рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Машиностроение
- /
- Назначение припусков на механическую обработку
Реферат Курсовая Конспект
Назначение припусков на механическую обработку
Назначение припусков на механическую обработку - раздел Машиностроение, И технологии машиностроения Припуском Называется Слой Металла, Предназначенный Для Снятия В Процессе Меха...
Припуском называется слой металла, предназначенный для снятия в процессе механической обработки. Величина припуска должна быть такой, чтобы после механической обработки поверхность детали отвечала требованиям по качеству металла, механическим свойствам и шероховатости. Величина припуска в зависимости от класса точности отливок, размеров и расположения обрабатываемой поверхности по отношению к разъему (верх, низ, бок) регламентируется для чугунного фасонного литья ГОСТом 1855-55, для стального фасонного литья ГОСТом 2009-55 (см. табл. 1 и 2 приложения).
Класс точности отливок определяется в зависимости от типа производства (серийности), материала и состояния модельного комплекта и оснастки, а также других факторов. К первому классу точности относятся отливки, получаемые в крупносерийном и массовом производстве при машинной формовке с использованием, как правило, металлического модельного комплекта. Второй класс точности достигается при машинной формовке по деревянным моделям (среднесерийное производство). Все отливки, получаемые в единичном и мелкосерийном производстве с использованием ручной формовки и деревянного модельного комплекта, относятся, как правило, к третьему классу точности. Так как в рассматриваемом случае применяется ручная формовка по деревянной модели, отливка должна быть отнесена к третьему классу точности.
В соответствии с ГОСТ 2.423-73 припуски на механическую обработку на чертежах изображаются сплошной основной линией. Величина припуска указывается либо числом перед знаком шероховатости поверхности детали или величиной уклона, либо линейным размером. Отверстия, впадины и другие особенности конфигурации детали, не выполняемые литьем, зачеркиваются сплошной линией. Слой металла, оставляемый на месте не выполняемых литьем элементов детали, называется напуском.
Все поверхности модели, перпендикулярные разъему, должны иметь формовочные уклоны, облегчающие извлечение модели из формы. Следовательно, формовочные уклоны будут иметь место и на отливке, т.к. последняя повторяет наружную конфигурацию модели. На обрабатываемых поверхностях формовочный уклон назначается сверх припуска на механическую обработку. Значения формовочных уклонов для наружных поверхностей моделей регламентируются ГОСТом 3212-57 (табл. 3 приложения).
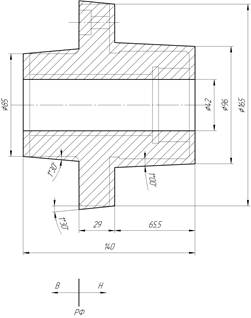
Эскиз отливки с нанесенными припусками, напусками и формовочными уклонами для рассматриваемого примера представлен на рис. 2.
|
| Рис. 2. Эскиз отливки |
– Конец работы –
Эта тема принадлежит разделу:
И технологии машиностроения
Санкт Петербургский государственный горный институт... имени Г В Плеханова технический университет...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Назначение припусков на механическую обработку
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.017 сек.
Новости и инфо для студентов