рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Пересчёт баз
Реферат Курсовая Конспект
Пересчёт баз
Пересчёт баз - раздел Образование, Копирование погрешностей Пересчёт Баз При Их Смене Осуществляется С Помощью Размерного Анализа И Целью...
Пересчёт баз при их смене осуществляется с помощью размерного анализа и целью его является определение дополнительного технологического размера, определяющего возможность работы по настройке и позволяющего реализовать принцип совмещения баз.

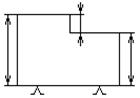




 Порядок пересчёта рассмотрим на примере: При обработке поверхности II заданы конструкторские размеры H и B. Поверхность I является конструкторской и измерительной базой для обработки поверхности II. Однако при работе по настройке в качестве технологической базы удобно использовать поверхность III и соответственно контроль точности обработки осуществить по некоторому технологическому размеру А. В этом случае размер В получится автоматически вследствие выполнения размеров Н и А. То есть конструкторский размер В будет являться замыкающим звеном размерной цепи, в которой в качестве составляющих звеньев будут выступать конструкторский размер Н и технологический размер А. Погрешность размера Н, определяемая допуском на этот размер, является погрешностью базирования. Таким образом, пересчёт баз заключается в решении прямой задачи размерного анализа на максимум/минимум.
Порядок пересчёта рассмотрим на примере: При обработке поверхности II заданы конструкторские размеры H и B. Поверхность I является конструкторской и измерительной базой для обработки поверхности II. Однако при работе по настройке в качестве технологической базы удобно использовать поверхность III и соответственно контроль точности обработки осуществить по некоторому технологическому размеру А. В этом случае размер В получится автоматически вследствие выполнения размеров Н и А. То есть конструкторский размер В будет являться замыкающим звеном размерной цепи, в которой в качестве составляющих звеньев будут выступать конструкторский размер Н и технологический размер А. Погрешность размера Н, определяемая допуском на этот размер, является погрешностью базирования. Таким образом, пересчёт баз заключается в решении прямой задачи размерного анализа на максимум/минимум.
 | |||||||||||||
 |  | ||||||||||||
 |  | ||||||||||||
 |  | ||||||||||||
Из приведённых выше расчётов видно, что несовмещение баз приводит к ужесточению допусков на размеры, выполняемые на данной операции. При некотором соотношении ТН>ТВ, то выполнение заданной операции по схеме с введением дополнительного размера А невозможно. Если ТН<ТВ или разница между ними незначительна, то возможны два варианта решения данной задачи:
1. Исходя из допуска на размер В, решением прямой задачи назначают приемлемые, то есть технологически обоснованные допуски на Н и А.
2. Выбирается схема обработки, при которой можно реализовать принцип совмещения баз.
При совмещении технологической и конструкторской баз, то есть при выполнении принципа совмещения баз, погрешность базирования равна нулю.
Итак, для обеспечения заданной точности при работе по настройке необходимо придать заготовке или изделию определённое положение относительно инструмента или приспособления, которые, в свою очередь, должны занять определённое место относительно оборудования. Положение твёрдого тела в пространстве определяется лишением его определённого числа степеней свободы, что достигается путём создания точек контакта между базовыми поверхностями и контактными элементами приспособления.

 Решим задачу: Скольких степеней свободы надо лишить шар, чтобы отшлифовать площадку на расстоянии от плоскости OXY Z0? Очевидно, что только одной (смотри рисунок). Если мы шлифуем площадку на цилиндре, то последний надо лишить уже 2х степеней подвижности, ну а если обрабатывается деталь, изображённая рисунке три, для её надёжного закрепления необходимо лишить эту деталь 5ти степеней свободы.
Решим задачу: Скольких степеней свободы надо лишить шар, чтобы отшлифовать площадку на расстоянии от плоскости OXY Z0? Очевидно, что только одной (смотри рисунок). Если мы шлифуем площадку на цилиндре, то последний надо лишить уже 2х степеней подвижности, ну а если обрабатывается деталь, изображённая рисунке три, для её надёжного закрепления необходимо лишить эту деталь 5ти степеней свободы.
Анализируя всё выше сказанное, можно сделать вывод, что количество установочных поверхностей определяется системой выдерживаемых координатных размеров. Количество контактных элементов в приспособлении определяется количеством степеней свободы, которого нужно лишить заготовку или изделие при её установке. Количество этих элементов определяется также конструкцией детали. Важно ответить, что при установке следует лишать заготовку минимально необходимого числа степеней подвижности. Чем меньше контактных элементов в приспособлении, тем оно проще и дешевле.
– Конец работы –
Эта тема принадлежит разделу:
Копирование погрешностей
Осевым инструментом называют инструмент ось которого совпадает с осью обрабатываемого отверстия К осевым инструментам относятся св рла зенкеры и... Сверление отверстий... Сверление процесс образования отверстий в сплошном материале либо обработка отверстий полученных другими методами...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Пересчёт баз
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.017 сек.
Новости и инфо для студентов