рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Машиностроение
- /
- Режим нагрева и охлаждения
Реферат Курсовая Конспект
Режим нагрева и охлаждения
Режим нагрева и охлаждения - раздел Машиностроение, И технологии машиностроения Для Нагрева Слитков И Заготовок Перед Ковкой Служат Кузнечные Мазутные Или Га...
Для нагрева слитков и заготовок перед ковкой служат кузнечные мазутные или газовые печи, которые по способу нагрева подразделяются на камерные и методические.
Методические печи имеют переменную по зонам нагрева температуру (две и более зон) и обеспечивают качественный нагрев. Однако такие печи применяются только для нагрева заготовок из проката или мелких кузнечных и прокатных слитков.
Наибольшее распространение в кузнечно-прессовых цехах при изготовлении средних и крупных поковок получили камерные печи со стационарным и подвижным подом. Камерные печи имеют постоянную температуру рабочего пространства, но отличаются значительной неравномерностью ее распределения. Большим недостатком камерных печей (несмотря на простоту их конструкции) являются огромные потери тепла, возникающие при открывании крышки для посадки или выгрузки слитков или заготовок. Особо большие потери тепла происходят при выкатывании подины в печах с выдвижным подом.
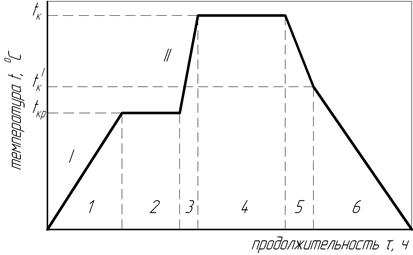
График горячей обработки слитка дом момента получения заданной по чертежу поковки состоит из нескольких этапов (рисунок 5): 1 – нагрев заготовки до критической температуры; 2 –выдержка; 3 – нагрев до температуры ковки с максимально возможной скоростью; 4 – выдержка; 5 – ковка; 6 – охлаждение поковки. Если поковка куется за несколько нагревов (выносов), то этапы 3, 4 и 5 повторяются на графике соответствующее количество раз.
Если слитки привозят к ковочному прессу нагретыми до температуры 650-700 0С (из сталеплавильного цеха или нагревательных печей предварительного нагрева), этапы 1 и 2 исключаются из графика.
|
| Рис. 5. График нагрева заготовки и охлаждения поковки |
Критическая температура  – это температура структурных превращений в стали
– это температура структурных превращений в стали  .
.
Ковочная температура  – это температура нагрева слитка (или заготовки) перед ковкой. Превышение может привести к перегреву, сопровождающемуся ростом зерен. Это брак, исправляемый термической обработкой. Нагрев до более высокой температуры может привести к окончательному браку, называемому пережогом (оплавление границ зерен).
– это температура нагрева слитка (или заготовки) перед ковкой. Превышение может привести к перегреву, сопровождающемуся ростом зерен. Это брак, исправляемый термической обработкой. Нагрев до более высокой температуры может привести к окончательному браку, называемому пережогом (оплавление границ зерен).
Температура  – это температура окончания ковки. Ниже этой температуры металл плохо деформируется, так как его пластические характеристики снижаются. Ковка при температуре ниже сопровождается упрочнением (наклепом) и появлением трещин.
– это температура окончания ковки. Ниже этой температуры металл плохо деформируется, так как его пластические характеристики снижаются. Ковка при температуре ниже сопровождается упрочнением (наклепом) и появлением трещин.
Величины температур и зависят от химического состава обрабатываемой стали. Температурный интервал ковки выбирается по таблице 5.
При нагреве до ковочной температуры особое внимание следует обратить на два основных периода (рисунок 5).
I – нагрев до , который осуществляется с минимальной скоростью из за низкой теплопроводности и малой пластичности холодной стали. Большая скорость нагрева может привести к трещинам в теле слитка (внутри заготовки).
II – нагрев до , который производится с максимально возможной для данного нагревательного устройства скоростью.
Общее время нагрева (до ) складывается из времени нагрева первого  и второго
и второго  периодов. Для углеродистых и низколегированных сталей
периодов. Для углеродистых и низколегированных сталей  , где
, где  наименьший диаметр или меньшая сторона сечения слитка или заготовки, м. Для средне- и высоколегированных сталей
наименьший диаметр или меньшая сторона сечения слитка или заготовки, м. Для средне- и высоколегированных сталей  ;
;  , т.е.
, т.е.  .
.
Продолжительность выдержек при критической и ковочной температурах принимаются в пределах  в зависимости от нагреваемой стали. Наличие выдержек при температурах и вызвано необходимостью выравнивания разности температур по сечению слитка или заготовки. Эта разница температур всегда возникает при нагреве стали из-за ее ограниченной теплопроводности. Чем больше сечение нагреваемой заготовки, тем продолжительнее должна быть выдержка.
в зависимости от нагреваемой стали. Наличие выдержек при температурах и вызвано необходимостью выравнивания разности температур по сечению слитка или заготовки. Эта разница температур всегда возникает при нагреве стали из-за ее ограниченной теплопроводности. Чем больше сечение нагреваемой заготовки, тем продолжительнее должна быть выдержка.
Важное значение для получения высококачественных поковок имеет правильный выбор режима их охлаждения. Чрезвычайно высокие термические напряжения, возникающие в поковке при неправильном охлаждении, могут привести к появлению трещин.
В зависимости от химического состава стали и размеров сечения, поковки охлаждаются на воздухе, в колодцах, в колодцах с подогревом и в термических печах. Режим охлаждения поковки следует определять по таблице 6.
Таблица 5:
Температурные интервалы ковки
| Марка стали | , оС
| , оС
| , оС
|
| Углеродистые стали | |||
| Ст. 2, 3, 4, 10, 15, 20, 25, 30, 35 | 730-735 | ||
| 40, 45, 50 | 725-730 | ||
| 55, 60 | |||
| 65, 70, 75 | 727-730 | ||
| У7А, У8А, У9А, У10А, У12А | 727-730 | ||
| Низколегированные стали | |||
| 15Х, 20Х, 20Г, 12ХМ, 15ХМ | |||
| 35Х, 40Х, 45Х | 720-740 | ||
| 30Г, 40Г, 50Г, 50Х, 20ХФ, 20ХМА, 30ХМА, 34ХМ, 35ХМ, 40ХМ, 40ХН, 40ХФА, 50ХГ, 60ХГ | 735-745 | ||
| 65Г, 50С2, 55С2, 60С2, 38ХС, 50ХФ, 50ХН, 60ХН, 75ХМ | 735-745 | ||
| Среднелегированные стали | |||
| 12Х1МФ, 15Х1М1Ф, 20ХГС, 38ХЮА, 25Х1М1Ф, 34ХН1М, ЭИ415 | 715-800 | ||
| 12ХН2, 12ХНЗ, 20ХНЗА, 18ХГТ, 25Х2М1Ф, 40ХНМА | 715-800 | ||
| 30ХГС, 30ХНВ, 35ХГС, 38ХГН | 715-800 | ||
| 5ХНВ, 5ХНМ, 5ХГМ, 5ХГС, 5ХНТ, 5ХНМ2, 6ХНМ | 715-800 | ||
| 7Х3, 8Х3, 9Х, 9Х2, 9ХФ, 9ХС | 715-800 | ||
| Высоколегированные стали | |||
| 20ХЗМВФ, 34ХНЗМ | 750-900 | ||
| 12Х2Н4А, 18Х2Н4ВА, 1Х13, 2Х13, 3Х13 | 750-900 | ||
| 15Х11МФ, ЭИ268, ЭИ802 | 750-900 | ||
| З5ХН1М2Ф, 35ХНЗМФА, 36ХН1МФ, 38ХНЗМФА, 38Х2НЗМ, 45ХНФА | 750-900 | ||
| Х18Н9Т, Х18Н10Т, Х18Н12М2Т, ЭИ572 | 750-900 |
Таблица 6:
Режим охлаждения поковок после ковки
| Марка стали | Диаметр или меньшая сторона сечения поковки, мм | ||||||
| До | 101-200 | 201-300 | 301-400 | 401-500 | 501-600 | Св. | |
| Ст.2,3,4 | |||||||
| 10, 15, 20, 25 | |||||||
| 30, 35 | |||||||
| 40, 45 | |||||||
| 50, 55, 60 | |||||||
| 65, 70, 75 | |||||||
| У7А, У8А | |||||||
| У9А, У10А, У12А | |||||||
| 15Х, 20Х, 20Г | |||||||
| 12ХМ, 15ХМ, 20ХФ, 20ХМА, 35Х | |||||||
| 40Х, 45Х, 50Х | |||||||
| 30Г, 40Г, 50Г | |||||||
| 30ХМА, 34ХМ, 35ХМ | |||||||
| 38ХС, 40ХМ, 40ХФ, 50ХФ, 50ХГ | |||||||
| 60ХН, 60ХГ, 75ХМ | |||||||
| 65Г, 50С2, 55С2, 60С2 | |||||||
| 12Х1МФ, 15Х1М1Ф, 20ХГС | |||||||
| 25Х1М1Ф, 38ХЮА, 34ХН1М | |||||||
| 12ХН2, 12ХНЗ | |||||||
| 18ХГТ,20ХНЗА, 30ХНЗА | |||||||
| 30ХНВ, 35ХГС, 38ХГН, 40ХНМА | |||||||
| 5ХНВ, 5ХНМ, 5ХНТ, 5ХГМ, 5ХГС, 5ХНМ2, 6ХНМ | |||||||
| 7Х3, 8Х3, 9Х, 9Х2, 9ХФ, 9ХС | |||||||
| 12Х2Н4А, 18Х2Н4ВА, 20ХЗМВФ | |||||||
| 1Х13, 2Х13, 3Х13 | |||||||
| 15Х11МФ, ЭИ268, ЭИ802 | |||||||
| 34ХНЗМ, З5ХН1М2Ф, 35ХНЗМФА, 36ХН1МФ, 38ХНЗМФА, 38Х2НЗМ, 45ХНФА | |||||||
| Х18Н9Т, Х18Н10Т, Х18Н12М2Т | |||||||
| Охлаждение на воздухе | |||||||
| Охлаждение в колодце | |||||||
| Охлаждение в термической печи | |||||||
| Поковки не применяются |
– Конец работы –
Эта тема принадлежит разделу:
И технологии машиностроения
Санкт Петербургский государственный горный институт... имени Г В Плеханова технический университет...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Режим нагрева и охлаждения
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.02 сек.
Новости и инфо для студентов