рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Инструментальные стали
Реферат Курсовая Конспект
Инструментальные стали
Инструментальные стали - раздел Образование, Неметаллические материалы Инструментальными Сталями Называют Углеродистые И Легированные Стали, ...
Инструментальными сталями называют углеродистые и легированные стали, обладающие высокой твёрдостью, износостойкостью, прочностью и используемые для изготовления различного инструмента. Среди множества классификационных признаков инструментальных сталей наиболее важными являются классификация по назначению и по свойствам, в частности, по теплостойкости. Инструментальные легированные стали по назначению делятся на три основные группы:
• для режущего;
• для штампового;
• для измерительного инструмента.
Кроме того, благодаря высокой износостойкости, прочности они могут использоваться для изготовления деталей точных механизмов и приборов: пружин, подшипников качения, шестерен, ходовых винтов, червяков и др. Такое разнообразие изделий, зачастую работающих в различных условиях, требуют использования широкого круга инструментальных сталей. В этой связи, для правильного выбора марки сталей и режимов термической обработки важно знать условия работы инструмента, требования, предъявляемые к нему.
Износостойкость – одна из главных характеристик режущего инструмента. В процессе изнашивания меняется геометрия инструмента и теряются его режущие свойства. Для уменьшения скорости изнашивания режущего, измерительного и штампового инструмента необходимо, чтобы используемые для его изготовления стали обладали достаточной износостойкостью, обеспечивающей длительное сохранение неизменными размеров и формы рабочей части. Износостойкость стали прежде всего определяется ее твердостью (увеличивается с ее ростом) и микроструктурой. Стабильность микроструктуры в процессе эксплуатации в свою очередь зависит от теплостойкости стали. Исследованиями установлено, что при твердости, равной 60…65 НRС, наиболее износостойка сталь, состоящая из мартенсита и равномерно расположенных в нем карбидов V, W, Cr и других элементов. В процессе резания с повышенными скоростями или при горячем деформировании рабочая часть инструмента нагревается. Чтобы инструмент не терял при этом работоспособность, не должны меняться его структура и свойства, полученные в результате термической обработки. Такая особенность определяется теплостойкостью инструментального материала.
Способность стали сохранять структуру и эксплуатационные свойства при повышенных температурах называется теплостойкостью или красностойкостью. Теплостойкость определяется по максимальной температуре, при нагреве до которой сталь сохраняет твердость в течение определенного времени (обычно в течение 4 ч.). При нагреве выше этой температуры закалённая сталь начинает интенсивно терять свою твёрдость, а значит, и износостойкость. Теплостойкость стали повышается при ее легировании W, Mo и V. По теплостойкости различают три группы сталей: не теплостойкие, полутеплостойкие и теплостойкие.
Не теплостойкими являются углеродистые или легированные высокоуглеродистые стали, которые после закалки имеют высокую твёрдость и износостойкость в результате мартенситного превращения. При нагреве этих сталей до 200…300 °С основное количество углерода выделяется из мартенсита и начинается коагуляция карбидов цементитного типа. В результате сталь теряет твёрдость и износостойкость.
Полутеплостойкими являются средне- и высоколегированные (в основном Сr) стали. Твёрдость этих сталей также достигается закалкой на мартенсит. Твёрдости также способствует образование при отпуске более легированного цементита и специальных карбидов. Благодаря такой структуре сталь сохраняет повышенную твёрдость до 300…500 °С.
Теплостойкими являются высоколегированные стали, которые приобретают твёрдость за счёт мартенситного превращения и дисперсионного твердения при высоком отпуске, когда из твёрдого раствора выделяются дисперсные фазы – карбиды типа WC, MoC, VС.
Для обеспечения процесса резания инструмент должен обладать также высокими прочностью и твердостью. Поэтому инструментальные стали содержат не менее 0,6 % С и подвергаются закалке с низким отпуском на необходимую твердость (исключение составляют стали, подвергающиеся горячему деформированию и содержащие 0,3…0,6 % С). В результате названной термической обработки достигаются твердость стали 60…65 НRС и предел прочности ее при изгибе sи = 250…350 МПа.
Следующей важной характеристикой стали является прокаливаемость, которая может быть повышена за счет легирования ее Cr и Mn. В этом случае увеличивается интервал устойчивости переохлажденного аустенита стали и снижается критическая скорость охлаждения Vкр. Стали, легированные Сr и Mn, можно использовать для изготовления крупного инструмента. Тонкий и сложный по форме инструмент, изготовленный из таких сталей, можно закаливать в менее интенсивных, чем вода, охлаждающих средах.
Легированные инструментальные стали по прокаливаемости делятся на стали с небольшой прокаливаемостью, с повышенной прокаливаемостью и с высокой прокаливаемостью. При этом наибольший эффект достигается комплексным легированием инструментальных сталей такими карбидообразующими элементами, как V, W, Мо, Сr, Мn. Последние не только повышают износостойкость и теплостойкость стали, но и, растворяясь в аустените, уменьшают растворимость углерода в нем. Иначе говоря, они сдвигают линию ЕS диаграммы состояния системы Fе – Fе3С. Особенно сильно влияют на положение линии ЕS такие ЛЭ как W и Cr. Например, углеродистая сталь с 0,7 % С по структуре в отожженном состоянии (П+Ф) является доэвтектоидной; сталь с 0,7 % С и 5 % W – заэвтектоидной. Сталь с 12 % W относят к ледебуритному классу, так как в процессе ее кристаллизации при эвтектической температуре образуется ледебурит. Карбидную эвтектику в сталях принято называть ледебуритом.
Для рационального выбора сталей для инструментов целесообразно воспользоваться классификацией по свойствам и назначению.
Классификация инструментальных сталей по свойствам была разработана Ю. А. Геллером, схема которой приведена в приложении 14. За основное свойство при этой классификации принята теплостойкость стали, так как она определяет природу упрочнения стали при термообработке и во многих случаях условия использования стали.
Приведённые классификации (по назначению и по свойствам) при выборе сталей следует рассматривать совместно, поскольку они дополняют друг друга. Сказанное означает, что нельзя выбирать стали только по назначению без учёта их свойств. Поскольку понятно, что штамп или другой инструмент для горячего деформирования необходимо изготавливать из стали с достаточной теплостойкостью, а инструмент для холодного деформирования этого не требует. Но, в тоже время для режущего и мерительного инструмента (по классификации по назначению) может потребоваться сталь любой из трёх групп по теплостойкости. Действительно, для резания мягких материалов при малых скоростях и малых сечениях снимаемой стружки можно использовать стали, не обладающие теплостойкостью. А при черновых режимах резания, когда происходит разогрев рабочей кромки инструмента до высоких температур, эти стали не пригодны. В случае выбора сталей для измерительных инструментов для контроля геометрии горячего проката требуются теплостойкие, а для холодных деталей можно использовать более дешёвые стали, не обладающие теплостойкостью.
Приведённую классификацию следует рассматривать как попытку облегчить выбор нужной марки инструментальной стали из множества существующих, исходя из различных условий работы (характер нагрузок на инструмент, нагрев и т. д.) и свойств инструментальных сталей. Так, для штампов холодного деформирования, работающих в условиях больших степеней и скоростей деформации, иногда приходится применять быстрорежущие стали, обладающие высокой теплостойкостью. Для крупного инструмента, не требующего по температурным условиям работы теплостойкости, может быть необходимым использование высоколегированной (следовательно, полу- или теплостойкой) стали, с тем, чтобы обеспечить нужную прокаливаемость. И наоборот, инструмент при высокой твёрдости поверхности должен иметь достаточно вязкую, мягкую сердцевину и тогда целесообразно использовать сталь низкой прокаливаемости (углеродистую или малолегированную), поступаясь теплостойкостью. Выбор марки материала инструментальной стали и режима её упрочнения всегда является поиском компромисса между эксплуатационными свойствами (высокой твёрдостью, прочностью, вязкостью, износостойкостью, теплостойкостью, разгаростойкостью (в случае “горячих” штампов), коррозионной стойкостью и технологическими свойствами – обрабатываемостью резанием, давлением, устойчивостью против роста зёрен, обезуглероживания и окисления, против поводок, коробления и растрескивания при термической обработке и т. д.
3.4.1. Инструментальные стали для режущего инструмента.С помощью режущего инструмента изделиям придаётся требуемая форма. При контакте инструмента с обрабатываемым материалом в процессе резания выделяется тепло и происходит разогрев режущей кромки. Причём количество выделяющегося тепла и разогрев кромки увеличивается с повышением скорости резания. В зависимости от интенсивности режимов резания режущие инструменты изготовляют из не теплостойких (углеродистых, малолегированных) или теплостойких высоколегированных (быстрорежущих) сталей.
Не теплостойкие стали.Не теплостойкие инструментальные стали согласно классификации Геллера Ю. А. (см. приложение 14) подразделяются ещё по твёрдости и вязкости (высокой твёрдости или повышенной вязкости). В свою очередь стали с высокой твёрдостью подразделяются на стали небольшой, повышенной и высокой прокаливаемости, а стали сповышенной вязкостью – на стали небольшой и повышенной прокаливаемости.
К не теплостойким сталям относят углеродистые и низколегированные инструментальные стали, используемые для изготовления инструмента, который в процессе работы не разогревается выше 250 °С. Дальнейший нагрев инструмента приводит к распаду мартенсита и коагуляции частиц карбидов, обусловливающих разупрочнение стали. Из таких сталей изготовляют в основном деревообрабатывающие инструменты, ножовочные полотна, напильники, зубила, метчики, плашки и другой слесарный инструмент.
По микроструктуре в равновесном состоянии они, в зависимости от содержания углерода, являются доэвтектоидными (со структурой феррита и перлита), эвтектоидными (перлит), заэвтектоидными (перлит и цементит вторичный).
К не теплостойким инструментальным сталям небольшой прокаливаемости относятся углеродистые У7…У13 (ГОСТ 1435-74), низколегированные стали 7ХФ…11ХФ, 13Х, ХВ4Ф, В2Ф и др. (ГОСТ 5950-73). Из-за малой устойчивости переохлажденного аустенита стали имеют небольшую прокаливаемость. Поэтому их применяют для изготовления инструмента диаметром менее 12…15 мм, простой формы. В случае закалки изделий в масле (приложение 15) сквозная прокаливаемость достигается в очень тонких сечениях изделий (до 5 мм). При больших размерах деталей в результате закалки в воде и в масле достигается высокая твердость только поверхностного слоя, металл в сердцевине детали остается мягким, с повышенной вязкостью. Перед обработкой резанием изделия подвергают отжигу на зернистый перлит.
Стали марок У7А и У8А с пониженным содержанием углерода (0,7…0,8 %) и с небольшой прокаливаемостью применяют для изготовления инструмента, испытывающего при работе толчки и удары (зубила, ножи и ножницы по металлу, отвертки, топоры, матрицы для холодной штамповки и др.). Такие инструменты должны обладать некоторой вязкостью сердцевины. Их закаливают с нагревом до температуры выше Ас1 (на 30…50 °С), затем подвергают отпуску (250…450 °С) на требуемую твердость 58...45 НRС (мартенсит или троостит). Наличие, после окончательной термической обработки, у некоторого режущего инструмента из углеродистой стали вязкой не прокалившейся сердцевины при твёрдой поверхности является преимуществом для многих инструментов.
Примеры использования инструментальных сталей приведены в приложении 16.
Для изготовления мелкого инструмента высокой износостойкости и с острой режущей кромкой (сверла, метчики, фрезы, напильники, хирургический и измерительный инструмент и пр.) применяют стали с повышенным содержанием С (более 0,8 %). Такая сталь после закалки с температуры Ас1+ (30…50) °С и низкого отпуска при 150…200 °С имеет структуру мартенсита, твердость 60…64 НRС.
Низколегированные инструментальные стали с неглубокой (небольшой) прокаливаемостью могут легироваться Mn (У8Г), Cr (9Х, 11Х) или Cr и V (7ХФ-11ХФ – с содержанием 0,4…0,7 % Сr; 0,15…0,20 % V), которые применяют главным образом для изготовления деревообрабатывающего инструмента. Они имеют одинаковые с углеродистыми режущие свойства, также хорошо обрабатываются резанием и давлением после отжига, но благодаря легированию Cr (0,4…0,7 %) получают лучшую закаливаемость и прокаливаемость. Дополнительное легирование V (0,15…0,30 %) уменьшает также чувствительность сталей к перегреву и способствует сохранению более мелкого зерна при закалке. Ванадий не применяют в качестве единственного ЛЭ, поскольку он, связывая часть C в труднорастворимом карбиде, снижает прокаливаемость. Сталь У8Г имеет более однородную структуру с равномерным распределением карбидов, в ней отсутствуют избыточные карбиды. Марганец замедляет превращение переохлажденного аустенита, увеличивает количество аустенита в стали. Эта сталь используется для изготовления пил по дереву. Сталь 11ХФ используют, кроме того, для инструментов диаметром 5…15 мм (метчики, развёртки) из-за возможности охлаждения при закалке в горячих средах или в масле, что уменьшает деформацию. Сталь 9ХФ используется для инструментов небольшого сечения в виде пил по дереву, напильников, бритв. Все перечисленные стали имеют небольшую прокаливаемость и относятся к не теплостойким сталям высокой твёрдости.
Особенно высокой твёрдостью и износостойкостью отличаются высокоуглеродистые стали, легированные V, W (В2Ф, ХВ4Ф), также имеющие небольшую прокаливаемость. В этих сталях при содержании W в пределах 3,5…4,5 % в микроструктуре, кроме цементита, присутствуют карбиды W6С высокой твёрдости, которые связывают очень мало углерода (всего 1 % С на каждый процент W). Карбид W6С способствует сохранению мелкого зерна, так как он не растворяется при температурах закалки инструмента. Кроме того, в присутствии карбидов при одновременно высокой концентрации С в мартенсите сталь после закалки получает твёрдость до 68…70 НRС и высокую износостойкость. Однако при этом оказываются более низкими прочность (1600…2000 МПа) и вязкость.
Стали с содержанием с 1,5…1,8 % W имеют несколько меньшую твёрдость (65…66 НRС), но лучшую пластичность. Они в основном применяются для ножовочных полотен (В2Ф, ХВ4Ф). Стойкость сталей, легированных W и V в 1,5…2 раза выше, чем у сталей 11Х и 13Х.
Стали марок У7…У9 используются для изготовления инструмент, используемого при ударных нагрузках (зубила, клейма по металлу, деревообрабатывающий инструмент, в частности топоры, пилы и др.)
Стали марок У10…У13 обладают высокой твердостью и они идут на изготовление инструментов, не испытывающих толчков (напильники, шаберы, острый хирургический инструмент и т.п.).
Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной термической обработок.
Предварительная термообработка включает отжиг при 740…760 °С с целью получения зернистого перлита, обеспечивающего пониженную твердость и при последующей термообработке – однородные свойства.
Окончательная термообработка состоит из закалки и низкого отпуска. Закалка проводится с температур 780…810 °С в воде. При этом следует иметь ввиду, что эти стали имеют очень высокую критическую скорость закалки (Vk= 200…300 °С/с). Поэтому недопустимо даже малейшее замирение охлаждения при закалке, так как это может привести к частичному распаду аустенита и к появлению мягких пятен в инструменте.
Достоинством этих сталей является низкая стоимость, хорошая обрабатываемость резанием и давлением. Но они имеют низкую прокаливаемость, невысокие скорости резания из-за низкой теплоемкости и деформируются при закалке.
Не теплостойкие стали повышенной прокаливаемости подразделяются на три группы. К первой группе относятся легированные инструментальные стали с содержанием 1,0…1,5 % Cr, обеспечивающего повышение прокаливаемости. Основным элементом, увеличивающим прокаливаемость и закаливаемость, у этих сталей является только Cr. Поэтому устойчивость переохлаждённого аустенита, по сравнению с низколегированными сталями небольшой прокаливаемости с 0,40…0,70 % Cr, возрастает лишь немного.
Ко второй группе относятся стали, подвергнутые комплексному легированию небольшим количеством Cr, Mn, Si (W). Такое легирование значительно повышает прокаливаемость и закаливаемость, уменьшает чувствительность к перегреву, даёт возможность получать высокую твёрдость при закалке в более умеренных охладителях (масле, горячих средах). При этом уменьшается деформация инструмента. Благодаря указанным преимуществам из сталей марок 9ХС, ХГС, 9ХВГ, ХВГ, ХВСГФ можно изготавливать массивные инструменты больших размеров, более сложной формы и ответственного назначения, чем из углеродистых и легированных сталей неглубокой прокаливаемости. При закалке в масле изделия из таких сталей мало подвержены трещинообразованию.
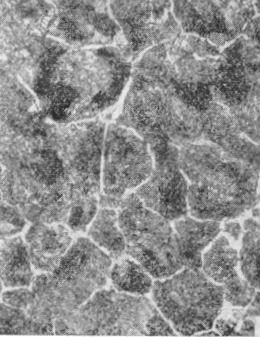
Хромокремнистая сталь 9ХС (0,85…0,95 % С; 0,95…1,25 % Сr; 1,2…1,6 % Si) получила очень широкое распространение для изготовления фрез, развёрток, свёрл, поскольку наличие Si в твёрдом растворе способствует устойчивости её карбидов, обеспечивает её глубокую прокаливаемость, и даёт малую деформацию при закалке. В структуре этой стали после отжига наблюдается более равномерное распределение карбидов внутри зёрен из-за меньшего содержания С (~ 0,9 %). Однако, карбидная сетка в целом в стали остаётся неоднородной, поскольку по границам наблюдается чётко выраженная сетка цементита (рис. 3.8, а). Легирование стали по сравнению с углеродистыми позволяет повысить прокаливаемость из-за повышения устойчивости переохлаждённого аустенита. Сталь имеет хорошие режущие свойства. Прокаливаемость этой стали составляет в воде до 60…80 мм, в масле до 40 мм и до 25…30 мм при охлаждении в горячих средах. В качестве недостатков этой стали можно отнести её склонность к обезуглероживанию при нагреве, по сравнению с углеродистыми инструментальными сталями худшую обрабатываемость резанием и давлением из-за повышенной твёрдости после отжига.
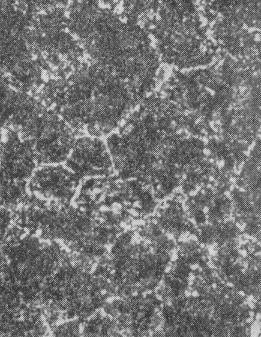
У стали ХВГ (0,9…1,05 % С; 0,9…1,2 % Сr; 1,2…1,6 % W; 0,8…1,1 % Мn) и ХГ прокаливаемость достигает до 70…80 мм, а у более совершенной стали ХВСГ - до 90…100 мм. Сталь ХВГ имеет более равномерное распределение карбидов благодаря более сложному легированию, чем в стали 9ХС (рис. 3.8, б). Указанная группа сталей подвержена слабой деформации при термической обработке из-за значительного количества аустенита в закалённой стали. Известно, что изменение объёма этих сталей вызывается структурными превращениями. Например, образование мартенсита при закалке с содержанием в нём 1 % C приводит к изменению исходного перлита на 1 %. Поэтому для устранения увеличения объёма и вызываемой им деформации при закалке инструмента необходимо, чтобы его структура после закалки состояла не только из одного мартенсита, имеющего большой удельный объём, но и из остаточного аустенита, имеющего меньший удельный объём. Сохранение при закалке остаточного аустенита компенсирует увеличение объёма стали, закаляющейся в масле. Отсюда следует, что до закалки для получения требуемой исходной микроструктуры необходима предварительная термическая обработка, которая в основном заключается в закалке в масле и высоком отпуске при 700 °С. Такая термическая обработка снижает деформацию при окончательной закалке с низким отпуском.
Эти стали 2-й группы используют для изготовления калибров, длинных метчиков, бритвенных ножей и лезвий и другого инструмента, для которого весьма важно сохранение размеров в процессе термической обработки, а также для изготовления деталей точных приборов. При выборе стали ХВГ, как инструментального материала следует учесть её особенности. Ей свойственны значительные колебания в прокаливаемости и закаливаемости разных плавок. При охлаждении в масле отдельные плавки стали ХВГ прокаливаются в сечении не более 30…40 мм и получают пониженную твёрдость, тогда как стали других плавок прокаливаются в сечении до 75…80 мм. Эти колебания связаны с разным соотношением цементитного карбида и карбида типа Ме6С в разных плавках, вызванных различными условиями охлаждения слитка, ликвации и режима отжига. Установлено, что с увеличением доли карбида М6С понижается прокаливаемость.
  а б
Рис. 3.8. Карбидная неоднородность заэвтектоидных инструментальных сталей 9ХС и ХВГ после отжига при 1000 ºС, х 400: а - сталь 9ХС; б – сталь ХВГ.
а б
Рис. 3.8. Карбидная неоднородность заэвтектоидных инструментальных сталей 9ХС и ХВГ после отжига при 1000 ºС, х 400: а - сталь 9ХС; б – сталь ХВГ.
|
К третьей группе относятся стали, легированные W (более 1 %), обладающие высокой твёрдостью. Сталь ХВ5 (1,25…1,50 % С) называется даже алмазной, поскольку обладает исключительно высокой твердостью в закаленном состоянии (67…69 НRС). Столь высокая твёрдость объясняется большим содержанием в мартенсите карбидов вольфрама Ме6С и легированного цементита Ме3С. Применяется для изготовления фильер холодного волочения, отделочного инструмента, снимающего стружку с твердых материалов (белый чугун, стекло, камень).
К сталям высокой прокаливаемости относятся сложнолегированные стали марок ХГСВФ, ХВСГ и др. Сквозная прокаливаемость в изделиях диаметром до 100 мм достигается за счет легирования Cr и дополнительно Si. Такие стали применяют для изготовления массивного штампового инструмента сложных форм, шариков и колец подшипников качения и др. Сталь 6ХС после соответствующей термической обработки (см. приложение 15) используют для изготовления пневматических зубил и ряда инструментов, работающих при ударных нагрузках и вибрации.
Полутеплостойкие стали для режущего инструмента используются крайне редко. Они в основном применяются как штамповые материалы и будут рассмотрены в следующей работе.
Теплостойкие стали для режущего инструмента сохраняют свои свойства до 550…600 °С. Их объединяют в группу так называемых быстрорежущих сталей, маркируемых по ГОСТ 19265-73 буквой Р (от английского слова rapid – быстрый или от немецкого rasch). После буквы Р в марке следует число, указывающее среднее содержание (в %) вольфрама (буква В — его условное обозначение в сталях других классов - пропускается), затем после соответствующих букв М, Ф и К - число, указывающее содержание Mo, V (если содержание его больше 1…2 %) и Co. В состав всех быстрорежущих сталей непременно входят углерод (0,8…1,25 %), Cr (около 4 %) и V (1…2 %), содержание которых в марке не указывается.
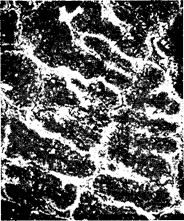
Инструмент из этих сталей (резцы, сверла, фрезы, шеверы, метчики, плашки, развертки, зенкеры, пилы, напильники) работает на скоростях, в 3…5 раз превышающих скорости работы инструмента из углеродистых сталей. Быстрорежущие стали относят к ледебуритному классу, так как в микроструктуре литых сталей, в том числе и в сталях Р6М5 и Р18, присутствует карбидная эвтектика (ледебурит) скелетообразного типа (рис. 3.9).
  а б
Рис. 3.9. Микроструктура литой стали Р6М5 и Р18 (дендриты сорбитообразного перлита, карбиды вторичные, ледебуритная эвтектика и аустенит по границам дендритных ячеек): а – Р6М5, х 200; б – Р18, х 900.
а б
Рис. 3.9. Микроструктура литой стали Р6М5 и Р18 (дендриты сорбитообразного перлита, карбиды вторичные, ледебуритная эвтектика и аустенит по границам дендритных ячеек): а – Р6М5, х 200; б – Р18, х 900.
|
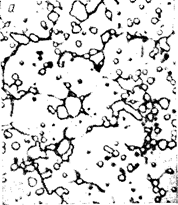
В структуре этой стали также можно различить аустенит и карбиды, вторичные карбиды, выделяющиеся из аустенита вследствие уменьшения растворимости углерода и легирующих элементов в нем при понижении температуры, сорбитообразный эвтектоид (темные поля) из феррита и карбидов. При ковке нарушается эвтектическая структура, затем сталь подвергается отжигу при 860…880 °С с медленным охлаждением до 500…600 °С или изотермической выдержкой при 730…750 °С. Закалка инструментов из стали Р18 производится на воздухе (крупные инструменты — в масле) с температуры 1280 °С (см. приложение 15). Сталь в закаленном состоянии (рис. 3.10, а) состоит из первичных и небольшой доли вторичных карбидов, мартенсита и аустенита остаточного (до 30 %), которые, будучи высоколегированными, при протравливании шлифа в 5…6 % –м растворе НNО3 в спирте не окрашиваются и выглядят светлыми. Карбиды вторичные при нагреве стали до температур закалки в значительной мере растворяются в аустените, легируя его хромом, вольфрамом, молибденом, ванадием, и обеспечивая тем самым теплостойкость стали.
После закалки обычно проводится трехкратный отпуск стали при 560 °С, в результате уменьшается массовая доля аустенита остаточного (до 2 %). Микроструктура (рис. 3.10, б) представляет собой мелкоигольчатый мартенсит отпуска, сильно травящийся в вышеуказанном реактиве, карбиды состава Ме6С - (Fе3(W, Мо)3C, (W, Fе)6С), легированные ванадием. Возможно в небольших долях присутствие карбидов другого состава (Ме2С).
  аб
Рис. 3.10. Микроструктура стали Р18: а — закаленная (мартенсит закалки, аустенит остаточный, обе фазы светлые, карбиды первичные и вторичные); б - закаленная и трижды отпущенная (мартенсит отпуска, карбиды первичные и вторичные), х 500.
аб
Рис. 3.10. Микроструктура стали Р18: а — закаленная (мартенсит закалки, аустенит остаточный, обе фазы светлые, карбиды первичные и вторичные); б - закаленная и трижды отпущенная (мартенсит отпуска, карбиды первичные и вторичные), х 500.
|
В последнее время широкое распространение находят вольфрамомолибденовые быстрорежущие стали с пониженным содержанием вольфрама (вольфрам частично заменен молибденом). Например, сталь Р6М5 с несколько повышенным содержанием углерода (0,81…0,85 % вместо 0,7…0,8 % в стали Р18). В структуре литой стали Р6М5 (см. рис. 3.9) по границам дендритов ферритокарбидного эвтектоида (темная структурная составляющая) располагается карбидная эвтектика (аустенит, карбид) преимущественно на базе карбида Ме2С пластинчатого типа. Содержание эвтектики скелетообразного типа с карбидом Ме6С и эвтектики с МеС очень мало. Эвтектика с карбидом Ме2С пластичнее скелетообразной. Суммарное содержание эвтектик существенно ниже по сравнению с Р18. Поэтому появилась возможность получения инструмента из стали Р6М5 самым дешевым способом – литьем.
Особенности термической обработки инструментальных сталей для режущего.При выборе режимов термической обработки легированных инструментальных сталей необходимо учитывать следующее.
1. Хром, вольфрам и кремний повышают критические температуры Аr1 и Аr3. Причём, чем больше содержание этих ЛЭ, тем выше поднимаются критические температуры. Легированные стали необходимо нагревать под закалку до более высоких температур, чем углеродистые с таким же содержанием углерода. Увеличение температуры нагрева под закалку способствует наиболее полному растворению карбидной фазы в аустените, повышению степени его легирования и, в конечном итоге, формированию в процессе закалки мартенсита, обладающего необходимой теплостойкостью. При отпуске, вследствие частичного распада высоколегированного мартенсита, образуются дисперсные карбиды, что сопровождается увеличением твердости стали (явление вторичной твердости).
2. Хром, молибден, вольфрам, ванадий повышают устойчивость переохлажденного аустенита, при этом снижается Vкр и создается возможность закалки инструмента из легированных сталей, обладающих низкой теплопроводностью, в мягких закалочных средах (масло и др.). При этом не происходит коробления инструмента и не возникают закалочные трещины.
1. Карбидообразующие элементы понижают температурный интервал мартенситного превращения (Мн — Мк), что приводит к увеличению массовой доли аустенита остаточного в структуре закаленной стали. Содержание аустенита остаточного растет также при повышении температуры нагрева стали под закалку. По сравнению с ферритно-карбидными смесями (перлит, сорбит, троостит) объем аустенита минимален, а мартенсита — максимален. Поэтому образование мартенсита приводит к увеличению объема стали, следовательно, и инструмента, причем тем значительнее, чем больше в стали содержание углерода. Это является одной из основных причин возникновения закалочных напряжений в изделиях. Размеры изделий при этом существенно не меняются, но для деталей точных приборов и ряда инструментов, размеры которых после закалки не могут быть исправлены шлифованием, даже небольшие изменения размеров не допустимы. Предотвратить увеличение объема при закалке и изменении размеров изделий можно путем применения их бездеформационной закалки или тепловой доводки.
Стали, которые подвергаются указанным обработкам, называются малодеформирующимися. К ним относятся легированные инструментальные стали X, ХГ, ХВГ, Х12Ф1 и другие.
4. Если в структуре литых инструментальных сталей (например, в быстрорежущих) присутствуют частицы карбидов неблагоприятных форм (скелетного типа, остроугольные и т. п.) или сетка из карбидов, такие стали прежде всего подвергают горячей механической обработке - ковке. При этом карбиды или сетка из них разбиваются и перемешиваются по возможности равномерно. Литой заготовке придается необходимый профиль. Если проковка недостаточна или затруднительна (в стали Х12Ф1), разбитые карбиды в структуре оказываются собранными в полосы (карбидная ликвация). Такое неравномерное полосчатое распределение карбидов в стали нежелательно, так как в областях, обедненных карбидами, сталь имеет пониженные показатели эксплуатационных свойств.
5. Для улучшения обрабатываемости инструментальных сталей на режущих станках их подвергают смягчающему отжигу при 800…860 °С, при котором карбиды приобретают округлую форму.
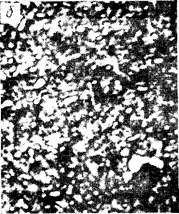
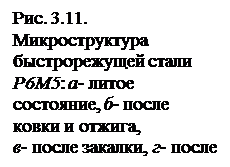
Микроструктура быстрорежущей стали приведена на рис. 3.11. При затвердевании литой стали P6M5 образуется эвтектика, напоминающая ледебурит и распологающаяся на границе зерен. Быстрорежущие стали относятся к ледебуритному классу. После ковки или проката сетка эвтектики подвергается дроблению. При этом измельчаются карбиды и наблюдается их равномерное распределение в основной матрице.
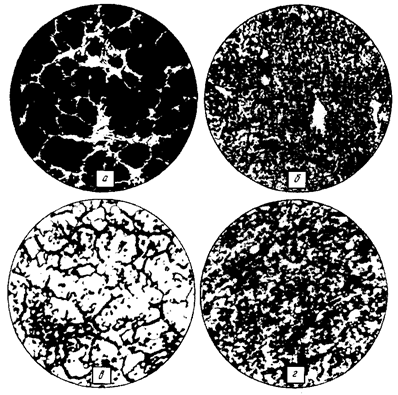
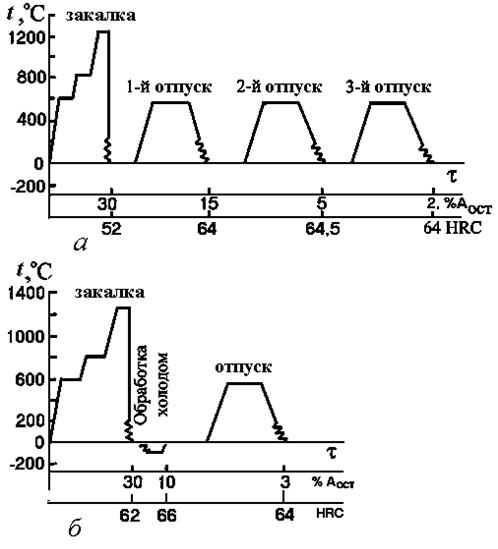
Высокую теплостойкость инструмент из быстрорежущей стали приобретает после закалки и многократного отпуска (рис. 3.12). При нагреве под закалку необходимо обеспечить максимальное растворение карбидов и получение высоколегированного аустенита. Во избежание образования трещин и деформации инструмента низкой теплопроводность сталей применяют ступенчатый нагрев под закалку в расплавленных солях, а закалку проводят в масле и при быстром нагреве могут образоваться трещины. Высокие температуры закалки необходимы для более полного растворения в аустените легированных карбидов, что приводит к значительному насыщению мартенсита легирующими элементами. Это повышает твердость. После закалки в сталях остается до 30 % остаточного аустенита, поэтому их подвергают двух- или трехкратному отпуску при температуре 540...580 °С, последующее охлаждение производится на воздухе (рис. 3.12, а). После отпуска структура состоит из мартенсита, карбидов и остаточного аустенита (1...3 %), твердость 62...64 НRС.
Для инструментов несложной формы с целью уменьшения остаточного аустенита в стали используют охлаждение холодом при минус 80 °С. Применяя обработку холодом, можно число отпусков сократить до одного (рис. 3.12, б). Повысить режущие свойства можно также некоторыми специальными методами, например цианированием.

|
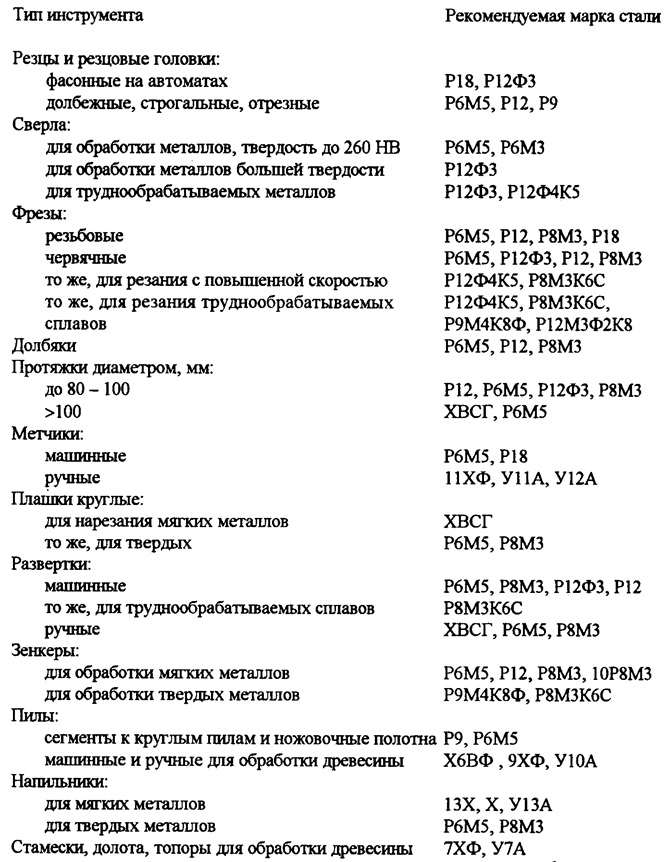
Таблица 3.1 - Рекомендуемые марки сталей для некоторых режущих инструментов
3.4.2. Штамповые стали.Штамповые стали применяются для изготовления инструментов (штампов, накатных роликов, волоков и т. д.), изменяющих форму материала деформированием без снятия стружки. Стали для штампового инструмента в зависимости от условий деформации делятся на две группы: а) штамповые для деформирования металлов в холодном состоянии; б) штамповые для деформирования металла в горячем состоянии. Рассмотрим основные марки этих штамповых сталей и их основные характеристики.
Штамповые стали для холодного деформирования металлов.Штамповые стали для деформирования металла в холодном состоянии должны обладать высокой твёрдостью, износостойкостью, прочностью и достаточной вязкостью. Поэтому эти стали имеют повышенное содержание С (0,9…1,0 %) и подвергаются обычно закалке и отпуску. Однако, в связи с различными условиями работы инструментов, состав штамповых сталей и режимы их термической обработки (закалки и отпуска) могут существенно отличаться друг от друга. В качестве штамповых сталей для деформирования в холодном состоянии используются: а) высокохромистые стали повышенной (высокой) твёрдости (57…63 НRС); б) высокопрочные стали с повышенной ударной вязкостью.
Назначение штамповых сталей для холодного деформирования приведены в приложении 7.
Высокохромистые стали высокой твёрдости относятся к полутеплостойким сталям, содержащим 6…12 % Cr. Они обладают высокой закаливаемостью и прокаливаемостью и сохраняют высокую твёрдость до 250…400 °С. Сравнительно мелкозернистая структура, наличие твёрдых частиц карбидов М23С6 (стали с Сr) и, кроме того, МС (стали с V) обусловливают повышенную прочность и износостойкость этих сталей.
В формировании структуры закалённой хромистой стали большую роль играет количество растворённой в аустените вторичной карбидной фазы. Твёрдость после закалки на мелкое зерно и отпуска при 150 °С составляет 59…61 НRС. В результате отпуска при 150…250 °С выделяется в закалённой структуре легированный цементит, более устойчивый против коагуляции, чем цементит не теплостойких сталей. Например, стали с 12 % Cr сохраняют твёрдость до 60 НRС после нагрева до 200…225 °С, а стали с V- до 270…300 °С.
По износостойкости, как по основному свойству, высокохромистые стали распределяются на стали повышенной износостойкости и на стали высокой износостойкости. Стали повышенной износостойкости в структуре содержат карбид типа М7С3 до 18…22 %, а стали с высокой твёрдостью кроме карбидов М7С3 содержат ещё карбиды МС до 12 %.
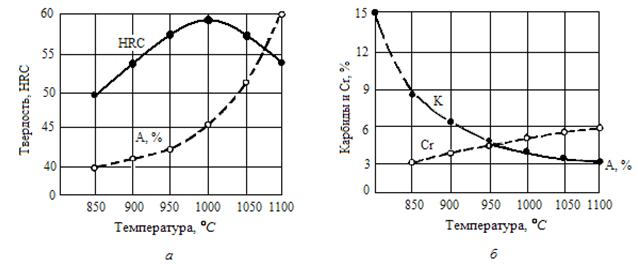 Рис. 3.13. Количество карбидов (К) и остаточного аустенита (А), содержание Cr в растворе и твёрдость (НRС) стали Х12Ф1.
Рис. 3.13. Количество карбидов (К) и остаточного аустенита (А), содержание Cr в растворе и твёрдость (НRС) стали Х12Ф1.
|
Общая характеристика высокохромистых сталей повышенной и высокой износостойкости. Химический состав штамповых сталей высокой твёрдости с повышенной и высокой износостойкостью приведены в приложении 8. Для этих сталей, как легированных в основном Cr, характерны следующие общие особенности. К первой особенности относится неоднородность распределения карбидов М7С3 (и М23С6), которая усиливается с увеличением сечения заготовок, а также зависит от содержания Cr и C. Стали с содержанием С около 2 % показывают значительную карбидную неоднородность, чем у сталей, содержащих С порядка 1,5 %; при содержании Сr 12 % тоже наблюдается значительная неоднородность карбидов, чем у сталей при 6 % Сr.
Второй особенностью является изменение твёрдости сталей по кривой с максимумом при закалке с возрастанием температуры (рис. 3.13). Восходящая часть кривой изменения твёрдости объясняется ростом концентрации углерода и хрома в мартенсите. При закалке с более высоких температур понижается твёрдость, вследствие увеличения количества остаточного аустенита.
Штамповые стали повышенной износостойкости. Они имеют лучшие технологические свойства (ковкость, шлифуемость), чем стали с высокой износостойкостью и нашли широкое применение. К этой группе относятся стали с 6 % Сr (Х6ВФ) и некоторые стали с 12 % Сr (см. приложение 8).
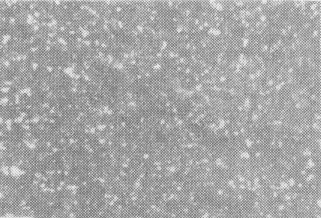 Рис. 3.14. Микроструктура стали Х6ВФ после ковки и отжига (равномерное распределение карбидов – 12…14 %), ´ 100
Рис. 3.14. Микроструктура стали Х6ВФ после ковки и отжига (равномерное распределение карбидов – 12…14 %), ´ 100
|
Сталь Х6ВФ по структурному признаку относится к заэвтектоидным сталям, но из-за ликвации в литом металле могут быть участки эвтектики. Содержание С в перлите составляет 0,45…0,5 %. Количество избыточных карбидов типа М23С6 после отпуска при 150…160 °С составляет 8…12 %. По сравнению со сталями, содержащими 12 % Сr, они имеют меньшую карбидную неоднородность (рис. 3.14). Поэтому они отличаются большей прочностью и вязкостью.
Стали с 12 % Сr (Х12Ф1 и Х12М). Они характеризуются повышенной износостойкостью в условиях абразивного изнашивания, обусловленной высоким содержанием карбидов (Сr, Fе)7С3 и в небольшом количестве М23С6, сохраняю-щихся после закалки. После отпуска при 150 °С количество карбидов в этих сталях составляет до 12…15 % (объёмных).
Стали Х12Ф1 и Х12М по структуре ледебуритные. При литье эти стали чрезвычайно склонны к ликвации. В микроструктуре литой стали присутствуют карбиды в виде эвтектики скелетообразной формы по границам зёрен (рис. 3.15). Такая карбидная эвтектика практически не растворима до температур начала плавления и трудно раздробляется при горячей деформации по сравнению с сеткой карбидов сталей с 6 % Сr. Для ледебуритных сталей характерно сохранение мелкого зерна при высокотемпературном нагреве для закалки из-за задерживающего влияния карбидов. Поэтому ковкость у этих сталей с 12 % Сr соответственно ниже. В их структуре наблюдается некоторая карбидная неоднородность с
крупными карбидными частицами с размером до 15…20 мкм. Снижению карбидной неоднородности и измельчению зерна способствуют легирующие элементы Mo и V, а также они повышают прочность и вязкость. Механические свойства несколько лучше у стали Х12Ф1, имеющей меньше карбидов, но её износостойкость ниже. Сталь после ковки и отжига (800…820 °С) имеет микроструктуру сорбитообразного зернистого перлита с включениями первичных и вторичных карбидов (рис. 3.16).
Включения первичных карбидов имеют сравнительно крупные размеры. Их размер зависит от степени размельчённости карбидной эвтектики ковкой. Включения вторичных карбидов мелкие, они образуются при охлаждении стали в интервале температур от эвтектической до эвтектоидной вследствие
уменьшения растворимости С и Сr в аустените. Как уже отмечалось, сталь чрезвычайно склонна к карбидной ликвации. Микроструктура закаленной и отпущенной кованой стали представляет собой мартенсит, первичные и вторичные карбиды.
| 
|
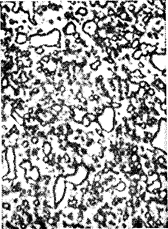
| Рис. 3.15. Микроструктура литой стали Х12Ф1 (ледебуритная эвтектика скелетного типа, сорбитообразный перлит, вторич-ные карбиды, аустенит), х 500 |
Для обеспечения минимальных изменений формы и размеров изделий в процессе термической обработки проводится их закалка с 1120 °С. После такой закалки в структуре фиксируется такое соотношение остаточного аустенита (около 40 %) и мартенсита, что размеры штампа после закалки окажутся равными исходным размерам. Однако по ряду причин (колебания температуры закалки, условия охлаждения и др.) размеры штампа могут иметь значительные колебания. Если они оказались меньше исходных размеров (до термической обработки), то они подвергаются отпуску при 520 °С. В результате такого отпуска остаточный аустенит  частично превратится в мартенсит, что приведет к увеличению
частично превратится в мартенсит, что приведет к увеличению
размеров штампа. Если после закалки размеры штампа оказались увеличенными, то для уменьшения размеров их отпускают при 350 °С. Такая термическая операция носит название термической доводки. Получаемая структура — мартенсит, карбиды (Сr, Fе)7С3 и аустенит остаточный.
Твёрдость стали Х12М достигает максимального значения 61…63 НRС после закалки с 980…1020 °С (см. рис. 3.13, график). При этом сталь сохраняет мелкое зерно (балл » 10) и имеет остаточного аустенита 15…20 %. При ещё большем увеличении температуры закалки происходит снижение твёрдости из-за резкого повышения количества аустенита.
Стали Х12М и Х12Ф1 используют для вырубных и некоторых вытяжных штампов, используемых в условиях повышенного изнашивания и без динамических нагрузок. Следует учесть, что сталь Х12М менее пригодна для штампов прессования, работающих при высо-ких удельных нагрузках, а также при ударном нагружении (высадочные штампы).
Сталь Х6ВФ используют для тех же целей, но при деформировании менее твёрдых материалов.
 Рис. 3.17. Микроструктура стали Х12 с высокой износостойкостью (25…30 % полосчатых карбидов)
Рис. 3.17. Микроструктура стали Х12 с высокой износостойкостью (25…30 % полосчатых карбидов)
|
Хромистые стали высокой износостойкости превосходят вышеуказанные стали при небольших динамических нагрузках, но они менее технологичны. В них содержится больше С, поэтому в микроструктуре содержится большее количество карбидов типа М7С3, а также могут присутствовать в небольшом количестве карбиды типа МС. Такая структура обеспечивает более высокую твёрдость, следовательно, и износостойкость этих сталей. Увеличение содержания С (до » 2 %) позволяет повысить твёрдость до 63…64 НRС после закалки и низкотемпературного отпуска. К сталям высокой износостойкости относятся стали Х12, Х12ВМ, Х12Ф3М, Х6Ф4М. Рассмотрим эти стали.
Сталь Х12. Большое количество С и отсутствие дополнительных ЛЭ приводит к резко выраженной карбидной неоднородности в виде их крупных скоплений (~ 30 ´ 15 мкм), карбидной сетки и карбидной полосчатости (рис. 3.17). Поэтому прочность и вязкость этой стали ниже, чем у стали Х12М и рассматриваемых ниже сталей - Х12ВМ и Х12Ф3М. Пониженная прочность стали Х12, обусловленная наличием большого количества неоднородной карбидной фазы, позволяет использовать её для неответственных, простых по конструкции вытяжных штампов, пуансонов вырубных штампов. В сталях данной группы содержится кроме Cr ещё Mo, V и W, которые несколько уменьшают карбидную неоднородность, увеличивая прочность и вязкость этих высокохромистых сталей.
Сталь Х12ВМ имеет лучшие прочностные свойства и лучшую вязкость из-за уменьшения размеров карбидов под влиянием W и Mo при высокой твёрдости (61…63 НRС). Эта сталь может использоваться для изготовления более сложных штампов.
Сталь Х12Ф3М содержит 12…15 % Сr и 3…4 % V. В этой стали V присутствует в карбиде (Fe,V)7C3 и после его насыщения образует собственный монокарбид VC. При этом доля карбида VC составляет 4…5 % при общем количестве карбидной фазы ~ 24 %. Молибден в сочетании с V позволяет получить в структуре очень мелкие карбидные частицы, повышающие прочность до sв » 3000 МПа при высокой твёрдости 61…63 НRС.
При выборе этой стали следует учесть, что она имеет пониженную ковкость, близкую к ковкости стали Х12 и плохую шлифуемость.
Сталь Х12Ф3М используется для вырубных штампов, волочильных фильер, калибровочных колец и др.
Сталь Х6Ф4М (6 % Cr и 3…4 % V) содержит большее количество (~ 8 % по массе) карбидов МС. Для его образования сталь должна иметь повышенное содержание С до 1,6…1,8 % вместо 1 % в стали Х6ВФ. Дополнительное легирование Mo (0,6…0,8 %) немного увеличивает количество карбидов М23С6 и улучшает механические свойства.
Износостойкость стали Х6Ф4М не намного меньше, чем у стали Х12Ф3М, но она имеет ряд преимуществ: лучшую ковкость (поскольку карбиды располагаются не в эвтектике, а в виде изолированных частиц); меньшую карбидную неоднородность; более высокую прочность; более широкий температурный интервал закалки на высокую твёрдость. В то же время плохая шлифуемость присуща и для этой стали.
Сталь Х6Ф4М используется для вырубных штампов простой конфигурации и для матриц прессования абразивных материалов и твёрдых металлических порошков.
Перечисленные стали используются для штампов, работающих в условиях износа без динамических нагрузок. Они подвергаются после закалки отпуску при 150…160 °С (1…3 ч). Этим обеспечивается наибольшая твёрдость и износостойкость.
Сталь Х6ВФ применяется для изготовления деревообрабатывающего инструмента, ножовочных полотен, резьбо - и зубонакатного инструмента, матриц и пуансонов, штампов холодного деформирования. После закалки и низкого (150…160 °С) отпуска она обладает высоким сопротивлением изнашиванию. Для повышения вязкости стали (59…58 НRС) температуру отпуска рекомендуется повышать до 200…275 °С.
Высокопрочные стали с повышенной ударной вязкостью по сравнению с высокохромистыми сталями содержат меньшее количество С (0,4…0,6 %). Химический состав и режимы термической обработки этих сталей приведены в приложении 9. Они предназначены для изготовления инструментов, работающих при динамических нагрузках. К таким сталям относятся также сталь марки 7ХГ2ВМФ и сложнолегированная сталь 6Х6В3МФС, обладающая теплостойкостью, повышенной прочностью и большей износостойкостью, чем сталь 7ХГ2ВМФ. Применяются также хромокремнистые (4ХС, 6ХС) и хромовольфрамо-кремнистые стали 4ХВ2С, 5ХВ2СФ, 6ХВ2С. Они имеют хорошую прокаливаемость при охлаждении в масле и хорошо принимают изотермическую закалку. Отпуск для ударных инструментов ведут при более высоких температурах, порядка (275…325 °С). Эти стали для ударного инструмента применяются для штампов холодной и горячей рубки листов и полос, холодновысадочных, чеканочных штампов и др.
Легированные стали с 0,4…0,5 % С являются доэвтектоидными, а от 0,6 % и выше – эвтектоидными и даже заэвтектоидными в связи со смещением точки S диаграммы (уменьшение эвтектоидной концентрации) у инструментальных сталей из-за легирования.
Назначение штамповых сталей повышенной прочности приведено в приложении 10.
Штамповые стали для горячего деформирования.Группа штамповых сталей, используемые при повышенных температурах, работают в условиях динамического нагружения (ковка, штамповка) или медленного приложения нагрузки (вытяжка, прессование), периодического нагрева и охлаждения. Эти стали также должны отличаться высокой износостойкостью, прочностью и сопротивлением пластической деформации. При горячем деформировании температура металла заготовки достигает 900…1200 °С, что приводит к разогреву поверхности штампов. Поэтому штамповая сталь должна отличаться повышенной теплостойкостью, хорошей теплопроводностью и окалиностойкостью и высоким сопротивлением термической усталости. Эти свойства достигаются комплексным легированием сталей карбидо-образующими элементами (W, Mo, V, Cr) при содержании углерода в большинстве марок сталей в пределах 0,3…0,6 %. Для увеличения прокаливаемости некоторые марки сталей содержат Ni и Mn, а для повышения жаростойкости и прочности вводится Si.
В зависимости от назначения и условий эксплуатации штамповые стали для горячего деформирования разделяются на следующие две группы: а) стали для молотовых и высадочных штампов; б) стали для штампов прессования.
Молотовые и высадочные штампы подвергаются ударным нагрузкам и кратковременному нагреву до 400…500 °С. Поэтому для их изготовления используют полутеплостойкие стали повышенной вязкости. Химический состав некоторых марок таких сталей приводится в приложении 11.
Эти хромоникелевые стали содержат 0,5…0,6 % углерода и легируются Ni (кроме стали 5ХГМ), Cr, Mo, W и используются для изготовления штампов (большой массы) горячего деформирования. Мелкие штампы изготавливают из сталей У7, У8, У9.
По структуре в равновесном (отожженном) состоянии хромоникелевые стали доэвтектоидные. Термическая обработка этих сталей заключается в закалке с температур 760…860 °С охлаждением небольших штампов (в сечении до 200…300 мм) на воздухе, средних штампов (300…500мм) в масле, а крупных штампов сечением более 500 мм в водовоздушных смесях. После закалки эти стали подвергают отпуску. Температура отпуска также зависит от размеров (толщины стенки) штампа. Сравнительно мелкие (до 300 мм) штампы отпускают при 460…540 °С. При этом получается твёрдость порядка 40…46 НRС и высокая износостойкость. Для небольших молотовых штампов применяют сталь 5ХНВ, а при необходимости повышенной теплостойкости – 4ХМФС и 3Х2МНФ. Штампы средних размеров, которые испытывают повышенные динамические нагрузки отпускают на меньшую твёрдость 36…42 НRС при 500…550 °С. Для таких штампов используются стали 5ХГМ и 5ХНВС.
Крупные (более 500 мм) штампы, от которых требуется повышенная вязкость, отпускают при 550…580 °С на 36…39 НRС. Для крупных штампов со сложной фигурой применяют сталь 5ХНМ, а с более простой формой – стали 5ХГМ и 4ХМФС.
Размеры высадочных штампов несколько меньше, чем молотовых, но они нагреваются до 550 °С и выше. Поэтому для их изготовления применяют теплостойкие стали повышенной вязкости 4Х4ВМФС, 4Х5МФС, 4Х3ВМФ и др. Структура этих сталей - сорбитообразный троостит или сорбит. В последнем случае стали имеют следующие характеристики: sв = 350…430 МПа, КСU = 500…700 кДж/м2 при пластичности y = 40…80 %. Они обладают высокой термостойкостью (разгаростойкость) — сопротивлением возникновению разгарных трещин, возникающих при циклическом нагреве и охлаждении рабочей поверхности штампа (расширение и сжатие поверхностных слоев).
Стали для штампов прессования (протяжки, высадки) нагреваются до более высоких температур из-за длительного соприкосновения с горячим деформируемым металлом. Поэтому для этих сталей важны их теплостойкость. Для этих штампов применяют высоковольфрамовые стали с 8…12 % W и 2 % Cr, которые сохраняют высокую твёрдость (45 НRС) до 650…670 °С. К таким штамповым сталям повышенной прочности относятся 3Х2В8, 3Х2В8Ф и др. Эти стали по химическому составу (низкое содержание С), карбидному упрочнению и по ряду др. свойств похожи на быстрорежущие стали.
Для тяжёлых условий работы при деформировании сталей (при нагреве штампа до 700 °С) требуются стали повышенной и высокой теплостойкости 5Х3В3МФС, 4Х2В2МФС. Эти стали относятся к штамповым сталям повышенной теплостойкости с карбидным упрочнением. Теплостойкость в этих сталях повышается за счёт увеличения количества карбидной фазы и повышения в ней доли карбида М6С с сохранением мелкого зерна.
Химический состав штамповых сталей повышенной теплостойкости приведён в приложении 12. Режимы термической обработки сталей для прессового инструмента приведены в приложении 13.
4/1
– Конец работы –
Эта тема принадлежит разделу:
Неметаллические материалы
Материаловедение включает два больших раздела... металлы и сплавы... неметаллические материалы...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Инструментальные стали
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.034 сек.
Новости и инфо для студентов