверстиях следует применять комплектные метчики с двойной заборной частью предложенной в обзоре конструкции, предусматривающей наличие на чистовом метчике положительных передних углов 7—10° и предотвращающей сколы режущих зубьев при вывертывании.
6. При нарезании резьбы в сквозных отверстиях как в обычных, так и в труднообрабатываемых материалах, целесообразно применение двухступенчатых метчиков с различными передними углами на черновойл чистовой ступени.
7. При конструировании метчиков-протяжек, наиболее эффективных при нарезании сквозных резьб большой длины с крупным шагом и многозаходных резьб, следует исходить из двух основных требований: обеспечения достаточной прочности метчиков и благоприятных условий для размещения стружки в соответствии с приведенными зависимостями.
8. При нарезании резцами и гребенками целесообразно применение комбинированной схемы резания с предварительным и профилирующим инструментом.
9. При профилировании многозубых гребенок должна обеспечиваться при заданном количестве проходов рациональная загрузка отдельных зубьев по вырезаемой площади: уменьшение площади вырезаемого металла от прохода к проходу и от зуба к зубу.
10. Процесс накатывания резьбы на любых материалах, в том числе труднообрабатываемых, характеризующихся относительным удлинением не менее 8% и твердостью доИКС 35, большей частью более эффективен по сравнению с процессом нарезания как по производительности, так и по качеству и прочности образуемой резьбы.
11. Конструирование отдельных узлов резьбонакатных головок, устройств и роликов должно производиться с учетом установленной экспериментальной зависимости сил от основных параметров процесса накатывания.
12.При конструировании заборной части роликов к резьбонакатным головкам следует учитывать установленный закон распределения деформируемых площадей по отдельным виткам, предусматривающий равенство или уменьшение загрузки по выдавливаемому объему для каждого последующего витка.
13. Для уменьшения сил, действующих на ролик в целом, необходимо распределять выдавливаемую площадь на меньшее количество деформирующих витков, т. е. работать по возможности с большей толщиной выдавливаемого слон, что приведет к уменьшению суммарных длины дуги и периметра контакта.
14. Для уменьшения сил, действующих на отдельные витки и на ролик в целом, следует вершины оформлять по дуге окружности, что при одинаковой выдавливаемой площади приведет к уменьшению периметра контакта.
ЛИТЕРАТУРА
1. Грудов А, А. Методика установления стойкостных зависимостей и исходные данные для разработки нормативов на режимы резь бон а резания, М., Мивстанкопром, 1969,
2. Матвеев В. В. Нарезание точных резьб. М., «Машиностроение», 1978.
3. Матвеев В. В. Метчик для нарезания точных резьб. Авт. свид.
№ 139906. Бюл.№ 14, 1961.
4. Гольдфельд М. X.. Матвеев В. В., Мирное И. Я., Выбойщик В. Н., Дыхнов А. Е. Метчик для нарезания точных резьб. Авт. свид. № 288519. Бюл. № 36, 1970.
5. Мирнов И. Я. Нарезание точных резьб большого диаметра в коротких отверстиях. Технология машиностроения. Вып. 26. Исследования в области технологии машиностроения и режущего инструмента. Тула, Тульский политехнический институт, 1972.
6. Матвеев В. В., Конопле в В. Н., Кашутин Ю, Н. Способ изготовления метчиков для нарезания точных резьб. Авт. свид. № 580954. Бюл. № 43, 1977.
7. Матвеев В. В., Кувшинов М, С. Особенности нарезания резьб в корпусных деталям. Прогрессивная технология формообразования и контроля резьб. — Тезисы докладов Всесоюзной научно-технической конференции. Тула, Тульский политехнический институт, 1980.
8. Резников Н.И., Бурмистров Е.В. и др. Обработка резанием жаропрочных, высокопрочных и титановых сплавов. М.. «Машиностроение», 1973.
9. РТМ 65—62. Нарезание и накатывание резьбы в нержавеющих, жаропрочных материалах и титановых сплавах. М., Изд. Комитета стандартов, мер и измерительных приборов при Совете Министров СССР, 1966.
10. Резников А. Н., Пикало в Б. И., Сарыче в И. Г. Новая конструкция метчиков для обработки титановых жаропрочных сплавов, — «Станки и инструмента, 1973, № 9.
11. Резников А. Н., Сарыче в И. Г. Проектирование метчиков для труднообрабатываемых материалов— «Машиностроение», 1976, № 12.
12. Резников А. Н., Сарыче в И, Г. Прочность метчиков при обработкс титановых сплавов. — «Станки и инструмент», 1978. № 5.
13. Грудов А. А. Некоторые вопросы эксплуатации метчиков. — Сб.«Резьбообразующий инструмент». М., НИИмаш, 1968.
14. Горбунов А. А. Проектирование мелкоразмерных метчиков для нарезания резьбы с воздействием ультразвука.—«Станки и инструмент», 1976, № 7.
15. Лапинский М. Ю. Нарезание резьбы метчиками-протяжками. Руководящие материалы, М„ Мин стан коп ром, ВНИИ, 1967,
16. Грудов А. А.Пути увеличения точности нарезаемой резьбы и стойкости метчиков.М., Минстанкопром, ВНИИ, 1966.
17. ГольдфельдМ. X., Мирнов И. Я. Новые конструкциирегулируемых метчиков для нарезания крупных резьб. Технология машиностроения. Вып.26. Исследования в области технологии машиностроения и режущего инструмента.Тула, Тульский политехнический институт, 1972.
18. Бокяя М. Н., Сидоров В. Н.,Смирнов С. Д. Резьботочение и пути его интенсификации. Технология машиностроения. Вып. 26, Исследования в области технологии машиностроения и режущего инструмента.Тула,Тульский политехнический институт, 1972.
19. Султанов Т.Д. Резьбонакатные головки, М., «Машиностроение», 1966.
20. Султанов Т. А., Комаров П. Н. Исследование усилий при накатывании резьбы и конструкция крупной резьбонакатной головки.—Сб. трудов ВНИИинструмента, 1964, № 1.
21. Грудов А. А., Комаров П. Н., Ржевский В.Ф„ Борисов С. Н. Резьбонакатная головка. Авт, свид. № 394145. Бюл. № 34, 1973.
22.ГрудовА.А., Комаров П. Н., Ржевский В. Ф., Борисов С. Н. Новая гамма резьбонакатных головок.—«Станки и инструмент», 1974, № 3.
23. Султанов Т. А., Комаров П. Н. Резьбонакатная головка с регулируемой установкой роликов.—«Станки и инструмент», 1973, № 8.
24. Кирпичников Ф. П., Быкасов В. И. Головки для накатывания конической резьбы.—«Станки и инструмент», 1978, № 3.
25. Грудов А. А., Комаров П. Н., Казак М. И., Борисов С. Н. Тангенциальная резьбонакатная головка. Авт. свид, № 473553. Бюл. № 22, 1975.
26. Грудов А. А., Комаров П. Н., Хостикоев М. 3. Тангенциальные резьбонакатные головки типа ТНГС.— «Станки и инструмент», 1976, № 7.
27. СоколовА.В., Божуков В. Б., Райхлин В. А. Тангенциальная резьбонакатная головка. Авт. свид. № 489570. Бюл. № 40, 1975.
28. Ржевски В. Ф. Исследование процесса накатывания резьбы на полых тонкостенных изделиях (трубах). Автореферат диссертации на соискание ученой степени канд.техн. наук. М. Минстанкопром, ЭНИМС, 1973.
29. КузьменкоА. Ф., Пашко Н. М. Расчет резьбонакатного инструмента при обработке деталей в центрах. — Сб. «Исследования в области технологии образования наружных и внутренних резьб, резьбообразующих инструментов, станков и методов контроля резьбы», Тула, Тульский политехнический институт, 1974.
30. Грудов А. А.. Комаров П. Н., Ржевский В. Ф. Резьбонакатные ролики повышенной производительности. — «Станки и инструмент», 1974. № 4.
– Конец работы –
Используемые теги: Высокопроизводительный, резьбообразующий, инструмент0.059
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Высокопроизводительный резьбообразующий инструмент
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.13 сек.
Новости и инфо для студентов