ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ОТЛИВОК
 | |||
|

Утверждаю

Кафедра «Технология металлов и металловедение»
Утверждаю
Ректор университета
________________А.В.Лагерев
«____»____________2009 г.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ОТЛИВОК
Методические указания
К выполнению лабораторной работы № 3
Для студентов всех форм обучения всех
Специальностей
Издание 2-е, исправленное и дополненноеВ В Е Д Е Н И Е
Методические указания служат руководством для студентов и преподавателей при выполнении лабораторной работы «Технологический процесс изготовления… Лабораторная работа является практической частью раздела «Основы литейного… Лабораторная работа предусматривает самостоятельное выполнение каждым студентом индивидуального задания. В процессе…ЦЕЛЬ И ЗАДАЧИ РАБОТЫ
Цель работы - изучения технологического процесса получения отливок методом заливки жидкого металла в песчаные и металлические формы. З а д а ч а м и работы являются: 1. Освоение основных терминов и определений, используемых в литейном производстве.ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
О т л и в к а - деталь или заготовка, полученная методом заливки жидкого металла в литейную форму. Л и т е й н а я ф о р м а – устройство (система элементов), изготовленное из… Систему каналов, по которым жидкий металл при заливке из ковша течет в полость литейной формы, называют л и т н и к о…РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОТЛИВОК В РАЗОВЫХ ПЕСЧАНЫХ
ФОРМАХ И ЧЕРТЕЖА ОТЛИВКИ
Разработка технологического процесса изготовления отливки начинается с выбора способа литья, положения отливки в литейной форме и нанесения на чертеж детали элементов литейной формы.
Выбор способа изготовления отливки
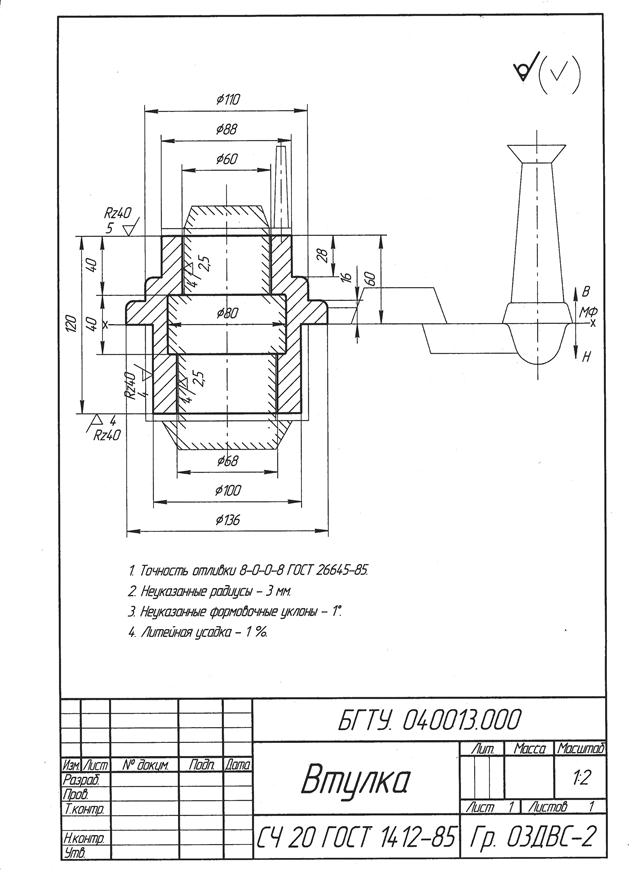
Способ изготовления выбирается в зависимости от норм точности, заданных конструктором и указанных на чертеже детали в виде «Точность отливки 8-6-7-8… Точность отливок зависит от способа литья, типа сплава, серийности…Определение положения в литейной форме и плоскости разъема формы и модели
Положение отливки в форме и плоскость её разъема выбирают на основе следующих положений: 1. Располагать по возможности отливку в одной полуформе. 2. Размещать наиболее ответственные поверхности детали сНанесение на чертеж детали элементов литейной формы
К элементам литейной формы относят плоскость разъема формы, модели и указания положения отливки в форме при заливке; припуски на механическую… Элементы литейной формы наносят на чертеж детали в соответствии с ГОСТ… Плоскость разъема модели показывают на чертеже детали отрезком или штрихпунктирной линией синего цвета,…Разработка чертежа отливки
По чертежу детали с элементами литейной формы выполняют чертеж отливки. Сначала тонкими линиями делают чертеж детали без указаний её размеров и…СОДЕРЖАНИЕ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ВЫПОЛНЕНИЯ РАБОТЫ
Работа состоит из 2-х частей: проектно-технологической и экспериментальной. Проектно-технологическая часть выполняется следующим образом. После…МАТЕРИАЛЫ, МОДЕЛЬНО-СТЕРЖНЕВАЯ
ОСНАСТКА И ИНСТРУМЕНТ, НЕОБХОДИМЫЕ ДЛЯ ВЫПОЛНЕНИЯ РАБОТЫ
1. Модельные комплекты для изготовления верхней и нижней полуформ. 2. Стержневой ящик. 3. Ручная трамбовка, гладилка, линейка для срезания излишков формовочной смеси по верху опоки.ТЕХНИКА БЕЗОПАСНОСТИ
1. При выполнении лабораторной работы студенты и обслуживающий персонал должны выполнять все пункты инструкции по технике безопасности, действующие… 2. Прослушав инструктаж по технике безопасности, каждый студент обязан… 3. Прежде чем допустить студентов к выполнению практической части работы, учебный мастер должен показать им безопасные…СОДЕРЖАНИЕ ОТЧЕТА
В отчете должны быть два раздела: теоретический и проектно-технологический.
В теоретическом разделе студент дает краткое описание технологического процесса изготовления отливок в разовых песчаных формах, приводит основные определения: отливки, формы, стержня, модели, литниковой системы, формовочных уклонов, припусков на механическую обработку, усадку.
Проектно-технологический раздел включает чертеж детали с нанесенными на него элементами литейной формы и всеми указаниями, необходимыми при изготовлении модельно-стержневой оснастки, чертеж отливки с указанием размеров, полученных с учетом припусков на механическую обработку и формовочных уклонов, эскиз формы в сборе и результаты сравнительного анализа.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назвать основные этапы изготовления отливки.
2. Что такое модель? Какими конструктивными элементами модель отличается от отливки?
3. Какими конструктивными элементами отливка отличается от готовой детали?
4. Что такое стержень? Для чего служат знаковые части стержня?
5. Какие материалы и оборудование необходимы для изготовления форм?
6. Какие материалы и оборудование необходимы для изготовления стержней?
7. Что такое припуски на механическую обработку? От чего зависит величина припусков?
8. С какой целью назначают формовочные уклоны?
9. Что такое линия разъема литейной формы? Перечислить основные принципы правильного назначения линии разъема.
10. Назвать элементы литниковой системы для получения чугунных отливок. Назначение литниковой стстемы.
11. Как обеспечить выход воздуха и газов из полости литейной формы при её заливке?
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Технология конструкционных материалов: учеб. для вузов / под ред. А.М.Дальского. – 5-е изд., испр. – М.: Машиностроение, 2004. – 512 с.
2. ГОСТ 3.1125-88. Правила графического выполнения элементов литейных форм и отливок.
3. ГОСТ 3212-92. Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров.
4. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
5. ГОСТ 25142-82. Шероховатость поверхности. Термины и определения.

Приложение
Технология конструкционных материалов. Технологические процессы машиностроительного производства. Технологический процесс изготовления отливок: методические указания к выполнению лабораторной работы № 3 для студентов всех форм обучения всех специальностей
Андрей Яковлевич Шатов
Научный редактор С.В. Давыдов
Редактор издательства Л.И. Афонина
Набор М.Е. Амвросимова
Темплан 2009 г., п.167

Подписано в печать Формат 60×84 1/16. Бумага офсетная. офсетная печать. Усл. печ. л.0,93. Уч.- изд. л.0,93. Тираж 40 экз. Заказ . Бесплатно.

Брянский государственный технический университет.
241035, Брянск, бульвар 50-летия Октября, 7, БГТУ. 55-90-49.
Лаборатория оперативной полиграфии БГТУ, ул. Институтская, 16.