Допуски и посадки соединений с прямобочным профилем зубьев
По ГОСТ 1139 – 80 установлены допуски для соединений с центрированием по внутреннему d и наружному D диаметрам, а также по боковым сторонам зубьев b. Поскольку вид центрирования непосредственно связан с выбором полей допусков на отдельные элементы соединения и их посадки, то назначение допусков определяется характером центрирования.
Выбирая вид центрирования шлицевых соединений, учитывают характер и условия работы узла, номинальные размеры соединений легкой, средней и тяжелой серий и исполнение (А, В, С) шлицевых валов (рисунок 57).
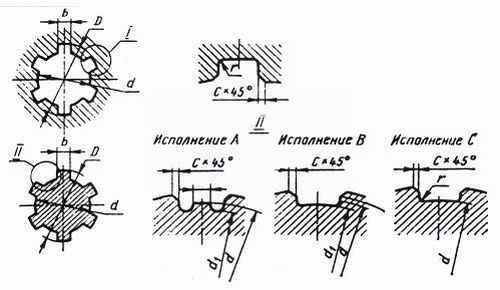
Рисунок 57 - Шлицевые соединения с прямобочным профилем зубьев
При изготовлении шлицевых валов с применением различных видов центрирования рекомендуется учитывать следующее: в соединениях легкой и средней серий размер d дан для валов исполнения А при изготовлении методом обкатки; валы соединений тяжелой серии исполнения А, как правило, методом обкатки не изготовляются; при центрировании по внутреннему диаметру шлицевые валы изготовляются в исполнениях А и С; при центрировании по наружному диаметру и боковым сторонам зубьев шлицевые валы изготовляются в исполнении В.
Центрирование по внутреннему диаметру d целесообразно, когда втулка имеет высокую твердость и ее нельзя обработать чистовой протяжкой (отверстие шлифуют на обычном внутришлифовальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки. Способ обеспечивает точное центрирование и применяется обычно для подвижных соединений. Точные посадки выполняются по размерам d и b.
Центрирование по наружному диаметру D рекомендуется, когда втулку термически не обрабатывают или когда твердость ее материала после термической обработки допускает калибровку протяжкой, а вал – фрезерование до получения окончательных размеров зубьев. Такой способ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки. Точные посадки выполняются по размерам D и b.
Центрирование по боковым сторонам зубьев b целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов и при реверсивном движении. Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования, поэтому редко применяется. Точные посадки выполняются по размеру b.
Для нецентрирующих диаметров рекомендуемые поля допусков приведены в ГОСТе 1139 – 80.
Допуски и основные отклонения размеров d, D и b шлицевого соединения назначают по ГОСТу 25346 – 89.
Пример условного обозначения:
1) шлицевое соединение с числом зубьев z = 8, внутренним диаметром d = 36 мм, наружным диаметром D = 40 мм, шириной зуба b = 7 мм, с центрированием по внутреннему диаметру d, с посадкой по диаметру d - H8/e8 и по размеру b – D9/f8:
d – 8 ´ 36H8/e8 ´ 40H12/a11 ´ 7D9/f8;
2) то же, при центрировании по наружному диаметру с посадкой по наружному диаметру D – H7/h7 и по размеру b – D9/f8:
D – 8 ´ 36 ´ 40H7/h7 ´ 7D9/f8;
3) то же, при центрировании по боковым сторонам зубьев:
b – 8 ´ 36 ´ 40H12/a11 ´ 7D9/f8.
4) условное обозначение втулки того же соединения при центрировании по внутреннему диаметру:
d - 8 ´ 36Н8 ´ 40Н12 ´ 7D9;
5) вала того же соединения:
d – 8 ´ 36е8 ´ 40а11 ´ 7f8.