рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Основи процесу
Реферат Курсовая Конспект
Основи процесу
Основи процесу - раздел Образование, Основи отримання порошкових Спікання − Основна Операція В Технології Порошкової Металургії, У Наслі...
Спікання − основна операція в технології порошкової металургії, у наслідок якої вироби набувають остаточні властивості. У процесі спікання збільшується міцність контактів між частинками, які утворились при пресуванні, зменшується пористість, що загалом приводить до збільшення міцності всього виробу.
З технологічної точки зору спіканням називають процес термічної обробки порошкового тіла за температури 0,6...0,8 від температури плавлення основного компонента в захисному середовищі, що проводиться з метою ущільнення і надання йому певного комплексу механічних і фізико-хімічних властивостей.
З фізико-хімічної точки зору спіканням називається термічно активований, довільний або ініційований зовнішнім впливом перехід порошкового тіла у термодинамічно більш рівноважний стан шляхом зменшення поверхневої та внутрішньої енергії, який супроводжується заліковуванням внутрішніх і зовнішніх дефектів кристалічного стану матеріалу порошку, дифузійними процесами, реакціями окиснення-відновлення, випаровуванням - конденсацією та іншими процесами, що сприяють руху системи до рівноваги.
Процес спікання можна поділити на дві основні стадії. На першій відбувається консолідація за рахунок термічно активованої підбудови кристалічних граток поверхневих шарів частинок порошку бездифузійним – дислокаційним або кооперативним шляхом. При досягненні максимальних значень обмінних процесів, гібридизації, іонної взаємодії, які зумовлюють величину сил зчеплення між частинками, на контактах між частинками виникають іонно-електронні (атомні) зв’язки (у відповідності з типом зв’язку у даному кристалі) такого ж характеру і величини, як і у матеріалі частинок порошку. При цьому відбувається заміна контактної поверхні в пресовці міжзеренною межею, з утворенням якої подальше удосконалення контакту між частинками відбувається дифузійним шляхом. Цей процес супроводжується заліковуванням дефектів та мікронесуцільностейна ділянках контакту.
При спіканні однокомпонентних систем рушійною силою такої консолідації є виграш вільної енергії при зникненні поверхні між частинками.
При спіканні багатокомпонентних систем, у яких компоненти взаємодіють між собою, додатковим стимулом консолідації є утворення хімічного зв’язку між ними. Вирівнювання хімічного потенціалу, як наслідок поверхневої гомогенізації, є додатковою рушійною силою консолідації. При цьому ця сила такого ж порядку по величині, що і рушійна сила, яка має місце при мінімізації вільної поверхневої енергії. Слід зауважити, що енергія сплавоутворення і гомогенізації у всьому об’ємі порошкового матеріалу при його спіканні, на декілька порядків вища за поверхневу енергію і прямого відношення до спікання не має, хоча і може впливати на хід і величину об’ємного ущільнення порошкового матеріалу.
Розглянута стадія спікання закінчується утворенням зв’язаного пористого тіла з пористою структурою, яка відрізняється від пористої структури вихідної пре совки. Після утворення такого пористого тіла починається друга стадія спікання, для якої характерні ознаки:
- інтегральне об’ємне ущільнення утвореного пористого тіла за рахунок рівномірного зменшення розміру пор;
- дифузійна коалесценція пор після утворення ізольованої пористості;
- повільна зміна фізико-механічних властивостей контактів між частинками, зумовлена незначною зміною їх геометрії.
У зв’язку з викладеним вище, С. М. Солонін пропонує розглядати процес спікання, як довільний двухстадійний термічно активований процес консолідації дискретних елементів порошкової системи у зв’язане тверде тіло і об’ємне ущільнення цього тіла, зумовлене переходом дисперсної системи у стан з меншим рівнем вільної енергії шляхом скорочення вільної поверхні і зменшення хімічної неоднорідності.
З кінетичної точки зору процес спікання можна розглядати як реологічний процес, дифузійний процес і як квазіхімічна кінетика.
У загальному випадку швидкість спікання як реологічного процесу в основі якого лежить дифузійно-в’язка течія швидкість якої може бути визначеною за формулою
 або
або  (1.1)
(1.1)
де  – в’язкість матеріалу частинки порошку, яка може бути визначена з формули:
– в’язкість матеріалу частинки порошку, яка може бути визначена з формули:
 , ( 1.2)
, ( 1.2)
де D – коефіцієнт дифузії;  – елементарний об’єм кристалічної гратки, = a3 (а – параметр гратки); К – коефіцієнт, який враховує умови процесу; k – постійна Больцмана; Т – температура; l – характеристичний параметр ( величина макро – і субзерен, відстань між стоками і джерелами вакансій та інше );
– елементарний об’єм кристалічної гратки, = a3 (а – параметр гратки); К – коефіцієнт, який враховує умови процесу; k – постійна Больцмана; Т – температура; l – характеристичний параметр ( величина макро – і субзерен, відстань між стоками і джерелами вакансій та інше );  - поверхневий натяг.
- поверхневий натяг.
Наслідком дії поверхневого натягу є Лапласівські сили, які діють на опуклих та вгнутих поверхнях і визначаються за формулою:
 , (1.3)
, (1.3)
де  поверхневий натяг; R – радіус кривизни.
поверхневий натяг; R – радіус кривизни.
Відповідно до спікання порошкових систем це опуклі поверхні частинок порошку (рис.1.1), вгнуті поверхні приконтактного перешийку, який утворюється при консолідації частинок , внутрішня поверхня ізольованих пор та інше.
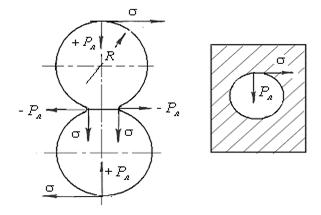
Рисунок 1.1 − Схема спікання порошкового тіла
Дія Лапласівських сил може привести до виникнення різниці хімічного потенціалу зумовленого наявністю в певних об’ємах стискальних та розтягувальних напружень, градієнту точкових дефектів і, тим самим, причиною виникнення їх дифузійних потоків. Останнє сприяє перенесенню речовини, що і є основою спікання. Перенесення речовини супроводжується зміною форми структурних елементів пористого тіла, зникненню пористості, що, у кінцевому випадку, сприяє утворенню продукту з необхідними фізико-механічними властивостями.
Різноманіття мікро- і макродефектів у неспеченій пористій системі, виникнення нових у процесі спікання, обумовлює наявність великої кількості механізмів їхнього заліковування (спікання твердих тіл). Насамперед це хімічні реакції на поверхнях і межах розподілу, поверхнева і об'ємна самодифузія, в’язкий та пластичний плин, випаровування і конденсація, термічно активовані дислокаційні процеси та інше.
Згідно Я. Є. Гегузіну спікання може супроводжуватись дією наступних механізмів: в’язкого плину; об’ємної самодифузії; поверхневої самодифузії; переносу через газову фазу; пластичного плину та дифузійно-в’язкого плину.
По Я. Є. Гегузіну механізм в'язкого плину відбувається тоді, коли унаслідок спрямованого переміщення атомів з об’єму частинок до контактного перешийка збільшується площа контакту і зближаються центри частинок (відбувається усадка виробу).
Вперше запропонував цей механізм Я. І. Френкель. В основі його теорії лежить ідея про в'язкий плин твердих тіл під дією сил поверхневого натягу. При цьому процес спікання поділяється на два етапи. На першому етапі відбувається злиття частинок з утворенням закритих пор і у подальшому їх в’язке запливання. На першому етапі злиття частинок відбувається згідно схеми, яка показана на рисунку 1.2.

Рисунок 1.2 − Схема злиття частинок порошку
Процес злиття супроводжується зміною кута ц в часі (що одне і теж, що x=f(ф) ). Для визначення закону зміни цих параметрів Я. І.Френкель прирівнює роботу сил поверхневого натягу As до роботи сил внутрішнього тертя  , зв'язаної з розглянутою деформацією:
, зв'язаної з розглянутою деформацією:

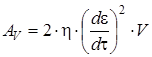
Робота сил поверхневого натягу дорівнює:
 , (1.4)
, (1.4)
де  – зміна вільної поверхні частинок,
– зміна вільної поверхні частинок,

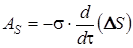
Робота сил внутрішнього тертя дорівнює:
 , (1.5)
, (1.5)
де з - коефіцієнт в'язкості; V- загальний об’єм частинок, що деформуються =  , тобто
, тобто  ; е - відносна деформація сукупності двох куль, тобто зменшення відстані між центром однієї з крупинок і поверхнею її контакту з іншою.
; е - відносна деформація сукупності двох куль, тобто зменшення відстані між центром однієї з крупинок і поверхнею її контакту з іншою.
 (1.6)
(1.6)
Підставляючи значення величин в рівняння (1.5) і вирішуючи його, Я. І. Френкель встановлює закон зміни характеристичного параметру х у часі:
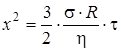 . (1.7)
. (1.7)
Звідси можна знайти час злиття двох часток, тобто час спікання до того моменту, коли простір між ними стає ізольованим, тобто утворяться ізольовані пори. На цьому закінчується перша стадія спікання.
Далі по Я.І.Френкелю діє механізм в'язкого запливання пори під дією сил поверхневого натягу (капілярного тиску). Для з'ясування цього механізму Я. І Френзель уявляє в однорідному в'язкому тілі необмежених розмірів сферичну порожнину зі змінним радіусом R(ф) (рис.1.3).
Під впливом капілярних сил, робота яких дорівнює:
 , (1.8)
, (1.8)
останній повинен безупинно зменшуватися.
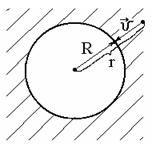
Рисунок 1.3 − Схема сферичної порожнини в однорідному тілі
Під впливом роботи сил поверхневого натягу виконується робота сил внутрішнього тертя, яку Я. І. Френкель визначає як
 . (1.9)
. (1.9)
Прирівнюючи ці роботи і вирішуючи отримане рівняння отримується закон зміни радіуса пори у часі
 , або
, або  . (1.10)
. (1.10)
Звідки час повного запливання пори дорівнює:
 , (1.11)
, (1.11)
де: Ro - початкове значення радіуса пори.
Спікання за механізмом об’ємної самодифузії відбувається згідно теорії розвиненою Б. Я. Пінесом, як процес дифузійного переміщення атомів. При цьому не вводиться уявлення про в'язкий плин і спікання розглядається як наслідок перерозподілу речовини шляхом самодифузії. Принципово обидві точки зору дуже близькі, тим більше, що в так званому “дифузійному розрахунку” була використана теорія самодифузії Френкеля.
При розгляді процесу спікання як прояву самодифузії, причиною спрямованого переміщення атомів (вакансій), що приводить до заростання пор є різниця концентрацій у різних точках об'єму.
Б. Я. Пінес показує, що в пористому тілі, поверхня якого не відповідає мінімуму вільної енергії, обов'язково має місце градієнт “рівноважної концентрації вакансій” між різними точками тіла. Так, якщо в середині пористого тіла знаходиться ізольована сферична пора (рис. 1.4)
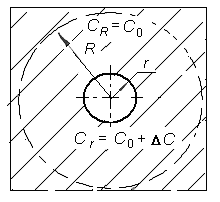
Рисунок 1.4 – Схема “запливання” пори по Пінесу
з радіусом r, то поблизу зовнішньої поверхні тіла на відстані R від центра пори буде мати місце рівноважна концентрація вакансій, яка може бути визначена за формулою:
 (1.12)
(1.12)
Біля поверхні ж пори концентрація повинна бути підвищена. Для доказу цього Б. Я. Пінес використовує відоме співвідношення Кельвіна-Томпсона для випадку випаровування краплини рідини. При цьому він ототожнює краплю рідини краплі “пустоти”. Тоді концентрації вакансій поблизу пори з радіусом r буде підвищена на величину:
 , (1.14)
, (1.14)
А концентрації вакансій поблизу пори Cr
 , (1.15)
, (1.15)
Наявність градієнту концентрацій між зоною прилеглою до поверхні пори і зоною прилеглою до поверхні тіла сприяє встановленню дифузійного потоку вакансій від пори до зовнішньої поверхні і, відповідно до вакансійного механізму дифузії, у зворотньому напрямі потоку атомів. А це не що інше, як процес дифузійного заростання пори атомами.
Вирішуючи дифузійну задачу Б. Я. Пінес отримав вираз для швидкості дифузійного заростання:
 , (1.18)
, (1.18)
Якщо вважати, що в цій (1.18)
 , то вона приймає вигляд
, то вона приймає вигляд
 , (1.19)
, (1.19)
і практично повністю співпадає з отриманою Я. І. Френкелем формулою для швидкості в’язкого запливання пори при дії механізму в’язкого плину
 . (1.20)
. (1.20)
Поряд з теоріями спікання, в основі яких лежить розгляд різних атомних механізмів переносу речовини, існують і макроскопічні, однієї з яких є теорія пластичного плину.
Пластичний плин при спіканні порошкових матеріалів може відбуватися при одночасній дії капілярного тиску і тиску зовні прикладеного зовні.
Пластичний плин матеріалів досягається лише в тому випадку, коли зовнішній тиск перевершує межу текучості матеріалу. При цьому відбувається запливання пор та інтенсивна усадка матеріалу, що спікається. Швидкість ущільнення при дії механізму пластичного плину по Маккені і Шаттлворсу може бути визначена за формулою
 , (1.26)
, (1.26)
де:  ;
;  – відносна щільність; – поверхневий натяг; – в'язкість по Ньютону;
– відносна щільність; – поверхневий натяг; – в'язкість по Ньютону;  – в'язкість по Бінгаму; n – число пор в одиниці об'єму; Еск – критична напруга для пластичної течії по Бінгаму;
– в'язкість по Бінгаму; n – число пор в одиниці об'єму; Еск – критична напруга для пластичної течії по Бінгаму;  – час усадки.
– час усадки.
При спіканні у твердій фазі істотну роль у процесі утворення контактів між частками може грати механізм поверхневої самодифузії. Цей механізм можна представити як рух атомів по поверхні.
Через те, що рухливість атомів на поверхні більша ніж усередині матеріалу , то коефіцієнт поверхневої самодифузії завжди більший ніж коефіцієнт об'ємної самодифузії. При наявності градієнта хімічного потенціалу уздовж поверхні, тобто при наявності поверхні з різними радіусами кривизни, атоми будуть переміщатися від опуклих поверхонь до увігнутих.
При поверхневій самодифузії відбувається згладжування поверхні і збільшення контакту між частинками. Усадки виробу не відбувається, але збільшується його міцність за рахунок збільшення контакту між частинками, який змінюється за законом:
 , (1.27)
, (1.27)
де  – коефіцієнт поверхневої самодифузії;
– коефіцієнт поверхневої самодифузії;  – товщина поверхневого шару, в якому відбувається поверхнева дифузія (10-7…10-8 см)
– товщина поверхневого шару, в якому відбувається поверхнева дифузія (10-7…10-8 см)
Цей механізм діє, в основному, на першій стадії спікання.
Завдяки більш високій рухливості поверхневих атомів, процес поверхневої самодифузії починається при більш низьких температурах ніж процес об'ємної самодифузії. Дія механізму поверхневої дифузії не спричиняє умов для усадки при спіканні, але поєднання його з дією інших механізмів, зокрема об’ємної самодифузії, прискорює процес спікання (усадки).
При спіканні іноді важливе значення має дія механізму переносу речовини через газову фазу. Цей механізм характерний для спікання матеріалів з високою пружністю пари. При наявності скривленої поверхні матеріал випаровується з опуклих поверхонь і конденсується на вгнутих. Це зумовлено тим, що згідно формули Кельвіна−Томпсона пружність пари поблизу опуклої поверхні з кривизною r підвищена на величину (1.28):
 , (1.28)
, (1.28)
а біля вгнутих знижена у порівнянні з рівноважною пружністю пари на таку ж величину при одній і ті ж кривизні.
Відповідно до умов спікання порошкових матеріалів в реальних умовах матеріал буде випаровуватися з опуклих поверхонь частинок порошку і конденсуватися на вгнутих (перешийок між частинками) збільшуючи площу і якість контакту між ними як і при дії механізму поверхневої дифузії.
Поділ процесу спікання на дію окремих механізмів чисто умовно. У реальних умовах картина набагато складніше за рахунок накладення різних факторів - температури, часу, властивостей порошків, пористості та ін. У зв'язку із цим можна говорити тільки про переважну дію того або іншого механізму в процесі спікання.
Розглянуті нами вище теорії і механізми спікання в основному розглядалися з атомарної точки зору. Рушійною силою спікання, з погляду цих теорій, є наявність у вихідному матеріалі надлишкової концентрації вакансій (які можуть мати різне походження – метод одержання порошків, взаємодія дефектів та інш.).
Збільшення ж концентрації вакансій, як відомо, приводить до підвищення коефіцієнтів дифузії і підвищенню плинності (1.2), що у свою чергу приводить до інтенсифікації процесу спікання. З часом у процесі спікання дефекти заліковуються, кристалічні ґратки виправляються і надлишкова концентрація вакансій зменшується, що і приводить до загасання усадки (рис.1.5).

Рисунок 1.5 – Залежність усадки від температури і часу спікання
Однак зміна усадки при ізотермічному спіканні в результаті стабілізації кристалічної структури - не єдиний фактор, який визначає кінетику ущільнення. У результаті спікання збільшується щільність брикету, що спікається, що приводить до підвищення макроскопічної в'язкості. Чим більше щільність пористого тіла, тим менше деформація під дією рушійних сил спікання за рахунок збільшення площі контактних ділянок. Таким чином, зміна щільності при спіканні, що приводить до зміцнення виробу, що спікається, сама по собі впливає на протікання усадки. Вплив цього процесу на хід спікання будемо називати геометричним фактором, а вплив дефектів - структурним фактором.
У зв'язку з викладеним, при розгляді кінетики усадки необхідно мати на увазі безупинне зміцнення брикету в процесі спікання за рахунок геометричного фактора.
Для розгляду кінетики спікання пористих тіл з пористістю вище 10% можна використовувати феномонологічний опис процесу спікання , як об'ємного в'язкого плину, запропонований В.В.Скороходом. Ним було виведене рівняння ущільнення при в'язкому плині, придатне для пористостей, що найчастіше зустрічаються в практиці спікання порошкових матеріалів.
Методи розрахунку ґрунтуються на ідеї Я. І. Френкеля про прирівнювання енергії дисипації при в'язкому плині до роботи зовнішніх сил (сил поверхневого натягу). У зв'язку з цим, загальне вираження балансу енергії при усадці записується так:
 , (1.29)
, (1.29)
де – ліва частина є виразом для роботи дисипативних сил (сил внутрішнього тертя, а права – для роботи поверхневих сил; о - другий коефіцієнт в'язкості, який враховує поступове “згущення” пористого тіла і залежить від його пористості наступним чином :
 ; (1.30)
; (1.30)
– коефіцієнт зсувної в'язкості (ламінарної) матеріалу частинок порошку; f – пористість.
Після підстановки значень  з (1.30) у рівняння (1.29) і розділяючи змінні отримується диференційне рівняння
з (1.30) у рівняння (1.29) і розділяючи змінні отримується диференційне рівняння
 . (1.31)
. (1.31)
Інтегрування цього рівняння
 (1.32)
(1.32)
дає можливість одержати рівняння:
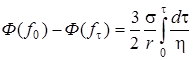 , (1.33)
, (1.33)
де  ,
,
де  – пористість відповідно на початку спікання й після ізотермічної витримки; у - поверхневий натяг; r - радіус часток порошку; з - коефіцієнт зсувної в'язкості матеріалу порошку.
– пористість відповідно на початку спікання й після ізотермічної витримки; у - поверхневий натяг; r - радіус часток порошку; з - коефіцієнт зсувної в'язкості матеріалу порошку.
Графічий вигляд отриманого рівняння приведено на рисунку 1.6.
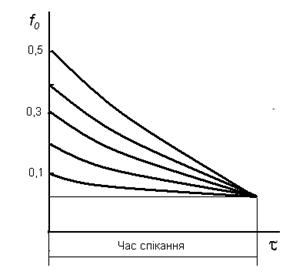
Рисунок 1.6 – Залежність зміни пористості при спіканні
Для опису процесу спікання часто використаються рівняння, отримані емпірично або виведені на підставі прийнятих моделей пористого тіла й певних уявлень про механізм переносу маси при спіканні.
Найбільш прийнятне емпіричне рівняння, що описує кінетику ущільнення, запропонував В. О. Інвенсен:
 (1.34)
(1.34)
де V – об’єм пор у момент часу ; Vo- початковий об’єм пор; g – коефіціент, що має значення швидкості скорочення 1 см3 об’єму пор на початку ізотермічного спікання (при =0); m - безрозмірна константа; - тривалість ізотермічного спікання.
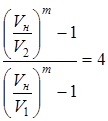
Величини g і т можуть бути визначені експериментально. Величину m знаходять підбором значення, яке задовольняє рівняння
 (1.35)
(1.35)
де Vн, V1, V2 - відношення об’ємів пор після і до спікання для часу ізотермічного спікання 0,1/2,2 год. Підбор може бути замінений графічним рішенням цього рівняння. Для цього будують графік залежності f(т), від т , де f(т) - ліва половина рівності (6.37). Абсциса точки перетину кривої, побудованої по кільком довільно обраним значенням т, з горизонталлю, проведеною для f(т) =4, дає шукане значення m.
Потім визначають g, год-1:
 або
або  (1.36)
(1.36)
Доцільно використати обидві формули, щоб переконатися в однаковому значенні g, отриманому як при V1 і 1 = 0,5 год, так і при V2 і 2 = 2 год. Цим перевіряють правильність обчислення величини m.
Величини g і m визначають для всіх ізотермічних спікань.
– Конец работы –
Эта тема принадлежит разделу:
Основи отримання порошкових
Національний технічний університет України... Київський політехнічний інститут... Основи отримання порошкових та композиційних матеріалів...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Основи процесу
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.028 сек.
Новости и инфо для студентов