МЕТЧИКИ-ПРОТЯЖКИ
Метчики-протяжки рекомендуются для нарезания внутренней резьбы с относительно большим шагом в сквозных отверстиях, когда длина резьбы в несколько раз превышает ее диаметральные размеры.
Применение этого инструмента позволяет резко уменьшить число проходов. Так, при нарезании резьбы метчиками-протяжками машинное время сокращается до пяти раз по сравнению с нарезанием обычными метчиками и до 20 и более раз по сравнению с нарезанием резцами. Особенно эффективно применение данного инструмента при получении многозаходной резьбы.
Обрабатываемый материал — стали, чугуны, цветные металлы и сплавы; рекомендуемый диапазон диаметров нарезаемых резьб — 8—75мм.
Во ВНИИ разработаны руководящие материалы, содержащие рекомендации по проектированию метчиков-протяжек, предназначенных для обработки материалов средней твердости Ơв≤750 МПа, а также чертежи на метчики-протяжки широкой гаммы размеров[15].
Метчик-протяжка состоит из следующих основных частей: переднего направления, заборного и калибрующего резьбовых участков и хвостовой части.
Переднее направление предназначено для центрования обрабатываемого изделия относительно оси инструмента в начальный момент. Оно должно быть такой длины, чтобы после установки заготовки крепежная часть была свободной и выступала за торец изделия. Диаметр переднего направления выполняют с полем допуска h9, принимая за номинал внутренний диаметр нарезаемой резьбы.
Хвостовая часть может быть гладкой или иметь режущие элементы для снятия возможных заусенцев. Во втором случае ее диаметр делают на 0,1—0,2мм полнее внутреннего диаметра нарезаемой резьбы.
Известны три метода нарезания резьбы метчиками-протяжками [13].
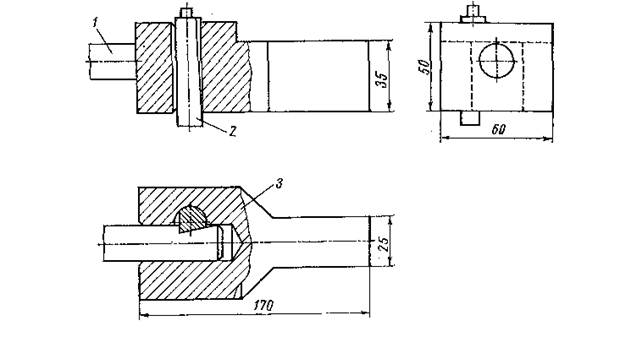
Рис. 10. Устройство для закрепления метчика-протяжка в рездедержателе токарного станка:
1 — метчик: 2 — клин; 3 — державка
Наиболее распространен метод, при которомобрабатываемую заготовку с метчиком, установленным в ней переднимнаправлением, закрепляют в токарном патронеи метчик находится в переднем шпинделе станка. Выступающую из заготовки часть переднего направлениязакрепляют в устройстве(рис. 10), установленномна суппорте.
В процессе нарезания суппорт станкавместе с инструментом перемещается от ходовоговинта в сторону заднейбабки. Шпиндель станка вращается вместе с заготовкой. При, нарезании правой резьбышпинделю сообщается обратное вращение.
При втором методе обрабатываемую заготовку закрепляютна суппорте станка, а метчик-протяжку пропускают через отверстие заготовки и свободный конец инструмента зажимают в патроне.
Недостаток этого метода, применяемого в том случае, когда метчик не может войти в отверстие шпинделя,—необходимость применения специального приспособления для центрирования и закрепления заготовки.
При нарезании резьб большой длины (больше 100 мм) возможно применение третьего метода, при котором заготовку закрепляют на суппорте станка, а режущий инструмент устанавливают в центрах и передают вращение на два его конца от шпинделя станка и с помощью специального устройства.
При проектировании метчиков-протяжек и назначении их комплектности необходимо исходить из двух основных требований: обеспечения достаточной прочности метчиков и благоприятных условий для размещения стружки.
Достаточная прочность обеспечивается при условии, что длина заборной части метчиков-протяжек рассчитана при соблюдении соотношения

где k—число заходов нарезаемой резьбы.
Эта формула установлена по данным [15] с некоторыми уточнениями.
Условия для размещения стружки характеризуются коэффициентом, который определяется по ранее установленной формуле (1) и не должен быть меньше 0,5.
Согласно данным [15], максимальная длина инструмента Lmax=40d≤550 мм. В общем случае длина переднего направления (до начала заборного конуса) равна ;о+50 мм, хвостовой части (до начала резьбы) —25—50 мм и калибрующей части—4Р мм.
Расчет метчика-протяжки начинается с определения толщины срезаемого слоя, допустимой по прочности, и суммарной длины заборной части (формула (2) без учета сомножителя соз φ).
Применительно к трехканавочному метчику-протяжке для нарезания трехзаходной резьбы трап. 26Х (3Х8) в отверстиях длиной lо=80 мм (d1=18 мм—ГОСТ 9484—73): a=0,0116 мм; ;lз = 1065 мм.
При расчетеlз значение t принято равным 4,64 мм с учетом превышения наружного диаметра метчика над номинальным значением приблизительно на половину допуска по СТ СЭВ 185—75 для многозаходныхрезьб.
Рассчитанная длина заборной части метчика может бытьреализована в комплектеиз трех-четырех метчиков.
При n=4 длина заборной части каждого метчика должна быть равна ~260 мм.
При конструировании одинарных метчиков-протяжек для трапецеидальной резьбы следует руководствоваться положениями, изложенными при рассмотрении двухступенчатых метчиков.
При конструировании метчиков-протяжек:
обратная конусность и затылование по профилю назначаются, как для обычных метчиков [16], т. е. обратная конусность 0,1— 0,15 мм на 100 мм длины и задние боковые углы αб=7/÷10/ (возможно увеличение обратной конусности);
профиль резьбы корригируется с учетом обратной конусности;
для фрезерования канавок необходимо предусмотреть фрезы по ГОСТ 3266—71: диаметр сердцевин для трех и четырехканавочных метчиков равен ~0,25d и ширина пера соответственно 0,4d и 0,25d;
для многозаходных резьб необходимы винтовыеканавки, противоположные по направлению резьбы, но с одинаковыми углами подъема.