РЕГУЛИРУЕМЫЕ МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ КРУПНЫХ РЕЗЬБ
Процесс нарезания резьб большого диаметра обычными метчиками, как правило, сопровождается большой величиной разбивания резьбы по среднему диаметру. С целью получения годных деталей при нарезании их новым метчиком последний выполняют по среднему диаметру близко к нижнему пределу поля допуска среднего диаметра резьбы изделия. Но в этом случае в процессе работы или после первой переточки метчик начинает нарезать резьбу, с которой не свертывается резьбовой калибр ПР, т. е. он становится непригодным к эксплуатации.
Разработанная конструкция регулируемых метчиков[17] позволяет управлять размером среднего диаметра нарезаемой резьбы и добиться нужного расположения центра группирования размеров партии деталей.
Рабочая часть метчика для нарезания резьб в сквозных отверстиях (рис. 11) состоит из трех секций: режущей1, калибрующей 2 и ведущей 4. Калибрующая 2 и ведущая 4 секции выполнены в виде колец, надевающихся на хвостовик 8, выполненный заодно с режущей секцией/, и фиксируются относительно последней с помощью шпонок 3 и 5.При этом шпонка 3 выполняется треугольной, а на внутреннем диаметре калибрующей секции 2 сделано несколько треугольных шлицев. Ведущая секция с хвостовиком имеет шпоночное соединение.При изготовлении ив процессе работы калибрующая и ведущая секции метчиказакрепляются режущей гайкой 6 и контргайкой 7.
Во время изготовления калибрующаясекция метчика,имеющая несколько положений, устанавливаетсяна хвостовике 8 так,чтобы шпонка 3 входила в средний шлиц (шлиц отмеченриской), после чего производятся заточка инструментапо переднейграни и шлифование резьбы одновременно навсехтрех секциях. При этом на режущей и калибрующей секциях зубья затылуются по профилю.
Величина затылования на режущей секции К1= (0,0035÷О.ОО6) Fп мм. Такая величина обусловливает значение заднего бокового угла в цилиндрическом сечении резьбы метчика 7'—10' и является оптимальной с точки зрения точности нарезаемой резьбы и стойкости метчиков [16].
Рис. 11. Конструкции сборных регулируемых метчиков
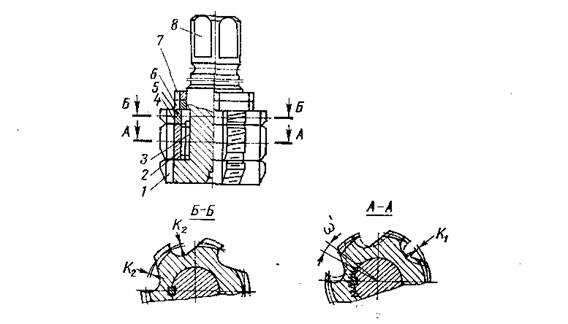
Величина затылования на ведущей секции К2=0,03—0,05 мм. Изменение размеровнарезаемой резьбы осуществляетсяпри повороте калибрующей секции относительно режущей и ведущей секцийна некоторый уголω΄, что обеспечивает определенное осевое смещение зубьев относительно зубьев двух других секций.
Такое рассогласование секций позволяет увеличить ширину профиля нарезаемой резьбы и соответственно средний диаметр на некоторую величину

Трехсекционный метчик может быть использован для нарезания резьб как всквозных, так и в глухих отверстиях. Однако длянарезания резьб в глухих отверстиях не требуется ведущая секция, и конструкция метчика в этом случае может быть упрощена.
Для нарезания резьбы в сквозных отверстиях необходимо изготовлениеведущей секции с бочкообразными зубьями, так как в противном случае после выхода из отверстия последнего зуба режущей секции калибрующая не может обеспечить резания. При наличии ведущей секции, зубья которой вошли в витки нарезанной резьбы детали, после выхода из отверстия режущей части резание калибрующими зубьями будет обеспечиваться за счет рассогласования между калибрующей и ведущей секциями метчика.
В этом случае при резании правыми боковыми кромками зубьев калибрующей секции (секция повернута вперед) метчик будет упираться в профиль нарезанной резьбы левыми вершинками бочкообразных зубьев ведущей секции, а при резании левыми боковыми кромками (секция повернута назад) —правыми вершинками зубьев ведущей секции.
Такие метчики могут быть использованы для нарезания точных резьб большого диаметра за один проход. В случае необходимости они могут быть использованы для нарезания резьбы в два и более проходов, а также в качестве последнего калибрующего метчика в комплекте метчиков при нарезании крупных точных резьб.
Шлифование резьбы двухсекционных регулируемых метчиков не отличается от шлифования обычных цельных метчиков.