рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Методика выполнения работы
Реферат Курсовая Конспект
Методика выполнения работы
Методика выполнения работы - раздел Образование, Специальности Определение Жесткости.Для Определения Жесткости При Изгибе Т...
Определение жесткости.Для определения жесткости при изгибе тканей, трикотажных и нетканых полотен, комплексных (дублированных) материалов предназначен прибор ПТ-2 (рисунок 7.2).
Предварительно готовят по пять продольных и поперечных пробных полосок размером 160 х 30 мм каждая и размером 260 х 30 мм для метода переменной длины. Взвешиванием определяют массу пяти пробных полосок в граммах, отдельно продольных и поперечных, с погрешностью 0,01 г.
Пробу (полоску) укладывают симметрично по шкале лицевой стороной вверх на опорную горизонтальную площадку, совмещая при этом наружный край пробы и площадки. В центре пробу закрепляют грузом шириной 2 см и массой 500 г. Средняя часть опорной площадки неподвижна, а ее боковые участки могут плавно и равномерно опускаться с помощью механизма, включаемого кнопкой. При опускании боковых участков опорной площадки концы пробы начинают прогибаться и в какой-то момент отделяются от опускающих боковых участков. По истечении 1 мин с момента отделения концов пробы от поверхности боковых участков опорной площадки с помощью указателей прогиба, перемещающихся винтом, по шкале 5 измеряют с погрешностью не более 1 мм прогибы концов пробной полоски.

Рисунок 7.2 - Схема прибора ПТ-2
1 – кнопка включения; 2 – механизм прибора; 3 – винт; 4 – указатели прогиба;
5, 9 – шкалы; 6 – опорная площадка; 7 – проба материала; 8 – груз
За окончательный результат принимают среднее арифметическое десяти определений прогиба пробной полоски с погрешностью не более 0,1 мм.
Жесткость, мкН см2, вычисляют раздельно для проб продольного и поперечного направлений по формуле
EI = 42046 m/A, (7.2)
где m – масса пяти пробных полосок, г;
A – функция относительного прогиба f0, определяемая по табл. (7.1) ГОСТ 10550-93
Относительный прогиб вычисляют по формуле
f0 = f/l = f/7, (7.3)
где f – окончательный прогиб проб;
l – длина свешивающихся концов проб, равная 7 см.
Коэффициент жесткости материала KEI определяют как отношение величин жесткости в продольном EIпрод и поперечном EIпопер направлениях
KEI = EIпрод/(EIпопер) (7.4)
Определение жесткости указанным методом проводится для материалов, легко изгибающихся и имеющих абсолютный прогиб более 10 мм (f ≥ 10 мм).
Определение драпируемости.Драпируемость определяется в продольном и поперечном направлениях методом ЦНИИ шелка или сразу в разных направлениях – дисковым методом. При определении драпируемости методом ЦНИИшелка готовят три образца, вырезанных в продольном, поперечном и диагональном направлениях, размерами 400х200 мм.
Таблица 7.1 – Функция относительного прогиба
| f0 | A | f0 | A | f0 | A | f0 | A |
| 0,01 | 0,08 | 0,26 | 2,22 | 0,51 | 5,28 | 0,76 | 13,34 |
| 0,02 | 0,16 | 0,27 | 2,32 | 0,52 | 5,44 | 0,77 | 14,04 |
| 0,03 | 0,24 | 0,28 | 2,41 | 0,53 | 5,62 | 0,78 | 14,79 |
| 0,04 | 0,32 | 0,29 | 2,51 | 0,54 | 5,79 | 0,79 | 15,63 |
| 0,05 | 0,40 | 0,30 | 2,60 | 0,55 | 5,97 | 0,80 | 16,57 |
| 0,06 | 0,48 | 0,31 | 2,70 | 0,56 | 6,15 | 0,81 | 17,65 |
| 0,07 | 0,56 | 0,32 | 2,80 | 0,57 | 6,34 | 0,82 | 18,92 |
| 0,08 | 0,64 | 0,33 | 2,90 | 0,58 | 6,54 | 0,83 | 20,43 |
| 0,09 | 0,72 | 0,34 | 3,00 | 0,59 | 6,74 | 0,84 | 22,26 |
| 0,10 | 0,80 | 0,35 | 3,10 | 0,60 | 6,96 | 0,85 | 24,53 |
| 0,11 | 0,88 | 0,36 | 3,21 | 0,61 | 7,18 | 0,86 | 27,35 |
| 0,12 | 0,96 | 0,37 | 3,31 | 0,62 | 7,42 | 0,87 | 30,92 |
| 0,13 | 1,04 | 0,38 | 3,48 | 0,63 | 7,66 | 0,88 | 35,49 |
| 0,14 | 1,12 | 0,39 | 3,54 | 0,64 | 7,95 | 0,89 | 41,17 |
Продолжение таблицы 7.1
| 0,15 | 1,21 | 0,40 | 3,66 | 0,65 | 8,24 | 0,90 | 48,46 |
| 0,16 | 1,29 | 0,41 | 3,79 | 0,66 | 8,56 | 0,91 | 57,70 |
| 0,17 | 1,38 | 0,42 | 3,92 | 0,67 | 8,90 | 0,92 | 69,40 |
| 0,18 | 1,47 | 0,43 | 4,06 | 0,68 | 9,27 | 0,93 | 84,14 |
| 0,19 | 1,56 | 0,44 | 4,19 | 0,69 | 9,66 | 0,94 | 102,16 |
| 0,20 | 1,66 | 0,45 | 4,34 | 0,70 | 10,08 | 0,95 | 125,81 |
| 0,21 | 1,75 | 0,46 | 4,49 | 0,71 | 10,54 | 0,96 | 154,60 |
| 0,22 | 1,84 | 0,47 | 4,64 | 0,72 | 11,08 | 0,97 | 190,24 |
| 0,23 | 1,94 | 0,48 | 4,79 | 0,73 | 11,55 | 0,98 | 234,14 |
| 0,24 | 2,03 | 0,49 | 4,95 | 0,74 | 12,10 | 0,99 | 288,00 |
| 0,25 | 2,13 | 0,50 | 5,11 | 0,75 | 12,70 | - | - |
На пробе размечают точки прокола 1,2,3,4; делают 3 складки так, чтобы центральная складка была обращена к испытателю, и накалывают на иглу 7.Чтобы складки не расходились, пробу сжимают на игле пробками 5 и 6. В подвешенном состоянии пробу оставляют на 30 мин, а затем измеряют по нижнему краю расстояние А (рисунок 7.3) с погрешностью до 1 мм.
Коэффициент драпируемости, % определяют по формуле
 (7.5)
(7.5)

Рисунок 7.3 - Определение драпируемости на приборе ЦНИИшелка:
1-4 – точки прокола; 5,6 – пробки для сжатия;7 – игла.
Дисковый метод позволяет оценивать драпируемость одновременно в различных направлениях. Этим методом драпируемость определяют на приборе, схема которого представлена на рисунке 7.4. Прибор состоит из столика 6, в центре которого проходит стержень 4, перемещающийся в вертикальной плоскости. В верхнем конце стержня укреплен диск 2 диаметром 50 ± 1 мм с иглой в центре для закрепления пробы 3. Для испытания используются образцы размером: для шелковых тканей – диаметром 150 мм, для остальных видов ткани – 200 мм.

Рисунок 7.4 - Схема прибора для определения драпируемости
дисковым методом:
1,2 – диски; 3 – проба; 4 – стержень; 5 – бумага; 6 – столик
При испытании на пробу 3, закрепленную на диске 2, накладывают второй диск 1 того же диаметра, что и первый. Прибор освещают сверху пучком параллельных лучей, благодаря чему на миллиметровой бумаге 5, помещенной на столике прибора под диском, получается проекция пробы. Для придания пробе постоянной, присущей ей формы, диск с пробой поднимают и опускают 5 раз, измеряют осевые линии А и В. Хорошо драпирующийся материал образует мелкие симметричные спадающие складки с малыми радиусами кривизны (рисунок 7.5). Плохо драпирующийся материал дает проекцию, близкую к площади испытуемой пробы (рисунок 7.5, б).
Если материал имеет различную драпируемость в продольном и поперечном направлении, проекция удлиняется в направлении большей жесткости пробы (рисунок 7.5, в).
При дисковом методе драпируемость материалов оценивают отношением длин осевых линий В и А и коэффициентом драпируемости, % который определяют по формуле
К = 100 (S0 – Sп)/ S0 (7.6)
где S0 – площадь проекции исходной недрапированной пробы, мм2;
Sп – площадь проекции драпированной пробы, мм2.
Площади S0 и Sп определяют с помощью планиметра. Можно рассчитать значение К , используя результаты взвешивания бумаги (с погрешностью до 0,001 г), вырезанной по проекциям недрапированной (массой m0) и драпированной (массой mп) пробы.

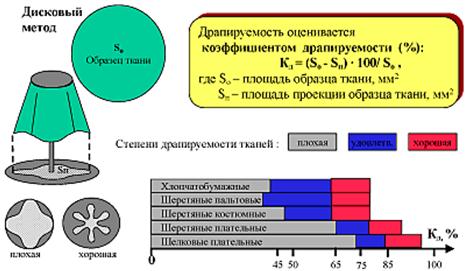

Рисунок 7.5 - Проекции пробы тканей:
а – хорошо драпирующейся; б – плохо драпирующейся;
в – с различной драпируемостью в продольном и поперечном направлениях
В этом случае
К = 100 (m0 – mп)/m0 (7.7)
Отношение длин осевых линий B/A в пределах 0,95 – 1,1 характеризует одинаковую драпируемость материала в двух направлениях. Если В/A > 1,1, материал лучше драпируется в поперечном направлении, а если B/A < 0,95, материал лучше драпируется в продольном направлении.
Используя основные сведения из лабораторной работы методом неориентированного смятия определить несминаемость образцов материалов, предложенных преподавателем.
Результаты испытаний на приборе ПТ-2 заносят в таблицу 7.2, на приборе ЦНИИшелка, дисковым методом представляют в виде таблицы 7.3.
Таблица 7.2 - Результаты испытаний на приборе ПТ-2
| Образец материала | Масса пробы m, г | Прогиб | Коэффициент А | Жесткость EI, мкН см2 | Коэффициент жесткости КEI | |
| f0 | f, см | |||||
Таблица 7.3 - Результаты определения характеристик изгиба ткани
| Образец материала | Драпируемость ЦНИИшелка | |||
| Расстояние между иглами пробы, А, мм | Коэффициент драпируемости, %,
| |||
| Основа | Уток | Основа | Уток | |
Продолжение таблицы 7.3
| Драпируемость дисковым методом | Несминаемость | |||||
| Площадь проекции пробы, см2 | Максимальный размер проекции пробы, мм | Коэффициент драпируемости, %, K, 100 (S0 – Sп)/ S0 | Отношение B/A | Метод неориентированного смятия | ||
| S0 | Sп | B | A | |||
– Конец работы –
Эта тема принадлежит разделу:
Специальности
ИНСТИТУТ СЕРВИСА И ТУРИЗМА ФИЛИАЛ... ГОУ ВПО ЮЖНО РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ... УНИВЕРСИТЕТ ЭКОНОМИКИ И СЕРВИСА...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Методика выполнения работы
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.021 сек.
Новости и инфо для студентов