Производственных систем.
ГПС (ГАП) – гибкая производственная система, гибкое автоматизированное производство.
Предпосылками послужили:
• Опыт эксплуатации жестко программируемых автоматизированных линий в многосерийном массовом производстве
• Опыт применения станков с ЧПУ, работающих в серийном и многосерийном производстве
• Освоение серийного производства мини и микро ЭВМ
• Накопленный опыт применения ЭВМ в проектировании, конструировании и управлении.
|
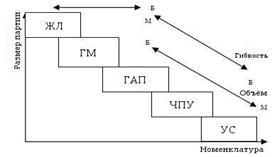
ЖЛ- жесткие автоматизированные линии
ГМ – гибкие модули
ГАП – гибкое автоматизированное производство
ЧПУ – числовое проектирование управления
УС – универсальные станки
ГПС (ГАП) – гибкая производственная система, гибкое автоматизированное производство.
Предпосылками послужили:
• Опыт эксплуатации жестко программируемых автоматизированных линий в многосерийном массовом производстве
• Опыт применения станков с ЧПУ, работающих в серийном и многосерийном производстве
• Освоение серийного производства мини и микро ЭВМ
• Накопленный опыт применения ЭВМ в проектировании, конструировании и управлении.
Гибкий производственный модуль – легко переналаживаемая и автономно функциональная единица автоматического оборудования, оснащенная работами загрузки и удаления деталей, подсчетом и заменой инструментов, удалением отходов производства, измерением и контролем в процессе производства, а также диагностикой неполадок и отказов в работе.
Гибкий производственный комплекс – это два и более взаимодействующих модуля (UGV) с одной трансп. системой, складской системой обеспечения, управляемой от ЭВМ.
Гибкое автоматизированное производство – это два и более гибких производственных комплексов с интеграцией системы автоматического конструирования, системой автоматического проектирования технологической подготовки производства, автоматизированной системой управления технологическим процессом, автоматической системой управления производством.
Гибкость характеризуется временем, необходимым для перехода к производству другого изделия.
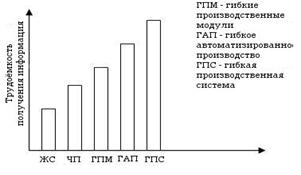 Рис. 1.31
Рис. 1.31
Формы организации производства:
- система МРП (США);
- система КАНБАН (Япония).
Идея МРП заключается в том, что в соответствие с программой производства и ее номенклатурой определяется разбивка по времени суммарной потребности детали, которая производится с учетом имеющихся запасов и незавершенного производства.
Недостатки:
• обилие предлагаемых программ, затрудняющих выбор;
• точность исходных технических данных (по номенклатуре- 98%, а по запасам и незавершенному производству- 95%);
• внедрение этой системы занимает 2-4 года, и важное значение имеет подготовка персонала.
Идея КАНБАН заключается в том, чтобы производить и поставлять продукцию именно тогда, когда она нужна потребителю; изготавливают детали не впрок, а непосредственно на сборку.
Достоинства:
• заказ на изготовление изделия поступает с рабочего места, находящегося ниже по ходу технологического процесса;
• большая гибкость производственного аппарата, возможность быстрого приспособления к изменению рынка;
• постоянное стремление персонала и улучшение показателей, так как основные ориентиры “0” дефектов, “0” запасов.
Недостатки:
• сложность освоения;
• требование жесткой дисциплины;
• сложность реагирования на внезапные скачкообразные объемы производства.