рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Приборостроение
- /
- Вид работы: Лекции
- /
- Силы резания
Реферат Курсовая Конспект
Силы резания
Силы резания - Лекция, раздел Приборостроение, ЛЕКЦИИ ПО ОСНОВАМ ТЕХНОЛОГИИ ПРИБОРОСТРОЕНИЯ В Результате Сопротивления Срезаемого Материала, Упругой Плас...
В результате сопротивления срезаемого материала, упругой пластической деформации, трения между поверхностями резца и заготовки возникают силы резания.
 При работе токарного резца сила резания Р может быть представлена в виде трех составляющих, где модуль силы Р вычисляется как корень квадратный из суммы квадратов составляющих:
При работе токарного резца сила резания Р может быть представлена в виде трех составляющих, где модуль силы Р вычисляется как корень квадратный из суммы квадратов составляющих:
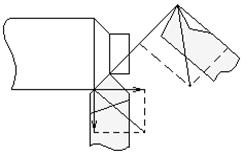
Pz - сила касательная к поверхности резания и по направлению совпадает с направлением главного движения;
Рx – осевая сила, параллельная оси заготовки;
Py – радиальная сила, направленная перпендикулярно к оси заготовки.
 Обычно Py, Рx принято выражать в долях Pz:
Обычно Py, Рx принято выражать в долях Pz:

 Рy=0,4¸0,5 Pz
Рy=0,4¸0,5 Pz
Px=0,25¸0,35 Pz

 Для приближенных расчетов достаточно определить Pz. При продольном точении
Для приближенных расчетов достаточно определить Pz. При продольном точении
Pi=CPi×txi×Syi×Vni×ki, тогда
 Pz=CPz×txpz×Sypz×Vnp×kP
Pz=CPz×txpz×Sypz×Vnp×kP
i - индекс составляющей силы резания,
CP - коэффициент, значение которого опре-деляется при значении всех факторов (коэффициентов), определяющих условия резания равным единице.
t - глубина резания,
S – подача резания,
V - скорость резания,
x,y,n – степенные показатели, определяющиеся по таблице,
x – влияние глубины резания,
y – влияние подачи на силу резания,
n – отрицательный показатель, что говорит о том, что с ростом скорости реза-ния, усилие уменьшается.
Существует также обобществленный коэффициент, учитывающий изменение значения факторов, определяющих резание и отличный от факторов, включенных в CPi.
kPi=kiM+kip+kij+kin+…
– Конец работы –
Эта тема принадлежит разделу:
ЛЕКЦИИ ПО ОСНОВАМ ТЕХНОЛОГИИ ПРИБОРОСТРОЕНИЯ
ЛЕКЦИИ ПО ОСНОВАМ ТЕХНОЛОГИИ... ПРИБОРОСТРОЕНИЯ... Профессор Волкоморов В И...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Силы резания
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.017 сек.
Новости и инфо для студентов