рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Производство
- /
- ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Реферат Курсовая Конспект
ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЛЕТАТЕЛЬНЫХ АППАРАТОВ
ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЛЕТАТЕЛЬНЫХ АППАРАТОВ - раздел Производство, ...
| |
Московский Авиационный Институт
(государственный технический университет)
Комаров Ю.Ю.
ОСНОВЫ
ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Учебное пособие Москва 2009ISBN 978-5-7035-2109-0
Данная книга – свод научных знаний в области технологии производства летательных аппаратов. В книге рассмотрены все этапы производства ЛА, основные технологии производства ЛА, а также САПР-ТП и CALS. Отражены экономическая эффективность CALS в маркетинге техники, проблемы инноваций, логическое обеспечение техники, эксплуатация и техническое обслуживание, экология, утилизация.
Книга – научное, производственное, справочное издание, которое будет полезно в качестве учебного пособия будущим специалистам авиационной техники; студентам технических вузов; представляет интерес для широкого круга читателей.
УДК 658.512.4: 629.7.002
Кафедра «Технологическое производства летательных аппаратов» университета МАТИ. Далецкий С.В., проф, дтн
©Комаров Ю. Ю., 2009

| |
ПРЕДИСЛОВИЕ………………………………………….…………..................9
ВВЕДЕНИЕ
Становление и развитие технологии производства летательных
аппаратов от ремесленного искусства (XVIII в.) до науки (XX в.) …………………………………………………………………….…………………..10
РАЗДЕЛ I
1.1.Структура предприятий и производственный процесс…………….13
1.2.Основные составляющие части ЛА……………………..…................15
1.3.Виды производства………………………...……………………………....19
1.4. Технологический процесс - основа производства…….……………….20
1.4.1. Понятие о технологическом процессе и его
составляющих………………………………………………….…22
1.4.2. Структура технологического процесса……………………….31
Технологичность конструкции самолета
1.5.2. Технологичность - основа повышения эффективности целевой отдачи авиационной техники…………….............36 1.5.3. Технологичность наружных обводов и членениеПонятие качества.
1.7.2. Инструменты управления качеством. Методы достижения качества…………………….……….….87 1.7.3. Конструкторско-технологические методы обеспечениеРАЗДЕЛ II. Основные Понятия технологии сборки ЛА.
2.1. Основные понятия технологии сборки летательных
аппаратов……………………………………………………………….132
2.2. Технологическая характеристика процессов сборки……………132
Требования к точности обводов агрегатов и их взаимному
2.4. Взаимосвязь конструкции и технологии……………....…………..136 2.5. Схема сборочных процессов………………………………………..…137 2.6. Пути повышения эффективности сборочных процессов….....138Теория и практика разработки автоматизированных систем
3.2. Анализ современных подходов к разработке САПР-ТП…………..198 3.2.1. Обзор разработок алгоритмического комплекса САПР-ТП…………………………………………………………………...198ПРЕДИСЛОВИЕ
В процессе проектирования приходится решать трудные, как правило, противоречивые задачи. С целью снижения затрат и степени риска конструктору и производителю приходится использовать все новейшие достижения науки и техники, в том числе, имеющиеся в смежных отраслях промышленности. Важной особенностью такой работы является увеличение числа разнообразных факторов, что неизбежно приводит к необходимости привлечения к процессу проектирования, постройки и обеспечения эксплуатации большого количества различных специалистов.
При этом требуется обеспечить и по возможности упростить неизбежный процесс обмена информацией.
Успех работы по выполнению поставленной задачи, в которой принимают участие специалисты ряда организаций, зависит от квалификации и, что крайне важно, от общего понимания выполняемой программы, итогом реализации которой будет создание нового самолета, наиболее полно отвечающего требованиям заказчика. В этой ситуации непрерывно растут традиционно высокие требования к подготовке специалистов для конструкторских бюро, научно-исследовательских институтов и предприятий авиационной промышленности.
Сегодня специфика работы конструкторского бюро требует от инженера узкой специализации, но при этом учебное заведение должно давать своему выпускнику достаточно полное представление о самолете или другом летательном аппарате, что позволит ему с большим пониманием и ответственностью относиться к работе, которую он конкретно выполняет.
Для такой цели во всех учебных заведениях, ведущих подготовку специалистов для авиационной промышленности, уже введены в учебный процесс обзорные, мировоззренческие дисциплины, формирующие у учащихся целостное, системное представление о конечном объекте проектирования и понимание того, что широкий кругозор помогает с большей эффективностью использовать на практике знания специальных предметов, полученные в учебном заведении.
Необходимо в процессе обучения стремиться заложить основы "технического мышления", без которого невозможно обойтись конструктору. Именно на это и нацелена наша книга: ознакомить Вас в самом первом приближении с таким сложным инженерным объектом, как летательный аппарат, показать его целесообразность и красоту, помочь Вам в освоении во многом интернационального профессионального языка (слэнга, англ. slang) инженеров аэрокосмической техники
ВВЕДЕНИЕ
Становление и развитие технологии производства летательных аппаратов от ремесленного искусства (XVIII в.) до науки (XX в.)
Начальный этап зарождения авиации начался еще в задолго до XX века, эпохи особого развития самолетостроения. Тогда многие исследователи… Тогда он создал и испытал модель прообраза вертолета. Но лишь в 1881 году А.Ф.… Второй период развития самолетостроения характеризуется становлением базы аэродинамической науки, накоплением новых…РАЗДЕЛ I
Структура предприятий и производственный процесс.
Рис 1.1 Производственная структура самолетостроительного предприятия: штриховая линия со стрелками – функциональная зависимость…Основные составляющие части ЛА.
Узел – часть отсека агрегата или самолета – получается в результате сборки из деталей при помощи различных крепежных изделий (заклепки, болты,… Агрегат – наиболее крупная часть планера самолета (фюзеляж, крыло, стойка… Отсек – наиболее крупная часть агрегата (носовая, центральная, хвостовая часть крыла, фюзеляжа и т.д.)Виды производства
Единичное производство — изготовление единичных неповторяющихся экземпляров продукции или с малым объемом выпуска, что аналогично признаку… Продукция единичного производства — это изделия, не имеющие широкого… Применяемый вид оборудования – универсальный, количество операций производимых на 1 рабочем месте более 100, высокие…Технологический процесс - основа производства.
Особенностями авиационного производства являются: а) частая сменяемость объектов производства,Понятие о технологическом процессе и его составляющих.
Первым основным признаком любого технологического процесса изготовления… Преобразовать исходные материалы в изделие, потребное человеку, с наименьшими затратами овеществленного и живого…Структура технологического процесса.
Ø Технологическая операция Ø Технологические переходы Ø Технологические проходыТехнологичность конструкции самолета
Понятие технологичности конструкции
Технологичность является одним из основных параметров самолета, который должен быть обеспечен при проектировании наряду с летными характеристиками,… Совершенство конструкции самолета в сфере производства определяется… Для обеспечения технологичности при проектировании необходимо выполнять следующие общие требования, предъявляемые к…Технологичность - основа повышения эффективности целевой отдачи авиационной техники
Характеристика технологичности и направления ее решения. Развитие авиации характеризуется усложнением конструкции планера и бортовых…Технологичность наружных обводов и членение планера.
Технологичность самолетов в значительной степени определяется рациональным выбором аэродинамических обводов, к которым предъявляются следующие… 1) простота аэродинамических форм агрегатов планера и всех входящих в… 2) максимальное применение поверхностей одинарной кривизны, т.е. поверхностей с прямолинейными образующими, которые…Качественная оценка технологичности
Качественная оценка технологичности конструкции изделия выражается понятием "хорошо - плохо", "соответствует - не… Эти понятия и результаты, которые должны получить при проектировании новых… Трудоемкость изделий является не только показателем технологичности как качественной, так и количественной ее оценки,…Таблица 1.1
| №№ п/п | Наименование типа деталей | Эскиз детали | Технологично | Нетехнологично |
| Обшивки или кожуха с наличием местной выпуклости | 
| - | + | |
| Перегородки, нервюры из титана или стали с двумя конструктивными решениями | 
| - | + | |
| Различные обтекатели в сварном и штампованном вариантах | 
| + | + - | |
| Гидроцилиндр шасси полученный механообработкой из трубной заготовки и сварной вариант | 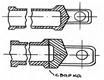
| + | - + | |
| Разъем штампованных деталей (должен находиться в одной плоскости) | 
| - | + | |
| Обшивки деталей с отбортовками желательно устанавливать в отдельную деталь | 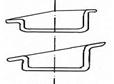
| - | + | |
| Слоистые панели с сотовым заполнителем, имеющие выдовки для крепления узлов навески или арматуры. Выдовки производят до полного или неполного смятия сотового заполнителя | 
| - | + | |
| Сопряжение ребер жесткости с полотном панели | 
| |||
| При проектировании панелей с продольным оребрением и переменнной толщиной – желательно обеспечить постоянство толщин равным шагу нервюр | 
| |||
| Сбег ребра монолитной панели должен заходить на утолщенную обшивку с длиной выреза ребра не менее 80 мм | 
| |||
| Площадки под нервюры в зоне перегиба панелей | 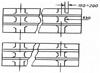
| |||
| Протяженность перегиба панелей (задавать в пределах одного шага нервюр) | 
| + | ||
| Пристыковка нервюр или шпангоутов к панели, возможны варианты | 
| + | Комбинация способов “а” и “б” на 1 нервюре нежела-тельно | |
| Предельные значения соотношений глубины и ширины профиля деталей (показатель формуемости) | 
| + к ≤ 0,4 + к ≤ 0,2 | - к ≥0,4 - к ≥0,2 |
В обобщенном виде факторы, определяющие требования к деталям различного производства, можно сформулировать и изложить в виде табличных данных (табл. 1.2).
Таблица 1.2
Факторы, определяющие требования к деталям различного производств
Количественная оценка технологичности.
Оптимальное сочетание применяемых в конструктивно-технологических решениях (элементной базы, компоновки, базовых несущих конструкций, принципов… Для оценки уровня качество промышленной продукции можно разделить на два…Технический уровень изделия - составная часть уровня его качества.
В формализованном виде это можно представить в следующем виде:
 , (1.3)
, (1.3)
где  - уровень качества изделия ;
- уровень качества изделия ;
 ,
,  – коэффициенты значимости по входящим элементам уровня качества продукции;
– коэффициенты значимости по входящим элементам уровня качества продукции;
 - технический уровень изделия;
- технический уровень изделия;
 - уровень качества изделия по прочности составляющих.
- уровень качества изделия по прочности составляющих.
В тоже самое время рассматривают как сумму
 ,
,
где  - уровень качества изделия;
- уровень качества изделия;
 - уровень качества в эксплуатации;
- уровень качества в эксплуатации;
, - коэффициенты значимости элементов уровня качества изделия.
Технологичность является составной частью уровня качества изделия и таким образом, составной частью его технического уровня:
 , (1.4)
, (1.4)
где  - уровень качества изделия по функциональным показателям,
- уровень качества изделия по функциональным показателям,
 - уровень качества изделия по технологичности,
- уровень качества изделия по технологичности,
 ,
,  - коэффициенты значимости элементов технического уровня изделия.
- коэффициенты значимости элементов технического уровня изделия.
|
Качество изделия - это, прежде всего совокупность потребительских свойств (технических и экономических), которые и оплачивает потребитель, в то время как технологичность-совокупность свойств характеризующих всего лишь состояние производства и изготовителя.
Оценка технологичности изделий может производиться с помощью:
- качественных характеристик (взаимозаменяемость, регулярность,
контролепригодность, инструментальная доступность и др.);
- количественных характеристик, которые включают базовые (исходные) показатели технологичности конструкциям изделия из группы изделий, обладающих общими конструктивными признаками в сравнении с показателями технологичности, достигнутые при разработке изделия.
При сравнении вариантов изделий по критерию технологичности, следует пользоваться не полной себестоимостью и капитальными вложениями, а технологической себестоимостью. С помощью такого анализа можно установить тот критический объем выпуска изделий, при котором целесообразно давать оценку технологичности
 ,(1.5)
,(1.5)
где  ,
,  - условно-постоянные расходы, к которым относятся расходы на изготовление специальных приспособлений и оснастки и амортизационные отчисления от стоимости специального оборудования, зарплата обслуживающего и управленческого аппарата;
- условно-постоянные расходы, к которым относятся расходы на изготовление специальных приспособлений и оснастки и амортизационные отчисления от стоимости специального оборудования, зарплата обслуживающего и управленческого аппарата;
 ,
,  - условно переменные затраты по вариантам, включающие в себя затраты на материалы, комплектующие изделия, основную и дополнительную заработную плату основных производственных рабочих, отчисления на социально-страховые затраты и ремонт и содержание оборудования и др.
- условно переменные затраты по вариантам, включающие в себя затраты на материалы, комплектующие изделия, основную и дополнительную заработную плату основных производственных рабочих, отчисления на социально-страховые затраты и ремонт и содержание оборудования и др.
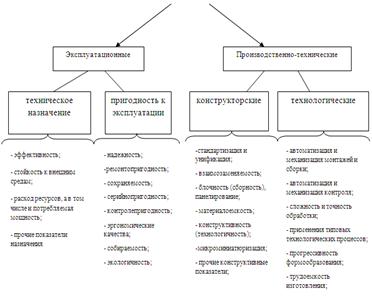
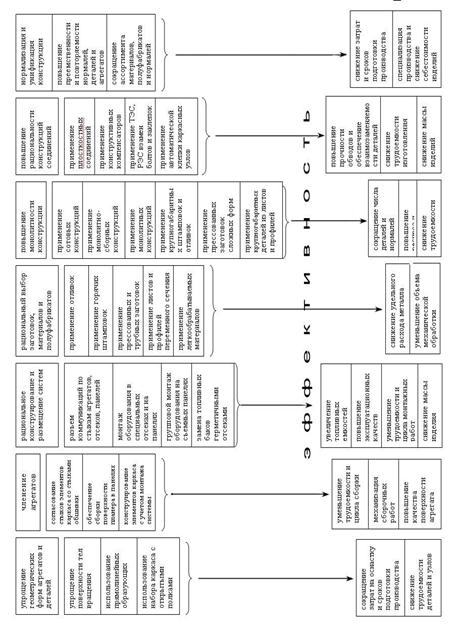
Взаимосвязь показателей технологичности можно показать схемой (Рис.1.16..)
Оптимальные значения базовых показателей технологичности конструкции изделия указываются в технологическом задании при разработке изделия.
Показатели уровня технологичности конструкции определяются как отношение значений показателей технологичности разрабатываемого изделия к соответствующим значениям базовых показателей.
Несмотря на то, что конструкция планера и систем непрерывно видоизменяется, основные их черты сохраняются относительно длительное время.
Взаимосвязь между отдельными элементами совокупности свойств конструкции, обуславливаемых ее технологичностью и основными требованиями, предъявляемыми производством в процентах, приведена в табл. 1.3. Эти данные относятся к приборостроению, но если их проанализировать, то можно найти много схожих с самолетостроением - состав базовых показателей технологичности, их оптимальные значения.
При рассмотрении путей повышения технологичности конструкции, соотношения трудоемкости и степени механизации по основным видам работ можно выделить главные направления, при проектировании которых в конечном счете получают наибольший эффект по снижению затрат производства.
Как видно из Рис.1.17 отработка конструкции на технологичность производится на всех стадиях разработки изделия, при технологическом оснащении производства и изготовлении изделия. В процесс этой отработки входит постоянный технологический контроль конструкторской документации, а также подготовка и внесение изменений в эту документацию, обеспечивающее достижение оптимальных показателей технологичности.
Расчет количественных показателей технологичности производится по отраслевой методике, разработанной на основе методики отработки конструкции на технологичность и оценки уровня технологичности изделий.
Таблица 1.3
Взаимосвязь между отдельными элементами совокупности свойств конструкции
| Свойства конструкции | Требования производства %, % | |||||
| Сокращение номенклатуры деталей | Возможность групповой обработки | Сокращение номенклатуры материалов и заготовок. | Уменьшение трудоемкости изделий | Сокращение производственного цикла | Сокращение затрат | |
| Стандартизация, унификация и типизация конструкторско-технологических решений | ||||||
| Прогрессивность формообразования деталей | -2 | -14 | ||||
| Рациональность точности и чистоты обработки | - | - | - | |||
| Контролепригодность | - | - | ||||
| Приспособленность к механизированной и автоматизированной подготовке, установке и монтажу | - | - | -53 | |||
| Рациональность коммуникаций (минимальное число коммуникационных связей при монтаже изделий) | - | - | -30 |
Стандарт устанавливает, что технологичность конструкции изделия может быть выражена показателями, которые характеризуют технологическую рациональность конструктивных решений и преемственность конструкции или ее пригодность к использованию в составе других изделий.
В качестве примера рассмотрим отдельные количественные показатели технологичности изделия.
Уровень панелирования изделия  характеризует членение агрегатов на отсеки и панели, которое способствует расширению фронта работ и внедрению механизации выполнения сборочных работ. Этот показатель технологичности определяет возможность применения рациональной технологии агрегатной сборки и в значительной мере эффективность ее комплексной механизации и автоматизации.
характеризует членение агрегатов на отсеки и панели, которое способствует расширению фронта работ и внедрению механизации выполнения сборочных работ. Этот показатель технологичности определяет возможность применения рациональной технологии агрегатной сборки и в значительной мере эффективность ее комплексной механизации и автоматизации.
Под качественной оценкой членения агрегата на панели подразумевают возможность применения панелей одновременно с продольным и поперечным набором или только с продольным или поперечным набором, а также конструктивно-технологические параметры панелей.
Анализ ряда изделий показывает, что при сравнительно большой доле панелированных поверхностей (до 80%) объем работ, выполненных механизированной и автоматизированной клепкой, достигает всего лишь 43%, что свидетельствует о недостаточном числе деталей, устанавливаемых на панелях. До 25% деталей не может быть установлено на панелях из-за трудности согласования стыков каркаса с обшивками. Следовательно, уровень панелирования надо определить не только по площади поверхности панели, но и по числу деталей, собираемых на панелях:
 , (1.6)
, (1.6)
где  - площадь поверхности панели самолета или агрегата, кв.м.
- площадь поверхности панели самолета или агрегата, кв.м.
 - число силовых точек (элементарных соединений) на панелях;
- число силовых точек (элементарных соединений) на панелях;
 - площадь поверхности самолета или агрегата, кв. м;
- площадь поверхности самолета или агрегата, кв. м;
 - число силовых точек на планере самолета.
- число силовых точек на планере самолета.
Уровень панелирования оперения у самолета Ил-73 составляет 65%, что обеспечило вынос на сборку панелей ряда узлов, которые устанавливались, например, на самолете Ил-62 в стапеле общей сборки.
 У самолета Ил-86 уровень панелирования оперения =68%, что свидетельствует о высокой технологичности оперения этого самолета. При этом обеспечено высокое качество панелирования, что достигнуто выделением панелей с помощью технологических разъемов и применением панелей с продольным и поперечным набором. Таким образом, при конструировании оперения самолета Ил-86 достигнута высокая технологичность, превышающая аналогичный показатель всех предыдущих самолетов, включая ИЛ-62.
У самолета Ил-86 уровень панелирования оперения =68%, что свидетельствует о высокой технологичности оперения этого самолета. При этом обеспечено высокое качество панелирования, что достигнуто выделением панелей с помощью технологических разъемов и применением панелей с продольным и поперечным набором. Таким образом, при конструировании оперения самолета Ил-86 достигнута высокая технологичность, превышающая аналогичный показатель всех предыдущих самолетов, включая ИЛ-62.
Самолет Ил-76 имеет уровень панелирования фюзеляжа =85%. Это достигнуто благодаря почти полной панелизации фюзеляжа. У самолета ИЛ-86 уровень панелирования фюзеляжа =89%, что достигнуто с использованием опыта создания предыдущих самолетов, а также значительного количества панелей монолитной конструкции. Накопленный опыт позволяет считать, что технически возможно довести для каждого агрегата самолета уровень панелирования до 80%.
Уровень монолитности - один из основных показателей, характеризующих технологичность. Действительно, монолитные конструкции по сравнению со сборными более прочны и жестки; более надежно обеспечивают герметизацию н имеют меньшую трудоемкость изготовления, что позволяет уменьшить трудоемкость сборочных работ, которые, как правило, выполняются вручную; упрощают планирование производства, складирование и комплектование технологических операций.
Развитие конструкции современных самолетов характеризуются повышением массы деталей и снижением числа соединений элементов, приходящихся на один кг массы изделия, за счет все более широкого применения крупногабаритных заготовок сложных форм, монолитных панелей, штамповок, отливок и т.д. Замена сборных узлов на монолитные детали позволяет сократить число деталей, входящих в изделие более чем в 20 раз, в том числе нормализованных деталей - в 3-5 раз, снизить массу на 35 – 40%, а трудоемкость уменьшить на 50%. Уровень монолитности конструкции обратно пропорционален числу деталей, входящих в изделие, и выражается:
 , (1.7)
, (1.7)
где  - масса изделия, кг;
- масса изделия, кг;
 - число деталей, в том числе нормализованных (кроме заклепок и крепежных элементов).
- число деталей, в том числе нормализованных (кроме заклепок и крепежных элементов).
Этот показатель можно получить как по отдельным агрегатам, так и в целом по самолету.
Уровень использования металла, в первую очередь характеризуется сортаментом материала, формой детали, процессом изготовления и видом заготовки. Конструктор стремится сократить массу изделия при заданной прочности и добиться оптимальности геометрических форм деталей, способов их изготовления в серийном производстве, выбрать заготовку так, чтобы сократить число деталей и соединений в изделии, сократить сортамент применяемых материалов и полуфабрикатов.
Степень выполнения требований, вытекающих из этих соображений, не может характеризоваться степенью использования металла, которая применима только для изготовления деталей. В ряде случаев, как например, при получении панелей из листа методом химического фрезерования, при некотором перерасходе металла достигается значительней выигрыш в массе и трудоемкости изготовления конструкции. Из сказанного вытекает, что необходим более полный критерий оценки использования металла в конструкции. В качестве такого критерия можно принять затраты материала на один килограмм массы изделия:
 , (1.8)
, (1.8)
где  - масса материалов и полуфабрикатов, затрачиваемых на изготовление одного изделия; кг; - масса изделия, кг.
- масса материалов и полуфабрикатов, затрачиваемых на изготовление одного изделия; кг; - масса изделия, кг.
На затраты материала, идущего на изготовление заголовок, влияет соответствие их форм и размеров готовым узлам и деталям. При сближении этих данных уменьшают трудозатраты. Следовательно, целесообразно ввести коэффициент:
 , (1.9)
, (1.9)
где  - трудоемкость изготовления полуфабрикатов;
- трудоемкость изготовления полуфабрикатов;
 - трудоемкость постройки самолета без готовых изделий.
- трудоемкость постройки самолета без готовых изделий.
Уровень нормализации – отражает степень специализации производства.
Наибольший эффект можно получить лишь при широком применении не только нормализованных деталей, таких как крепеж, но и нормализованных узлов (сидение, люки, и др.), т.е. при существенном увеличении массы нормализованных детален и узлов в общей массе самолета.
Уровень нормализации определяется отношением
 , (1.10)
, (1.10)
где  - число нормализованных деталей в изделии;
- число нормализованных деталей в изделии;
 - масса нормализованных деталей, кг;
- масса нормализованных деталей, кг;
- общее число деталей, входящих в :изделие;
- масса изделия, кг.
Уровень унификации конструкции изделия:
 , (1.11)
, (1.11)
где  - число унифицированных сборочных единиц в изделии;
- число унифицированных сборочных единиц в изделии;
 - число унифицированных деталей являющихся составными частями изделия и не входящих в Еун (стандартные крепежные детали не учитываются);
- число унифицированных деталей являющихся составными частями изделия и не входящих в Еун (стандартные крепежные детали не учитываются);
 - число сборочных единиц в изделии;
- число сборочных единиц в изделии;
 - общее число деталей в изделии без учета стандартного крепежа.
- общее число деталей в изделии без учета стандартного крепежа.
Уровень унификации сборочных единиц:
 .
.
Уровень сложности сборки-монтажа конструкции изделия:
 , (1.12)
, (1.12)
где  - число соединений осуществляемых в изделии с помощью разъемных соединений;
- число соединений осуществляемых в изделии с помощью разъемных соединений;
 - число соединений, осуществляемых с помощью резьбовых соединений;
- число соединений, осуществляемых с помощью резьбовых соединений;
 - число неразъемных соединений в изделии.
- число неразъемных соединений в изделии.
Уровень контролепригодности изделия:
 , (1.13)
, (1.13)
где  - число контролируемых параметров в изделии;
- число контролируемых параметров в изделии;
 - число точек контроля в изделии.
- число точек контроля в изделии.
Уровень повторяемости электрорадиоэлементов:
 , (1.14)
, (1.14)
где  - число типоразмеров- контролируемых параметров в изделии;
- число типоразмеров- контролируемых параметров в изделии;
 - число точек контроля в изделии.
- число точек контроля в изделии.
Технологичность изделий имеет и другие показатели, такие как уровень повторяемости  , уровень преемственности
, уровень преемственности  , уровень соединений
, уровень соединений  , и др.
, и др.
Уровень характеризует число соединений, а также число их видов и существенно влияет на массу и трудоемкость изделий.
Замена клепки точечной и роликовой сваркой, сокращение числа и класса точности болтов уменьшают трудоемкость сборки и массу изделий.
Упрощение конструкции соединений, применение различных методов компенсации снимают требования к точности деталей, позволяют повысить качество внешних обводов и поверхности.
Важным показателем с точки зрения технологичности является уровень удельной трудоемкости:
 , (1.15)
, (1.15)
где - масса самолета, кг.
Кроме выше указанных показателей для полноты оценки создаваемого самолета дополнительно предусматриваются: уровень применяемости материала; уровень применения типовых технологических процессов; относительная трудоемкость заготовительных работ; удельная технологическая себестоимость изделия; относительная трудоемкость вида процесса изготовления (литейного, штамповочного, сборочного, и т.п.); удельная материалоемкость изделия; технологическая себестоимость изделия; трудоемкость изготовления изделия; удельная трудоемкость (себестоимость) профилактического технического обслуживания; уровень точности обработки; шероховатость поверхности; уровень эффективности взаимозаменяемости; уровень стандартизации изделия; уровень унификации изделия; уровень унификации конструктивных элементов.
Приведенные показатели технологичности характеризуют создаваемый самолет, а также способствуют организации направленной работы по совершенствованию отдельных конструкторских решений.
Номенклатура показателей технологичности, методы их определения, и допускаемые отклонения устанавливаются в зависимости от вида изделия и стадии разработки конструкторской документации отраслевыми стандартами или стандартами предприятия. Число показателей должно быть минимальным, но достаточным для оценки технологичности конструкции.
Порядок организации взаимоотношений предприятия - разработчика конструкторской документации, предприятия - изготовителя и специализированных технологических институтов, и порядок принятия решения устанавливается отраслевыми стандартами.
Отрабатывает конструкцию изделия на технологичность предприятие, которое разрабатывает конструкторскую документацию, т.е. ОКБ или серийные конструкторские бюро. К отработке изделия на технологичность, как правило, привлекаются технологические службы предприятия-изготовителя, а также специализированные институты. Отработку конструкции изделия на технологичность проводят путем комплексного использования при выполнении опытно-конструкторских работ:
- оптимизационных методов выбора физико-химических и механических свойств материалов и видов исходных заготовок, точности обработки и шероховатости поверхности деталей, формы и расположения поверхности деталей и видов соединений их с сопрягаемыми деталями;
- размерного анализа конструктивных исполнений деталей и сборочных единиц;
- унификации составных частей конструктивных элементов и материалов;
- типизации конструктивных схем и компоновок их составных частей;
- агрегатирование и обеспечение взаимозаменяемости изделия и его составных частей:
- модульного построения систем и устройств;
- функционально-стоимостного анализа изделия и его составных частей;
- экономико-математического моделирования взаимосвязей основных функциональных и конструктивно-технологических характеристик изделия, влияющих на затраты труда и материалов при разработке, изготовлении техническом обслуживании и ремонте, с показателями эффективности производства или эксплуатации изделия.
При этом используется опыт предприятия-изготовителя, новые методы изготовления деталей, узлов, агрегатов, а также сборки и отработки систем. Кроме того, учитываются объем выпуска изделия и перспективы его расширения; взаимосвязь достигнутых показателей технологичности с другими показателями уровня качества; оптимальные условия работы завода изготовителя; наличие производственных площадей; перспективы внедрения новых передовых технологических процессов, методов и средств производства.
Отработка конструкции на технологичность - процесс, протекающий постоянно. Работы по повышению технологичности, внесения изменений в конструкцию в процессе серийного производства не должны нарушать стабильного хода производственного процесса. Обычно изменения, повышающие технологичность изделия вносят с определенной серии в зависимости от вида, назначения, объема работ по ТПП, а также от условий производства по эксплуатации.
В соответствии с отраслевым стандартом по изделиям приборостроения, каждый предмет обладает свойствами, обуславливающими его различия или сходства с другими предметами и проявляющимися во взаимодействии с ними. Например, радиоэлектронная аппаратура, работающая на самолете во взаимодействии с механическими и гидравлическими приводами.
Если попытаться дать свойству изделия какую-либо количественную или качественную относительную оценку, то она и будет являться показателем, характеризующим данное свойство. Для системы управление, например, такая оценка, позволяет судить об относительном состоянии предмета и принимать решения об изменении его или стабилизации. Как предлагает А. М. Войчинский, блоки радиоэлектронной аппаратуры при оценке на технологичность их показатели можно разделить на четыре класса: электронные, электромеханические, механические и радиотехнические. В специальную группу блоков он предлагает выделить соединительные, коммутационные и распределительные устройства. Ко всем классам относится базовый показатель - трудоемкость изготовления блока:
 , (1.16)
, (1.16)
где  – трудоемкость конструкции предшествующей модели проектируемого блока;
– трудоемкость конструкции предшествующей модели проектируемого блока;
 - коэффициент сложности блока, определяемый сравнением соответствующих технических требований к старой и новой конструкциям;
- коэффициент сложности блока, определяемый сравнением соответствующих технических требований к старой и новой конструкциям;
 – коэффициент снижения трудоемкости изготовления изделия.
– коэффициент снижения трудоемкости изготовления изделия.
 , (1.17)
, (1.17)
где  - планируемый рост производительности труда;
- планируемый рост производительности труда;
 - период времени начала проектирования до запуска в производство.
- период времени начала проектирования до запуска в производство.
В связи с тем, что сама по себе технологичность является весьма обобщенным показателем конструктивно-технологического решения, в качестве критериев оценки значимости частных показателей можно принять систему основных и дополнительных показателей технологичности  : трудоемкость изделия
: трудоемкость изделия  , материалоемкость
, материалоемкость  , технологическую себестоимость
, технологическую себестоимость  , серийнопригодность
, серийнопригодность  , уровень организации производства и труда
, уровень организации производства и труда 
Так как сами критерии для различных конструкций в различной степени влияют на технологичность, необходимо установить и значимость или предпочтительность  для самих критериев.
для самих критериев.
Для этого можно использовать метод парных сравнений. Все процедуры метода показаны на примере оценки значимости критериев.
По условию задачи имеем 5 объектов для сравнения:
, , , ,
Метод парных сравнений позволяет построить квадратную матрицу предпочтительности (табл. 1.5).
Коэффициент предпочтительности  - является числовой мерой – аналогом нашего представления значимости одного объекта по отношению к другому по выбранному критерию - в нашем случае технологичности.
- является числовой мерой – аналогом нашего представления значимости одного объекта по отношению к другому по выбранному критерию - в нашем случае технологичности.
Квадратная матрица предпочтительности Таблица 1.5
| Матрица предпочтительности | Расчетная матрица | |||||||
|
|
|
|
|
| 
|
|
| |
|
| = | > | = | > | < | 5,5 | 25,75 | 0,212 |
| 1,0 | 1,5 | 1,0 | 1,5 | 0,5 | ||||
|
| < | = | = | = | < | 19,00 | 0,157 | |
| 0,5 | 1,0 | 1,0 | 1,0 | 0,5 | ||||
|
| = | = | = | > | < | 23,75 | 0,196 | |
| 1,0 | 1,0 | 1,0 | 1,5 | 0,5 | ||||
|
| < | = | < | = | = | 19,75 | 0,163 | |
| 0,5 | 1,0 | 0,5 | 1,0 | 1,0 | ||||
|
| > | > | > | = | = | 6,5 | 33,00 | 0,272 |
| 1,5 | 1,5 | 1,5 | 1,0 | 1,0 | ||||
| Σ | 121,25 | 1,000 |
Эксперт последовательно и попарно сравнивает объекты, дает им оценку знаками “<”, “>” или “=”, заполняя верхние от диагонали ячейки матрицы (нижние от диагонали ячейки заполняются с обратным знаком). Так, например, для рассматриваемого изделия эксперт считает, что трудоемкость в большей степени влияет на технологичность, чем материалоемкость , т.е. >, но =, >, <.
Аналогично эксперт производит сравнение >и т.д. заполняя последовательно знаками ячейки матрицы.
Кроме заполнения матрицы предпочтительности эксперт должен указать, во сколько раз могут, по его мнению, отличаться значимости объекта, т.е. на основе опыта оценивает соотношение крайних значений предпочтительности. В данном случае он указывает одну из трех качественных характеристик: "сильное различие крайних значений", "среднее" или "незначительное". Этот шаг в решении задачи нужен для выбора значения как числовой меры - аналога. При расчете значимости критериев и частных показателей рекомендуется следующие значения ( и
и  -сравниваемые объекты).
-сравниваемые объекты).
1. При сильном различии крайних значений в оценке значимости показателей

2. При среднем различии крайних значений
3. При незначительном различии крайних значений

Дальнейшее решение задачи проходит без эксперта с помощью следующих шагов:
1. Подставим в таблицу предпочтительности вместо знаков соответствующие числа аналогов (, табл. 1.5.)
2. Находим  для каждого
для каждого  -го критерия и заносим их в расчетную матрицу.
-го критерия и заносим их в расчетную матрицу.
3. Определяем сумму произведений на соответствующие , т.е. значения приоритетов ,  . В общем виде имеем:
. В общем виде имеем:
4. Получаем относительное значение приоритетов или значимости γi критериев Кi.

Устанавливая знаки предпочтения, эксперт оценивает, как тот или иной частный показатель влияет на трудоемкость . По этой методике можно установить предпочтительность частных показателей, например, на материалоемкость и других критериев  .
.
Особые требования к производству и эксплуатации современных ЛА.
Специфические особенности ЛА и авиационного
Производства.
Таким образом, определенная совокупность положений, которая должна быть наиболее полно удовлетворена при проектировании, создании и эксплуатации… Ø Нормированные требования, которые объединяют ряд нормирующих… Ø Общие требования к самолету и его конструкции в целом, обязательные для всех агрегатов и частей, и…Понятие качества.
Особенности качества, применительно к авиационному производству.
Стадии качества: 1. Фаза отбраковки (потребитель должен получать только годные изделия) 2. Фаза управления качеством (обработка остается, сохраняется главная цель – потребитель должен получать только годные…Методы достижения качества.
1. Контроль качества включает в себя: контроль характеристик качества, сортировку продукции, доработку, корректирующие действия, выявление причин… 2. Управление качеством включает в себя методы и деятельность оперативного… 3. Обеспечение качества включает в себя внутренние методы контроля качества, планирование качества, анализ затрат на…Обеспечение качества ЛА.
Большое значение имеет сложность форм обводов планера самолета. Для создания длинномерных элементов конструкции одинарной и двойной кривизны,… К ним относятся, прежде всего, плазово-шаблонный метод производства и большая… Высокие требования предъявляются к точности деталей и сборочных единиц. Точность обводов крыла в зависимости от зон…Изделий.
Общие принципы обеспечения заданной точности
Изготовления и сборки изделий.
Ø Взаимозаменяемость и точность изделия являются важными показателями качества изделия. Ø Взаимозаменяемость - свойство части изделия, обеспечивающее… Ø Точностью какого-либо размера, называется степень соответствия его действительного значения значению,…Методы увязки размеров.
Различают 3 метода увязки: 1. связанный метод (Рис. 1.21.) 2. независимый метод (Рис. 1.22.)Точности
Рис. 1.24. Построение размерной цепи ступенчатого валика: а- схема простановки размеров; б – размерная цепь. … Образование размеров изделий описывается с помощью теории размерных цепей.Реализация плазово-шаблонного метода.
Рис.1.25 Теоретический плаз - это точный чертеж агрегата в натуральную величину, на… Рис 1.26. Расположение основных координатных осей и плоскостей самолетаОсновные шаблоны и конструкторские плазы.
Ø шаблон контрольно-контурный ШКК; Ø отпечаток контрольный ОК; Ø конструктивный плаз.Таблица 1.6
Краткая характеристика некоторых производственных шаблонов
Структура себестоимости изделия. Технологическая себестоимость.
Ø Производительность труда Ø Себестоимость продукции Ø Эффективность капиталовложенийПроизводительность оборудования и труда рабочего.
Методы сокращения основного и вспомогательного времени изготовления изделия.
1. Выбор рациональной структуры технологического процесса, наиболее прогрессивных процессов сборки и обработки; 2. Выбор наиболее производительного и автоматизированного оборудования и… 3. Максимально использование оборудования, оснастки, обеспечивающей полную загрузку по мощности и по времени;Механизация и автоматизация выполнения
Технологических процессов.
Применение автоматов, полуавтоматов, гибких
Производственных систем.
Предпосылками послужили: • Опыт эксплуатации жестко программируемых автоматизированных линий в… • Опыт применения станков с ЧПУ, работающих в серийном и многосерийном производствеПроцессы изготовления деталей ЛА.
Современное авиационное материаловедение при всем разнообразии его конкретных научных направлений призвано в конечном итоге решать две важнейшие… Анализ основных тенденций развития современной авиационной техники,… ü повышение весовой эффективности использования материалов в планере самолетов и вертолетов на 25%,Материалы для планера самолетов и вертолетов.
Материальный облик ЛА определяют более 120 конструкционных и функциональных материалов, внедренных в самолетах Ил-96М, Ту-204,Бе-200 и последних… За счет применения новых алюминиевых сплавов, полимерных композиционных…Характерные полуфабрикаты и заготовки в производстве.
1. Алюминиевые сплавы: Д16- листы, монолитные панели, прессованные профили (обливки, обтекатели… Д16АТ – термические обработки - твердые,Заготовительно-обработочный процесс.
Минимальный припуск на обработку. Zbmin=(Ha+Ta)+(P’a+E’a)Механические процессы.
Рис. 1.37. Схема процесса резки: а – ножницами: 1-верхний нож; 2-нижний нож; 3-стол ножниц; 4-разрезаемый полуфабрикат. б –… Рис.1.38. Способы резки по криволинейным контурам: а – дисковыми ножницами; б - вибрационными…Процессы холодного деформирования.
б) гибка — гибка, скручивание; в) вытяжка — вытяжка, обтяжка, протяжка; г) формовка — рельефная формовка, растяжка, отбортовка, правка;Обтяжка.
Рис.1.50. Кольцевая обтяжка: а - схема…Вытяжка.
Рис.1.51. Схема вытяжки цилиндрической детали. 1-заготовка, 2-пуансон, 3-матрица, 4-деталь, полученная глубокой вытяжкой…Гибка профилированным инструментом. Универсальная матрица.
Рельефная формовка заключается в образовании местных углублений или выпуклостей за счет растяжения и частичного перемещения материала. Возможность…РАЗДЕЛ II
Основные понятия технологии сборки летательных
Аппаратов.
В производстве ЛА принято делить изделие на агрегаты, отсеки, узлы и детали часто называемыми сборочными единицами. В процессе разработки…Технологическая характеристика процессов сборки.
У ЛА обычно выделяют: - планер; - органы приземления (шасси); - двигатели; - системы управления; - специальное оборудование; - средства связи.Требования к точности обводов агрегатов и их
Взаимному положению.
При сборке планера самолета необходимо учитывать жесткие требования в отношении точности воспроизведения его аэродинамических обводов и достижения… Рис.2.3. Допуски на обводы и установочные углы отдельных…Схемы сборочных процессов
В зависимости от степени членения конструкции планера самолета на сборочные единицы и степени дифференциации, сборочных и монтажных работ сборочный… Рис. 2.4. а)Последовательная схема; б) Параллельная схема; в) Последовательно-параллельная схема. …Взаимосвязь конструкции и технологии.
Существенные изменения в конструкции, опирающиеся на новейшие достижения науки и техники, неизбежно вызывают необходимость появления новых… Борьба за уменьшение массы планера ЛА, увеличение его ресурса и надежности… - отказ от конструктивных разъемов по всем основным частям планера (например, переход на неразъемные конструкции крыла…Пути повышения эффективности сборочных процессов.
Частая смена объектов производства или значительные по своим объемам и частоте модификации выпускаемых машин проводят к большим изменениям в… Вопросам повышения эффективности сборочного производства уделяется в последнее… Отставание сборочного производства произошло главным образом вследствие недостаточного внимания к вопросам научно-…Методы сборки и сборочные базы.
В основу определения понятия «метод сборки» в общем машиностроении принят принцип степени взаимозаменяемости деталей поступающих на сборку. В силу… По этому признаку различают следующие методы сборки: 1. сборка по базовой детали (чертежу);Бесплазовая увязка размеров в агрегатно-сборочном прозводстве)
Особенности сборочных работ обусловлены спецификой ЛА как объекта производства: · Многодетальностью конструкции (до 1500-2000 деталей на одну тонну массы) … · Малой жесткостью деталей и сборочных единиц (СЕ) из-за больших габаритов требований по минимизации массы;Сущность метода бесплазовой увязки размеров.
Например, создание широкоразвитого гибкого аппарата математического моделирования поверхностей самолетов, который позволял бы производить все… В настоящее время появились методы, позволяющие описывать подавляющее… Широкое распространение аналитических методов задания обводов, автоматизации расчетов и записи программ для…Преимущества и недостатки различных методов
Сборки.
В таблице 2.2. приведены в качестве примера технико-экономические показатели при сборке шпангоута при программе производства 1000 шпангоутов в год.…Конструктивно-технологическая характеристика соединений,
Применяемых в конструкциях самолетов.
Виды и технологические характеристики соединений.
Заклепочные соединения рекомендуют применять в пакетах толщиной S < = (2,5 . . . 3,5)d (d – диаметр заклепки). Меньшая толщина пакета… При больших толщинах пакета S > = 4d рекомендуют применять болтовые и… Проектирование и изготовление заклепочных и болтовых соединений хорошо освоено, чем объясняется их широкое…Обобщенная схема технологических процессов
Выполнения соединения.
Первым этапомТП выполнения соединения является образование и обработка отверстий под крепежные элементы, подготовка поверхностей соединяемых… Отверстия под заклепки и болты образуют сверлением и обрабатываются разверткой… На втором этапе устанавливают крепеж (болты, заклепки) или наносится клеевой слой, укладывается припой в соответствие…Силовые схемы соединений.
Рис. 2.13. а) торцевое; б) на ус. Рис. 2.14. Односрезное в нахлесткуПоказатели качества соединений.
Конструктивные это те, которые определяются конструктором при проектировании изделия. Очевидно, что конструктор при проектировании должен учитывать… 1) Прежде всего, соединение должно отвечать заданным требованиям статической и… В заклепочных и болтовых соединениях существенное влияние на ресурс соединения оказывают величины радиального и…Технологические методы соединения болтовых высокоресурсных соединений.
Схема 2.2 Ряд эксплуатационных факторов также влияет на поддержание заложенного… Под величиной осевого натяга понимают усилие сжатия пакета, перпендикулярное плоскости соединения при постановке…Клеи. Заполнители.
Технология выполнения высокоресурсных клеевых и клеесварных соединений.
- предварительная сборки разборка узла; - подготовка поверхностей деталей под склеивание; - нанесение подслоя клея (грунтовки) и его термообработка (в случае необходимости);Изготовление конструкций с сотовым заполнителем.
Технологический процесс сборки панели с сотовым заполнителем состоит из следующих основных операций: Ø изготовление сотового заполнителя и придания ему требуемых форм и… Ø подготовка обшивки, деталей каркаса и сот к склеиванию, нанесения клея, сборка и склеивание панелей;Изготовление сотового заполнителя.
Сотовые заполнители также изготавливают из хлопчатобумажных и стеклянных тканей, бумаги, полиамидной бумаги преимущественно методом растяжения… Требуемая форма заполнителю придается путем механической обработки. В… Подготовка обшивки, деталей каркаса и сот к склеиванию производится описанными ранее способами.Таблица 2.5. Технологический процесс изготовления сотового
| Операция | Эскиз | |
| Обезжиривание и сушка фольги | 
| |
| Нанесение на фольгу клеевых полос, сушка, пробивка дренажных отверстий при необходимости и складывание пакета | 
| |
| Закладка пакета в приспособление для склеивания | 
| |
| Склеивание пакета (отверждения клея) | 
| |
| Разметка панели и сверление базовых отверстий | 
| |
| Разрезка пакета на заготовки | 
| |
| Фрезерование заготовки по контуру | 
| |
| Растяжение | 
| |
| Фрезерование сотового заполнителя | 
| |
| Контроль | ||
|
|

Контроль качества сотовых агрегатов.
Для контроля качества обезжиривания фольги применяется люминесцентная установка УЛКО-3, обеспечивающая 100%-ный контроль фольги с обеих сторон. Качество склеивания сотовых агрегатов проверяется на механизированной… Выявление зон непроклеев (рис.2.21.) производится импедансно акустическим методом, основанном на изменении частоты…Изготовление узлов с заполнителем в виде пенопласта.
На рис.2.22. приведенаттиповая конструкция узла с заполнителем пенопластом. Рис. 2.22. 1- лонжерон; 2- нервира; 3 – заполнитель в виде… При прессовом методе технологический процесс осуществляется в следующей последовательности: сборка каркаса, установка…Это интересно.
Конструкционные и функциональные наноматериалы.
Нанотехнология – это набор технологий и методик, манипулирующих с отдельными атомами и молекулами в масштабах 1-100 нм(рис 2.27). Рис.2.27. Примеры практического использования нанотехнологий …Нанотехнологии и наноматериалы.
Наноматериалы обладают значительно большей удельной площадью поверхности в сравнении с традиционными материалами. Эта особенность привлекает… Для удобства рассмотрения наноматериалы можно упрощенно подразделить на… Композиционные материалы уже давно использовались в оборонной промышленности. Развитие нанотехнологий привело в…РАЗДЕЛ III
Теория и практика разработки автоматизированных систем технологической обработки.
Процесс технологической подготовки машиностроительного производства заключается в разработке различной технологической и плановой информации, в… Роль проектирования технологических процессов особенно возрастает при переходе… При автоматизации проектирования и управления производством с помощью ЭВМ часть элементов технологической подготовки…Анализ современных подходов к разработке САПР-ТП.
Обзор разработок алгоритмического комплекса
САПР-ТП.
У других исследователей вопросы автоматизации проектирования технологических процессов механической обработки базируются на многоуровневом… Рассмотренный метод является системным и широко универсальным. Однако в полной… При очевидной универсальности многоуровневого метода в этих работах большое значение придается использованию методов…Организационное обеспечение САПР.
1. математического обеспечения; 2. программного обеспечения; 3. информационного обеспечения;Разработка САПР-ТП на базе идей типизации.
При проектировании технологических процессов по типовым или групповым процессам АСТП представляет собой информационно-поисковую систему, в которой… Последовательность разработки систем автоматизированного проектирования… 1.Анализируют и разбивают на группы (классы) множество деталей, для проектирования технологических процессов которых…Стратегия, концепция, принципы CALS.
Идея CALS родилась в 80-е годы в оборонном комплексе США. Министерство обороны рассчитывало, используя CALS как стратегию экономического,… Учитывая такие задачи специфичны не только для вооружений, CALS быстро… В советском союзе в 80-е годы концепция интегрированной компьютеризации использовалась при создании…Этапы жизненного цикла изделий и развитие CALS.
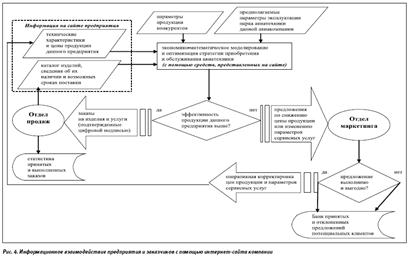
Основные этапы ЖЦИ и типы применяемых на них АС представлены на рисунке 3.6. Цель маркетинговых исследований —анализ состояния рынка, прогноз спроса на… На этапе проектирования принимаются решения относительно принципов функционирования изделия, разрабатываются…Причины появления и принципы CALS.
Негативные последствия несогласованности лингвистического и информационного обеспечений разных АС наиболее выпукло проявляются при росте сложности… Таким образом, дальнейший прогресс в области техники и промышленных технологий… К основным целям CALS относится прежде всего создание принципиальной возможности дальнейшего технического прогресса по…ВЫВОДЫ
На стадии маркетинга продукции авиационно-космического машиностроения применение CALS-технологий позволяет организовать согласование параметров проекта со всеми участниками ЖЦИ на основе имитационного моделирования ЖЦИ. При этом может быть достигнуто:
ü сокращение риска реализации проектов создания новых изделий за счет повышения точности прогнозирования спроса;
ü повышение ожидаемой прибыли за счет оптимизации технических и стоимостных параметров проекта на ранних этапах ЖЦИ.
Однако необходимыми условиями проявления описанных эффектов являются ориентация предприятия на удовлетворение потребностей потенциальных заказчиков и активная маркетинговая политика.
|
Автоматизированная технологическая
Подготовки производства в авиастроении.
· Рис.3.1 Подсистема CAD/CAM/CAE и конструкторско-технологический PDM. На этом этапе полностью создается… · Рис.3.2 Подсистема ТПП автоматизированная… · На третьем этапе создается подсистема VR/VS, с помощью которого происходит виртуальная визуализация конструкции и…Автоматизация подготовки производства в концепции
CALSтехнологий.
Основные принципы.
Применение компьютерной технологии проектирования и технологической подготовки производства должно обеспечивать: ü интенсификацию проектных работ и сокращение срока проектирования… ü сокращение объема доводок;Реализация процессов в системе PDM.
PDM-система (Product Data Management — система управления данными об изделии)…Основные характеристики
В PDM-системах обобщены такие технологии, как: управление инженерными данными (engineering data management — EDM; управление документами; … Рис.3.12Методы, алгоритмы оптимального проектирования.
Постановка задачи классификации объектов.
Пусть S (D) - универсальное множество объектов классификации,di-элемент этого множества, т.е. di Є S(D). Ŝ - множество объектов, принадлежащих классификации в данный момент. Очевидно, Ŝ принадлежит S(D).
Классификация элементов множества Ŝ сводится к разбиению его на систему пересекающихся подмножеств S = {S1,S2,....SN}. Таким образом, чтобы удовлетворились аксиомы разбиения:
· Si Є Ŝ
· Si ≠ Ǿ, γ i Є 1,N
· Si ∩ Sj =Ǿ, γ( i≠j)
· Ũ Si = Ŝ
Множество S делимо по признаку p, если имеются элементы, обладающие этим признаком, т.е. Ξ di Є Sp Є S, где Sp- множество элементов, обладающих признаком p.
Объект классификации di обладает признаком классификации р, если находиться в отношении dipdj к объекту dj (типовой объект классифицируемой группы). Все элементы множества S, обладающие признаком р, составляют отдельный класс SPK Є Ŝ, а отношение р, определяющие признак деления, является отношением эквивалентности на множестве S, т.е.
· dipdj → di = dj
· dipdj ↔ dipdj
· (dipdj) Λ (dipdk)→ dipdk
При рассмотрении деталей как объектов классификации различают их между собой по совокупности конструктивно-технологических признаков: габаритные размеры, типы поверхностей, материалы, шероховатость поверхностей и т.д.
Используя эти признаки можно составить описание детали:
υ (di) = <p1, p2, ....,pm>, m≤l
( l –общее количество признаков).
Множество всех возможных описаний V есть прямое декартово произведение:
V= M1*M2*....*Mn1
В этом случае описание объектов классификации равнозначно заданию функции f (функция измерения), отображающей S в пространство V
f: S→V
Алгоритмы формирования классификационных группировок.
Представим каждую деталь, как точку в n-мерном пространстве свойств. Тогда каждому классу деталей должна соответствовать особенная группа точек в этом пространстве. Для оценки меры близости между точками и группами точек им ставится в соответствие некоторая функция. Рассмотрим, например, функцию
f(R)= 1/(1+αR2 ),
где α- коэффициент пропорциональности,
R- расстояние между точками в пространстве.
За R примем так называемое расстояние по Хеммингу, равное числу несовпадающих координат обеих точек. Величина f считается мерой близости, пропор-циональной расстоянию R.
Таким образом, мера близости между точками a2 и a1 равняется
F( a2, a1)= 1/(1+αR2( a2, a1 ))
А средняя мера близости между точкой а и множеством точек А, равняется:
f(a,A)= (1/NA )*∑f (A,ai)
где NA – количество точек множества А.
Аналогично вводится мера близости между двумя множествами точек А и В:
f(A,B)=( 1/NA)* ∑f (ai, B )
или
f(B,A)=( 1/Nb)* ∑f (A,bj,)
Рассмотрим пример. Пусть имеются две детали, векторы которых в пространстве свойств соответственно равны
F (a1)=[10100] и F(a2)=[00010]
Определим разности (число несовпадающих координат)
F (a1)=[10100]
F(a2)=[00010]
F (a1)- F(a2)=[10110]
Расстояние R определяется как сумма значений компонентов вектора F (a1)- F(a2),т.е. R=1+0+1+1+0=3, а мера близости
f(a1,a2)=1/(1+[1/52 ]*32 ) = 0,74
где α= 1/52 - коэффициент, учитывающий общее количество свойств.
При реализации алгоритмов классификации объекты могут предъявляться на классификацию либо последовательно, один за другим, либо параллельно. Последовательные алгоритмы классификации применяются тогда, когда неизвестно заранее число деталей, подлежащих классификации.
Алгоритм 1.
Исходные данные А=(а1,......,аN)- последовательно вводимые детали; [1]- допустимая мера близости.
1.Первая деталь а1 принудительно относится к первому классу
К1 ={а1}
F (a3) = [11100]
F (a4) = [10110]
F (a1, a2 , a3 , a4 )= [41411]; ∑=4+1+4+1+1=11
Среднее значение 11:5=2.2. тогда вектор типового представителя класса [a1,a2,a3,a4] имеет вид F(a* )=[10100]. В данном случае он совпадет с деталью a2 .
Рассмотрим пример проведения классификации по предложенному ранее алгоритму 1. Детали, которые надо классифицировать представим на рис. 3.13


В таблице 3.3 представлено описание формы детали (упрощенно).
В качестве признаков выбраны типы поверхностей:
F1 - цилиндрическая наружная гладкая
F2 - цилиндрическая наружная ступенчатая
F3 – сферическая наружная
F4 - цилиндрическая внутренняя гладкая
F5 - цилиндрическая внутренняя ступенчатая
F6 – коническая внутренняя
F7 – фланец
F8 – фланец с отверстиями
F9 - выступ наружный
F10 – выступ внутренний
F11-паз наружный
Таблица 3.3
| F1 | F2 | F3 | F4 | F5 | F6 | F7 | F8 | F9 | F10 | F11 | |
| F(A1) | |||||||||||
| F(A2) | |||||||||||
| F(A3) | |||||||||||
| F(A4) | |||||||||||
| F(A5) | |||||||||||
| F(A6) | |||||||||||
| F(A7) |
Вычислим меру близости между детали a1 и a2. Выпишем векторы этих деталей:
F (a1) = [01110110000]
F (a2) = [00110000100]
F (a1 a2) = [01000110100]
R=0+1+0+0+0+1+1+0+1+0=4
f(a1 a2) =1/ (1+ [4 2 /112 ]) =0.885
Вычислим меры близости для остальных наружных деталей и сведем все это в матрицу (Таблица 3.4.)
Таблица 3.4
| a1 | a2 | a3 | a4 | a5 | a6 | a7 | |
| a1 | 0.88 | 0.66 | 0.83 | 0.83 | 0.71 | 0.77 | |
| a2 | 0.77 | 0.93 | 0.93 | 0.71 | 0.93 | ||
| a3 | 0.83 | 0.83 | 0.93 | 0.77 | |||
| a4 | 0.1 | 0.77 | 0.99 | ||||
| a5 | 0.77 | 0.99 | |||||
| a6 | 0.71 | ||||||
| a7 |
Пусть порядок предъявления деталей на классификацию следующий
{a1 a2 a3 a4 a5 a6 a7 }
Рассмотрим последовательность формирования классов при ограничении [1]=0.85
1.Первая деталь a1 относится к первому классу K1
K1 ={ a1 }
2. Вторая деталь a2 относится к первому классу K1 и вычисляется мера близости деталей a1 и a2 в классе
K1 ={ a1 a2 }→ f(K1}=0.88> [1]
3.Третья деталь a3 относится к первому классу K1 и вычисляется мера близости деталей a1 a2 a3 в классе:
K1 = { a1 a2 a3 }→ f(K1 )=0.66< [1]
В этом случае не выполняется условие f(K1)≥[1], поэтому деталь a3 образует класс K2:
K2={ a3 }
4.Четвертая деталь a4 относится последовательно к первому K1 и ко второму K2 классам меры близости:
K1 ={ a1 a2 a4 }→ f(K1 )=0.83<[1]
K2 ={ a3 a4 }→ f(K2)=0.83<[1]
Условие f(К1 )≥[1] не выполняется и поэтому четвертая образует новый класс K3
K3={ a4 }
5.Пятая деталь a5 относится последовательно к первому К1 ,второму K2 и третьему K3 классам и вычисляются меры близости
K1 ={ a1 a2 a5 }→ f(K1 )=0.83<[1]
K2= { a3 a5 }→ f(K2)=0.83< [1]
K3 ={a4 a5 }→ f(K3 )=1.0>[1]
По условию f(К1 )≥[1] пятая деталь относится к третьему классу.
6.Шестая деталь a6 относится последовательно к первому K1, второму K2 и третьему K3 классам и вычисляются меры близости:
K1 ={ a1 a2 a6}→ f(K1 )=0.71<[1]
K2 ={ a3 a6 }→ f(K2 )= 0.93>[1]
K3 = { a4 a5 a6 }→ f(K3 )=0,77< [1]
7.Седьмая деталь a7 относится последователь к первому K1 ,второму K2, третьему K3 классам и вычисляется мера близости:
K1 = { a1 a2 a7}→ f(K1 )=0.77<[1]
K2 ={ a3 a6 a7}→ f(K2 )= 0.71<[1]
K3 ={ a4 a5 a7 }→ f(K3 )=0,99>[1]
По условию f(К1 )≥[1] седьмая деталь a7 относится к третьему классу. Таким образом, получили следующие классы и меры близости деталей:
K1 ={ a1 a2 }→ f(K1 )=0.88
K2 ={ a3 a6 }→ f(K2 )= 0.93
K3 ={ a4 a5 a7 }→ f(K3 )=0,99
Сформированный состав классов соответствует интуитивному разбиению множества деталей, изображенному на рис.3.13
Для формирования кода типового представителя какого-либо класса деталей необходимо поделать следующее. Возьмем, для примера третий класс.
1.Выполняем покомпонентное сложение векторов, соответствующим деталям этого класса
F(a4)=[01000000100]
F(a5)=[01000000100]
F(a7)=[01000000101]
F(a4 a5 a7)=[03000000301]
2.Выполняем алгебраическое сложение чисел в компонентах результирующего вектора
∑=7
Среднее значение 7/3=2.3
3.Формируем вектор состава признаков класса деталей. Он будет
∑*=[01000000100]
Таким образом, к этому классу относятся детали ограниченные наружными цилиндрическими ступенчатыми поверхностями и имеющие снаружи выступ.
Типовые и групповые процессы послужили основой для создания методов автоматизированного проектирования. Этому способствовало отсутствие методов проектирования на ЭВМ индивидуальных технологических процессов. Однако использование только типизации и групповой технологии не принесло ожидаемого эффекта от применения ЭВМ, так как эти методы требуют больших затрат времени на подготовку качественно новых типовых и групповых процессов и большого объема ИПС для их хранения. Заимствование у архивов предприятий типовых и групповых технологических процессов как метод комплектования ИПС АС ТПП, широко применявшийся в первый период разработки АС ТПП первого поколения не мог быть рекомендован, так как ориентирует на пройденные этапы развития и методов проектирования.
Работы по созданию теории и методов автоматизированного проектирования индивидуальных технологических процессов позволяет говорить об автоматизированных системах технологического проектирования второго поколения. В этом случае в системе предусматривается проектирование и исполнения индивидуальных технологических процессов с последующим их анализом, классификацией и группирования по принципу единства технологии и оснастки.
Задачи оптимального проектирования в САПР технологического назначения.
Под оптимальным понимают такое проектирование, цель которого состоит в создании технологического процесса, не только выполняющего заданные функции,… Проблема оптимального проектирования не нова. Человек всегда стремился к… Анализ современного состояния проблемы оптимального проектирования позволяет выявить следующие уровни ее решений.Математические модели оптимального проектирования.
Именно в формировании математической модели заключается постановка задачи оптимального проектирования технологического процесса, которой… Цели оптимизации могут иметь и более сложный характер, когда число показателей… На первом этапе разработки математической модели оптимального проектирования выявляют параметры процесса, влияющие на…Методы решения задач оптимального проектирования.
Методы классического анализа.
Методы исследования функций классического анализа представляют собой классические методы дифференциального исчисления.
Экстремум целевой функции Q(х) находят из необходимого условия его существования, состоящего в том, что производная в точке экстремума равна нулю. Тогда оптимальное решение Х* можно найти из системы уравнений:

 (3.4)
(3.4)
Для того чтобы определить, является ли Х* точкой максимума или минимума, используют достаточные условия существования экстремума.
Если уравнения (3.4) нелинейные, то решить их систему аналитическим путем удается редко. В этом случае используют ЭВМ и соответствующие численные методы или методы нелинейного программирования.
Проиллюстрируем реализацию методов классического анализа на примере распределения припуска между проходами при фрезеровании у деталей ЛА наружных контуров, контуров окон, выступов (рис3.14.).
Примем в качестве критерия оптимальности машинное время станка при снятии припуска в один или два прохода, а в качестве ограничивающих зависимостей формулы расчета режимов резания.
Время обработки Тк наружного контура, контура окна или выступа длины Lобр будет
 (3.5)
(3.5)
где Z – количество зубьев фрезы; n – частота вращения шпинделя; S’z – подача на зуб чернового прохода; S”z – подача на зуб чистового прохода.
При черновом проходе резание должно быть максимально интенсивным, т.е. величину S’z можно определить по формуле:
S’z=Ct,bDB-0,2t-0,5 мм/зуб, (3.6)
где Ct,b=0,008 (для конструкционных сталей) и 0,024 (для алюминиевых сплавов) при обработке их быстрорежущим инструментом; D – номинальный диаметр фрезы; B – высота фрезерования; t – припуск.
При чистовом проходе S”z необходимо выбрать таким, чтобы упругие деформации режущего инструмента (фрезы) не вызывали погрешности обработки больше допустимых. Для расчета S”z можно воспользоваться формулой:
 (3.7)
(3.7)
Где C[Δ] = 4,65·104 (для алюминиевых сплавов), C[Δ] = 0,7·104 (для сталей с σв = 900-1000 МПа); [Δ] – положительный допуск на выполняемый размер; D1 – приведенный диаметр сечения фрезы, т. е такой диаметр, осевой момент инерции которого равен осевому моменту инерции фрезы; L – длина режущей части фрезы; В – высота фрезерования; Z – количество зубьев; t – Припуск.
Для определения времени обработки подставим в формулу (3.5) выражения (3.6) и (3.7):
 (3.8)
(3.8)
Где t0 – общий припуск на обработку; t – припуск на черновой проход.
|
|

Обозначим


Тогда формула (3.8) примет вид
Tk = a1t0,5+a2(t0-t)1,16
Время Tk будет минимальным, если  , т.е.
, т.е.
0,5a1t0,5 – 1,16a2(t0-t)0,16 = 0
или 
Решая это уравнение, находим требуемое решение. Среди положительных корней следует выбрать тот, которому соответствует наименьшее время обработки Tk. Если найденное t отличается от t0 на величину, не превышающую [Δ], то припуск t0 можно снять за один проход.
Метод множителей Лагранжа.
Для определения оптимальных значений переменных решают систему из n+p… (3.9)Линейное программирование.
Задачу линейного программирования в общем виде можно сформулировать следующим образом – найти минимальное (максимальное) значение целевой функции … при ограничениях ;Затраты времени на обработку одного изделия для каждого из типов оборудования.
Тогда для производства такого количества изделий потребуется затратить: 2х1+4х2+5х3 станко-часов фрезерного оборудования. Так как общий фонд рабочего времени станков данного типа не может превышать… 2х1+4х2+5х3≤120Метод ветвей и границ.
Рассмотрим использование метода ветвей и границ для определения оптимальной последовательности фрезерования поверхностей. Определение последовательности фрезерования отдельных поверхностей и их… Эту задачу трансформируем в задачу минимизации холостых перемещений инструмента. Такой подход возможен потому, что…Решение-цикл
Наилучшие результаты при решении поставленной задачи были получены при использовании метода ветвей и границ. Существует несколько модификаций метода ветвей и границ. Здесь рассмотрим… Алгоритм определения оптимального цикла, реалиизующий метод задания маршрутов, имеет вид: Сформировать список задач и…Проектирование оптимальных технологических процессов для гибкого автоматизированного
Производства.
Применение производственных систем (ГПС) повышает производительность труда, улучшает загрузку оборудования и сокращает затраты на транспортные… При проектировании технологических процессов для ГПС, необходимо учитывать… - выбор из множества оборудования, составляющих ГПС, оборудование, которое необходимо и целесообразно для изготовления…Автоматизация проектирования процессов сборки ЛА.
Математическая модель сборки и ее свойства.
Решения перечисленных задач технологии требуют, прежде всего, геометрического изображения ЛА в ЭВМ для отработки на нем соответствующих принимаемых… Можно с уверенностью подчеркнуть, что математическим аппаратом решения… Поскольку реализация технологических решений приводит к формализации, то рассмотрим постановку и решение такой задачи…Литература.
1. Осин М.И. «Методы автоматизированного проектирования летательных аппаратов». – М: Машиностроение , 1984
2. «Технология и оборудование механосборочного производства». Экспресс-информация, 1983, №39.
3. «Автоматизация технологического проектирования». Под. ред. Р.З.Диланяна, М.: МВТУ, 1988.
4. Комаров Ю.Ю. «Технико-экономический анализ и оптимизация вариантов технологических решений с использованием ЭВМ».- М.: МАИ, 1988.
5. Донец А.М., Львович Я.Е., Фролов В.Н. «Автоматизированный анализ и оптимизация конструкций и технологии РЭА».- М: Радио и связь, 1983
6. Белоглазов И.М., Моссулин В.Г., Юркеник Т.А. «Автоматизация проектирования технологических процессов сборки клепаных узлов летательных аппаратов».- Куйбышев: КуАИ, 1979.
7. Керимов З.Г., Багиров С. А. «Автоматизированное проектирование конструкций».- М.:Машиностроение, 1985.
8. Быков В.П. «Методическое обеспечение САПР в машиностроении».-Л.: Машиностроение, 1989.
9. Курицкий Б.Я. «Оптимизация вокруг нас».- Л.:Машиностроение, 1989.
10. Бабушкин А.И. «Оптимизация последовательности сборки конструкций ЛА». – Харьков: ХАИ,1982.
11. Полонский А.Е., Сафраган Р.Э. «Эксплуатация фрезерных станков с числовым управлением».- Киев: Упр НИИНТИ, 1969.
12. Вагнер Г. «Исследование операций».-М.: Мир, 1973.
13. Крысин В.Н., Крысин М.В. «Технологические процессы формования, намотки и склеивания конструкций».- М.:Машиностроение, 1989.
14. Кулич И.Л. «Математическое программирование в примерах и задачах».- М.: Высшая школа, 1986.
15. Карманов В.Г. «Математическое программирование».- М.: Наука, 1980.
16. «Автоматизация технологического проектирования процессов механической обработки, труды таллиннского политехнического института».- Машиностроение XXII, Таллин: ТПИ,1984.
17. Танаев В.С., Шкурба В.В. «Введение в теорию расписаний».- М.: Наука, 1975.
18. Чударев П.Ф., Головин Д.Л., Комаров Ю.Ю. «Автоматизированное проектирование технологических процессов авиационного производства».- М.: МАИ, 1991.
19. Российская энциклопедия CALS. Авиационно-космическое машиностроение /Гл. ред. А.Г. Братухин. М.: ОАО «НИЦ АСК», 2008. 608 с.: илл.
20. Основы ТПП ЛА. 06.29.2009г МОСКВА Издательство МАИ-ПРИНТ2009 год
21. Авиация: Энциклопедия. /Гл.ред. Г.П.Свищев. –М.: Большая Советская Энциклопедия, 1994. – 736 с.
22. Белянин П.Н. Производство широкофюзеляжных самолетов. –М.: Машиностроение, 1979. – 360 с.
23. Григорьев В.П., Ганиханов Ш.Ф. Приспособления для сборки узлов и агрегатов самолетов и вертолетов. Учебное пособие. –М.: Машиностроение, 1977. - …с.
24. Комаров Ю.Ю., Макаров В.В., Фирсов В.А. Плазово-шаблонный метод увязки технологической оснастки. –М.: Изд-во МАИ, 2000. – 48 с.
25. Кузнецов А.М. Автоматизированное проектирование элементов сборочной оснастки. Учебное пособие. –Казань, 1984. – 71 с.
26. Современные технологические процессы сборки планера самолета. / Колл. авторов; под ред. Д.Л. Иванова; М.: Машиностроение, 1999 – 304 с.: ил.
27. В.А. Фирсов, Ю.Ю. Комаров. Формообразование и сборка крупногабаритных агрегатов самолетов: Уч. пособие. М.: Изд-во МАИ, 1999. – 184 с.: ил.
28. Казеннов Г.Г., Соколов А.Г. Основы построения САПР и АСТПР: учеб. для техникумом по спец. электр.-выч. техники. – М.: Высшая школа, 1989. – 200 с.: ил.
29. Технология сборки самолетов и вертолетов: учебник. В 2 т./ Под ред. В.И. Ершова. Т.1.: Павлов В.В., Медведев Б.А., Хухорев В.С. Теоретические основы сборки. – М.: Изд-во МАИ, 1993. – 288 с.: ил.
30. Крысин В.Н. Технологическая подготовка авиационного производства. М.: Машиностроение, 1984. – 200 с., ил.
31. Базров Б.М. Основы технологии машиностроения: Учебник для вузов. М.: Машиностроение, 2005.
32. Основы авиа- и ракетостроения (в конспектах лекций) : учеб. пособие для вузов / А.С. Чумадин, В.И. Ершов, К.А. Макаров и др. – М.: Дрофа, 2008.
33. Основы технологии производства летательных аппаратов (в конспектах лекций): Учебное пособие / А.С. Чумадин, В.И. Ершов, В.А. Барвинок и др. М.: Наука и технологии, 2005.
34. Российская энциклопедия CALS. Авиационно-космическое машиностроение/Гл. ред. А.Г. Братухин. М.: ОАО "НИЦ АСК", 2008. 608 с
35. Основы САПР (CAD/CAM/CAE), Ли Кунву, СПб, изд-во "Питер", 2004 г., 560 стр. // мы её не использовали - так, для массовости.
| |
Ю. Ю. Комаров.
Основы Технологии производства летательных аппаратов:
Учебное пособие. – М.: Изд-во МАИ-ПРИНТ, 2009. – 306с.: ил.
В подготовке книги приняли участие студенты факультета ИНЭЖКИН Московского Авиационного Института (Государственного Технического Университета).
Отдельная благодарность выражается
Стекловой Екатерине Кушнарёвой Наталье
Пронину Валентину Мусаелян Анне
Кафедра «Технологическое производства летательных аппаратов» университета МАТИ. Далецкий С.В., проф, дтн
©Комаров Ю. Ю., 2009
| |
– Конец работы –
Используемые теги: основы, технологии, производства, летательных, аппаратов0.072
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Что будем делать с полученным материалом:
Если этот материал оказался полезным для Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.171 сек.
Новости и инфо для студентов