рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Охрана труда
- /
- Строение сварного шва
Реферат Курсовая Конспект
Строение сварного шва
Строение сварного шва - раздел Охрана труда, ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ В Зависимости От Реальных Условий Процесса Сварки, Температур...
В зависимости от реальных условий процесса сварки, температуры, скорости нагрева и охлаждения различных участков металл сварного соединения неоднороден и состоит из следующих зон (рис. 1.1).
Металл шва – это та зона, в которой в связи с нагревом выше температуры плавления (линии ликвидус) свариваемый металл расплавляется в процессе сварки, перемешивается с металлом электрода и затем кристаллизуется. Металл шва имеет литую дендритную структуру и состоит из кристаллов столбчатой формы. Особенностью кристаллизации сварочной ванны является то, что в отличие от кристаллизации отливки в литейной форме, кристаллизация металла шва протекает при одновременном его подогреве со стороны источника тепла и быстром охлаждении за счет интенсивного теплоотвода в основной холодный металл.
Рис. 1.1. Макроструктура нахлесточного сварного соединения
Зона сплавления–расположенана границе основного металла и металла шва. В данной зоне выделяется участок с крупными зернами, т. е. участок металла, который в процессе сварки нагревался до температуры выше линии солидус, но ниже линии ликвидус (в данной температурной области происходит частичное расплавление основного металла). В нее попадают химические элементы из металла электрода (из сварочной ванны). В месте примыкания к границе сплавления основного металла со швом, из-за большой разницы химического состава основного и электродного (присадочного) металлов может образоваться химическая неоднородность. Эта неоднородность может привести к скачкообразному изменению физико-механических свойств металла околошовной зоны и снижению надежности сварного соединения. Ширина зоны сплавления изменяется в пределах 0,1 – 0,4 мм и зависит от химического состава свариваемого металла (от температурного интервала «ликвидус – солидус»), от способа и режима сварки.
Зона термического влияния – часть основного металла, примыкающая к сварному шву, с измененными в процессе сварки структурой и свойствами. Общая ширина ЗТВ зависит от условий нагрева и охлаждения, от теплофизических свойств и толщины свариваемого металла, от метеоусловий и пр. (при дуговой сварке она составляет – 2 – 6, а при газовой – до 30 мм).
Изменение структуры в околошовной зоне, например на однопроходном стыковом соединении, можно проследить, поместив над сечением сварного соединения кривую распределения максимальной температуры, совместив ее в том же масштабе температуры с диаграммой состояния железо-цементит.
Намечая на диаграмме состояния сплавов характерные зоны и участки, перенесем их границы на график распределения температуры (рис. 1.2). Из точек пересечения горизонтальных линий с кривой охлаждения опустим перпендикуляры на рисунок сечения сварного соединения. Это позволит определить линейные границы отдельных участков зоны термического влияния. Наибольшее применение в сварочном производстве получили низко- и среднеуглеродистые стали. В процессе сварки плавлением низкоуглеродистых сталей применяют сварочные материалы, при которых металл шва получается либо низкоуглеродистым, либо низколегированным. Такие стали малочувствительны к скорости охлаждения и не образуют закалочных структур. Их структура, как правило, ферритно-перлитная.
Рассмотрим зону термического влияния сварного соединения (см. рис. 1.2 – 1.4):
1 – переходный участок или участок сплавления, обычно размер его невелик. Интервал температуры, для стали 20, около 1490 – 1520°С. Структура стали – крупнозернистая, возможно образование видманштеттовой структуры (рис. 1.4);
2 – участок перегрева (см. рис. 1.3, б и 1.4). Металл нагревается выше 1100°С, до температуры, близкой к линии солидус. В этом интервале температуры за счет роста зерна аустенита формируется крупнозернистая структура перегретой стали с пониженной ударной вязкостью. Часто на этом участке образуется видманштеттова структура (крупнозернистая с зернами феррита иглообразной формы), что еще больше повышает хрупкость стали. Ширина этого участка – 1 – 3 мм;
3 – участок нормализации (рис. 1.4). Металл нагревается выше третьей критической точки Ас3 (от 900 до 1100°С). В процессе полной перекристаллизации в аустенит, на этом участке образуется мелкозернистая (сорбитообразная) структура, которая обеспечивает более высокие механические свойства стали, по сравнению со свойствами исходного металла и свойствами других участков зоны термического влияния. Ширина этого участка – 1,2 – 4 мм;
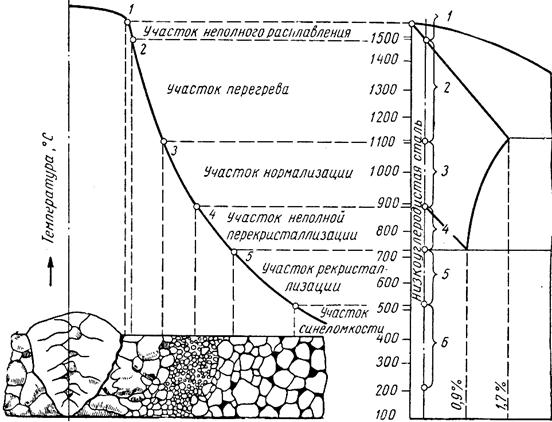
Рис. 1.2. Схема строения сварного шва
4 – участок неполной перекристаллизации (рис. 1.4). Металл нагревается до температуры 725 – 850°С (между первой Ас1 и третьей критическими точками Ас3). Процесс измельчения зерна происходит только за счет перекристаллизации той части структуры, которая занята перлитом, а размер зерен феррита не изменяется. Поэтому сталь на этом участке может состоять не только из мелких зерен, но и отдельных крупных зерен феррита. Сталь с разнозернистым строением имеет более низкие механические свойства, чем мелкозернистая сталь. Ширина этого участка – 0,7 – 4 мм;
5 – участок рекристаллизации. Температура нагрева этого участка ниже первой критической точки Ас1 (727°С). При сварке горячекатаной или отожженной стали, на этом участке ЗТВ никакие структурные изменения в металле не происходят.
Если же сталь перед сваркой была наклепана (нагартована) в результате холодной пластической деформации (штамповка, гибка, правка), то при нагреве в интервале температуры 550 – 600°С произойдет процесс рекристаллизации (рост новых равноосных зерен за счет исходных деформированных). По сравнению с исходным металлом прочность и твердость стали снизятся, а пластичность увеличится. В случае если температура нагрева металла на этом участке близка к первой критической точке (727°С) и длительность пребывания его при этой температуре значительна, то происходит процесс собирательной рекристаллизации. При этом укрупняется зерно и происходит разупрочнение металла. Данный участок в этом случае называют участком разупрочнения.
а б в
Рис. 1.3. Структура стали Ст3сп при автоматической дуговой сварке: а – металл шва, феррит и перлит (проволока Св-08ГА, флюс АН-348А); б – участок перегрева зоны термического влияния (видманштеттовая структура); в – основной металл. ×100
6 – участок синеломкости. Температура нагрева металла на данном участке сварного шва в интервале 200 – 400°С, при котором на поверхности стали появляются синие цвета побежалости (пленки окислов). Характеризуется тем, что прочность и твердость металла повышаются, а пластичность и ударная вязкость – резко падают. Это явление получило название «синеломкость». Вероятной причиной этого является старением металла – выделение по границам зерен из пересыщенного твердого раствора дисперсных карбидов и нитридов.
1.1.3. Влияние структуры шва на механические свойства сварного соединения
Таким образом, структура и, соответственно, механические свойства металла отдельных зон и участков сварного соединения неодинаковы (рис. 1.4).
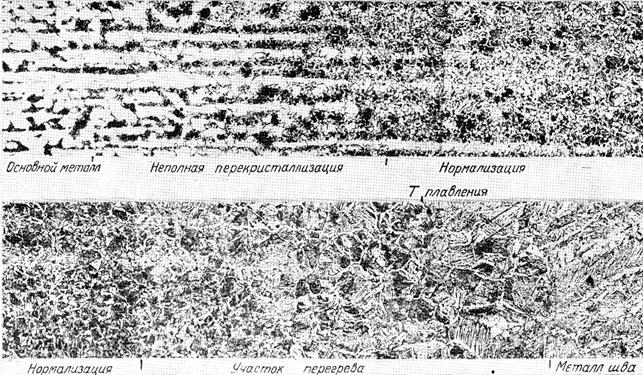
Рис. 1.4. Микроструктура зоны термического влияния при дуговой сварке низкоуглеродистой стали Ст3сп (смотреть слева направо – от основного металла к металлу шва) ×100
В зоне термического влияния наиболее низкие механические свойства наблюдаются у металла шва, на границе сплавления, участке перегрева и участке синеломкости. У наплавленного металла шва это объясняется литой структурой металла и вероятностью наличия дефектов (инородных включений, пор, непроваров, трещин и т. п.) (рис. 1.5), в переходной зоне шва – тем, что структура стали состоит из литых зерен и крупных кристаллов перегретого металла с характерной для них низкой прочностью. На участке синеломкости также низкие пластичность и ударная вязкость. Такая разносвойственность участков сварного шва особенно резко проявляется при эксплуатации сварных конструкций, испытывающих динамические и циклические нагрузки.
Структурную неоднородность сварного соединения можно в определенной степени устранить термической обработкой. Если на термическую обработку возлагается только задача снятия внутренних напряжений, возникших в результате сварки, то можно ограничиться низкотемпературным отжигом при 500 – 600°С с последующим медленным охлаждением. Перегрев и видманштеттовая структура ЗТВ устраняются измельчением зерна стали за счет повторной перекристаллизации (полным отжигом или нормализацией).
 а б в
а б в
Рис. 1.5. Макродефекты сварных соединений: а – поры и шлаковые включения; б – межкристаллитная трещина; в – трещина в околошовной зоне
Наиболее эффективным средством изменения параметров термического цикла является предварительный или сопутствующий подогрев места сварки (последующее снижение скорости охлаждения для уменьшения закалочных явлений). Однако подогрев иногда не может быть использован из-за возможности чрезмерного роста зерна стали (перегрева), образования околошовных горячих трещин или из-за трудности осуществления.
Прочность сварного соединения зависит также от дефектов, не связанных со структурными превращениями, – это неправильное формирование шва, образование наплывов и подрезов, образование трещин при неравномерной усадке в процессе кристаллизации металла шва. При затвердевании объем шва уменьшается, а основной металл препятствует этой усадке. В результате могут образоваться значительные внутренние напряжения и даже трещины.
– Конец работы –
Эта тема принадлежит разделу:
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
А А РАУБА Г В БЫЧКОВ А В ОБРЫВАЛИН Д В МУРАВЬЕВ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Строение сварного шва
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.035 сек.
Новости и инфо для студентов