рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Посадки для подшипников качения
Реферат Курсовая Конспект
Посадки для подшипников качения
Посадки для подшипников качения - раздел Философия, МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ Подшипник Качения Изготавливается Таким Образом, Что Устанавл...
Подшипник качения изготавливается таким образом, что устанавливается в качестве опоры для вращения детали без всякой дополнительной обработки. Следовательно, внутреннее кольцо является готовым посадочным отверстием, а наружное - готовым посадочным валом.
Классы точности подшипников характеризуются допуском на размер, а для получения посадки необходимо нормировать основное отклонение и направление расположения допуска относительно номинального размера, т. е. нормировать поле допуска.
Основное отклонение посадочного места внутреннего кольца обозначается прописной буквой L, а наружного – строчной буквой l. Поле допуска образуется основным отклонением и допуском соответствующего класса точности. Таким образом, для внутреннего диаметра подшипника установлены поля допусков L8, L7, L0, L6, LХ, L5, L4, L2, LТ, а для наружного – l8, l 7, l 0, l Х, l 6, l 5, l 4, l 2, l Т.
Наружное кольцо подшипника устанавливается в отверстие корпуса и считается основным валом, т. е. поле допуска кольца l относительно номинального размера расположено вниз от нулевой линии D (рис. 9.2) и посадки вследствие этого подбираются по системе вала.
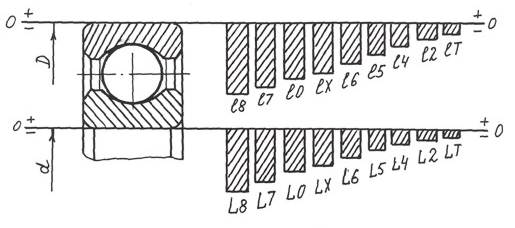
Рис. 9.2
Расположение поля допуска посадочного отверстия в минусе от номинального диаметра объясняется необходимостью иметь в посадке небольшие по величине натяги. Кольца подшипника являются ажурными деталями: при больших значениях натягов они значительно деформируются, что может привести к получению отрицательного посадочного зазора, приводящего к заклиниванию подшипника. Стандартные посадки с натягом, особенно те, которые определялись ранее применяемой в нашей стране системой допусков и посадок по ОСТ (до 1977 г.) давали значительные натяги, поэтому чтобы не изобретать специальные посадки именно для подшипников качения, стали использовать поля допусков валов, предназначенные для образования переходных посадок. В стандартной системе отверстия переходные посадки могут дать как зазор, так и натяг, а при перевернутом в «минус» поле допуска основного отверстия будут получаться гарантированные, но небольшие по значению натяги.
Расположение полей допусков при образовании посадок с подшипниками классов точности 0 и 6 приведено на рис. 9.3.
Если сравнить поля допусков для присоединительных поверхностей, то видно, что допуски для отверстий на один квалитет больше, чем для валов. Объясняется это тем, что при прочих равных условиях изготовить и проконтролировать отверстие сложнее и дороже, чем вал.
Таким образом, посадки по наружному диаметру подшипника осуществляются по системе вала, а по внутреннему валу – по системе отверстия, хотя поле допуска внутреннего кольца перевернуто в «минус».
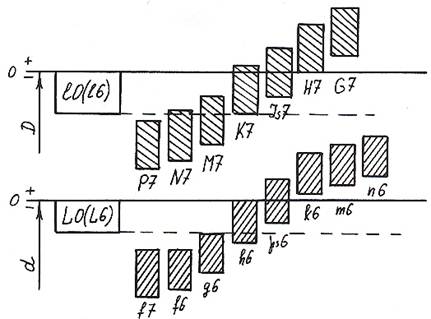
Рис. 9.3
| Структура обозначения подшипниковых посадок точно такая же, как и в общей системе допусков и посадок, т. е. в виде дроби, когда в числителе указывается поле допуска отверстия, а в знаменателе – поле допуска вала (рис. 9.4), но стандартом установлены и другие формы обозначений. | 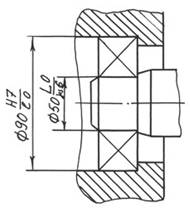
|
| Рис. 9.4 |
Обозначение посадки подшипника на вал (в системе отверстия):
Æ или: Æ60 L0 – k6, или: Æ60 L0/k6;
или: Æ60 L0 – k6, или: Æ60 L0/k6;
обозначение посадки подшипника в отверстие корпуса (в системе вала):
Æ или: Æ130 Js7 – l 0, или: Æ130 Js7/ l 0.
или: Æ130 Js7 – l 0, или: Æ130 Js7/ l 0.
– Конец работы –
Эта тема принадлежит разделу:
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
В М ВОЛКОВ... МЕТРОЛОГИЯ СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Посадки для подшипников качения
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2025 allRefs.net. Все права защищены. Страница сгенерирована за: 0.018 сек.
Новости и инфо для студентов