Математическая модель сборки и ее свойства.
Синтез технологических процессов - один из ответственейших этапов разработки ЛА. Можно выделить несколько видов задач синтеза технологии. Например, синтез технологии на первом уровне предполагает принятие таких технологических решений, которые не приводят к изменению параметров конструкции, а направлены лишь на снижение технологической себестоимости, улучшение условий труда и т.д. К задачам технологического синтеза второго уровня следует отнести решения, связанные с изменением параметров конструкции. К ним относятся поиск и разработка технологических методов повышения качества и надежности конструкции, обеспечение ее технологичности и т.д. Задачи технологии третьего уровня отражают технологические решения, приводящие к изменению механики и аэромеханики ЛА при его эксплуатации. И, наконец, к задачам синтеза технологии высшего уровня можно отнести ее технологические решения, приводящие к изменению тактико-технических характеристик ЛА, требуя тем самым исследований функционирования ЛА как системы.
Решения перечисленных задач технологии требуют, прежде всего, геометрического изображения ЛА в ЭВМ для отработки на нем соответствующих принимаемых решений. Для этого наиболее подходящим методом представления ДА в ЭВМ является формальное описание.
Можно с уверенностью подчеркнуть, что математическим аппаратом решения названных задач является математическая логика, позволяющая достаточно четко формализовать предлагаемые технологом решения. Чтобы последнему удобно было при этом работать, необходимо организовать общение с ЭВМ на естественном языке.
Поскольку реализация технологических решений приводит к формализации, то рассмотрим постановку и решение такой задачи в терминах исчисления предикатов первого порядка. Задачу будем решать на примере сборной единицы третьей группы сложности (сборки кессона киля).
Очевидно, в этом случае нам необходимо построить некоторую среду, которая обеспечивает достижения сборки.
| |
 . Обозначим вершинами графа Gi’ детали
. Обозначим вершинами графа Gi’ детали  , а ребрами
, а ребрами 
 - связи между ними.
- связи между ними.

 Рис. 3.19.
Рис. 3.19.
Граф Gi’, отражающий информацию о реальных конструктивных связях между деталями, называется графом сопряжений G(N,Σ).
В зависимости от конструктивных особенностей собираемого изделия граф сопряжения G(N,Σ) может быть в виде линейной цепи, звезды, дерева или произвольного вида.
Граф сопряжений G(N,Σ) показывает возможные связи между деталями в изделии, но не отражает конструктивно-технологических и ресурсных ограничений, всегда имеющих место при сборке реальных конструкций в конкретных производственных условиях. Поэтому необходимо знать все ограничения:
конструктивные:
-нельзя ставить деталь di+2 в сборочное положение до тех пор, пока не будет установлена деталь di+1 на деталь di (например, нельзя установить гайку на болт, пока не будет установлена шайба);
- нельзя установить деталь di+2 до тех пор, пока не будет установлена деталь di+1 на деталь di (например, нельзя установить на обшивку стрингеры, а затем между ними проложить прокладку);

Рис. 3.20
-нельзя установить деталь dk внутрь объема, созданного деталями d1, d2, … , dk-1, если последние образовали замкнутый объем (например, нельзя установить рядовую нервюру внутрь крыльевого объекта, если он уже накрыт обшивками);
Из числа технологических ограничений можно назвать:
-нельзя начинать последующую операцию, пока не выполнена предыдущая;
-нельзя нарушать порядок сборки, устанавливаемый методом сборки и т.д.
Организационные ограничения сводятся к наличию свободных рабочих зон, к определенному количеству множителей, полноте занятости располагаемых ресурсов. Эти ограничения должны отражаться в модели сборочного процесса при решении задачи оптимизации сборки изделия.
Введем понятие графа сборки. При выполнении операции соединения двух деталей (di, di+1) образуется подборка V(di, di+1), а в графе сопряжений G(N,Σ) исчезает соответствующее ребро σ(di, di+1). Следовательно, если выполнить в определенной последовательности удаление ребер в графе сопряжений G(N,Σ), то тем самым будет выполнено соединение всех деталей и получено готовое изделие I.
Рассмотрим пример сборки лонжерона (рис 3.21). Он состоит из семи элементарных деталей: 1- стенка лонжерона; 2 и 3 – силовые пояса; 4,5,6,7 – поперечные стойки.
Основная связующая деталь – стенка лонжерона – к ней крепятся пояса и стойки. Стойки крепятся также и к поясам лонжерона. Граф сопряжений лонжерона будет иметь вид (рис 3.22):
Первая операция – установка одного из поясов (2 или 3) на стенку. Пусть устанавливаем пояс 2. Тогда в графе сопряжений следует удалить ребро σ1,2. Далее устанавливаем пояс 3, т.е. удаляем ребро σ1,3 и т.д. В результате получаем собранный лонжерон.
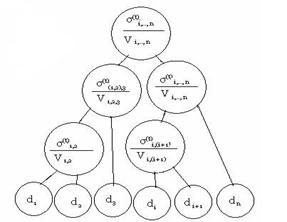
Т.о. полная сборка любого изделия I означает стягивание графа сопряжений T(N,Σ) в точку (рис 3.23). Этот процесс стягивания можно представить в виде графа сборки S(Σ), где вершины – операции стягивания σi, а ребра – соотношение этих операций в последовательности выполнения.
|

|

Т.к. для выполнения операции необходимо затратить время t(σ), то в графе сборки S(Σ) вершинам σi припишем длительности σ(t) их выполнения. Тогда граф сборки S(Σ) можно представить в виде. Рассмотрим ориентированный граф, вершины которого соответствуют сборочным операциям σ(t), а дуги ведут в две вершины, означающие либо детали, либо подсборки.
Рис. 3.23.
Назовем граф D(N,Σ) деревом сборки.
Из анализа дерева сборки D(N,Σ) следует, что оно представляет собой схему сборки, общепринятую в технологии производства ЛА.
Отличительной особенностью дерева сборки D(N,Σ) от технологической схемы сборки является указание не только на последовательность сборки, но и на наличие информации о величинах потребного времени для выполнения отдельных технологических операций σ(t) сборки.
Построение графа сборки S(Σ) как и дерева сборки D(N,Σ) нельзя вести произвольно. Надо учитывать конструктивные, технологические и организационные ограничения (рис 3.24).
Конструктивные ограничения накладываются характером пространственных геометрических связей между деталями ЛА. Сама конструкция иногда диктует порядок наслоения деталей.
|
Математически эти ограничения могут быть сформулированы так: для некоторых множеств Г заданы заранее множества операций σ(Г), которые должны быть выполнены (окончены) не позднее начала выполнения одной из операций из σ(Г) множества Г.
заданы заранее множества операций σ(Г), которые должны быть выполнены (окончены) не позднее начала выполнения одной из операций из σ(Г) множества Г.
Технологические ограничения накладываются в виде отношений порядка, т.е. некоторые операции должны быть полностью выполнены до начала последующих операций. Эти ограничения формулируются так: для некоторых пар операций  должно выполняться условие
должно выполняться условие  , где U(σ) – множество операций, предшествующих σ в графе S(Σ).
, где U(σ) – множество операций, предшествующих σ в графе S(Σ).
Для выполнения операций сборки по графу S(Σ) необходимо располагать достаточным количеством ресурсов  . Множество ресурсов R(S) будет достаточным для сборки изделия I по графу S(Σ), если количество ресурсов
. Множество ресурсов R(S) будет достаточным для сборки изделия I по графу S(Σ), если количество ресурсов  достаточно для выполнения каждой сборочной операции.
достаточно для выполнения каждой сборочной операции.