рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- Вид работы: Конспекты Лекций
- /
- ИЗМЕНЕНИЕ ОСНАСТКИ
Реферат Курсовая Конспект
ИЗМЕНЕНИЕ ОСНАСТКИ
ИЗМЕНЕНИЕ ОСНАСТКИ - Конспект Лекций, раздел Философия, КОНСПЕКТ ЛЕКЦИЙ По дисциплине ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ Для Осуществления Двухстороннего Прессования Оснастка, А Точнее Модельная Пли...
Для осуществления двухстороннего прессования оснастка, а точнее модельная плита, претерпела изменения. Рассмотрим конструкцию и принцип работы модельной плиты для двухстороннего прессования. Ниже приведена схема новой модельной плиты для двустороннего прессования рис.4, рис.5
..
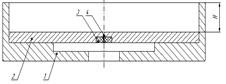 1- основная модельная плита; 2 – модельная плита; 3 – магнит;
4 – болт.
Рисунок 4 – Схема модельной плиты для двухстороннего прессования
1- основная модельная плита; 2 – модельная плита; 3 – магнит;
4 – болт.
Рисунок 4 – Схема модельной плиты для двухстороннего прессования
|
 Рисунок 5 – Модельная плита для двухстороннего прессования в изометрии
Рисунок 5 – Модельная плита для двухстороннего прессования в изометрии
|
Модельная плита для двустороннего прессования состоит из корпуса 1 для модельной плиты, собственно плиты 2 для модели, в которую встроен магнит 3. Корпус модельной плиты служит еще и наполнительной рамкой определенной высоты H, в которую засыпается смесь для нижнего прессования. В днище корпуса 1 модельной плиты имеется отверстие для штока прессового цилиндра (той его части, которая работает во время нижнего прессования).
. Прессование происходит таким образом (рис.6):
Шток гидроцилиндра 6 поднимает рабочий стол 5 (с установленной на нем оснасткой). Прессовая колодка 1 выдавливает смесь из наполнительной рамки 2 в опоку 3 – верхнее прессование (рис.6,а, 6,б). Малый шток 6.1 гидроцилиндра 6 проходит через отверстие в днище корпуса модельной плиты 4 и упирается в модельную плиту 4.1, поднимая ее вверх. Смесь из нижней наполнительной рамки перемещается в опоку 3 - происходит нижнее прессование.
По окончании прессования модельная плита 4.1 опускается в исходное положение благодаря установленному внутри плиты магниту 4.2. На внутреннем штоке цилиндра установлен магнит 4.3. Поэтому при соприкосновении штока и плиты они сцепляются и шток, опускаясь в исходное положение, тянет модельную плиту за собой вниз (рис.6,в)
В результате проделанной работы создана принципиально новая модельная плита для двустороннего прессования. На конструкцию модельной плиты получено положительное решение на изобретение.
в
б
в |

Предлагается схема формовочной двухпозиционной машины, на которой можно выполнить одновременно верхнее и нижнее прессование, представлена на рисунке 7.
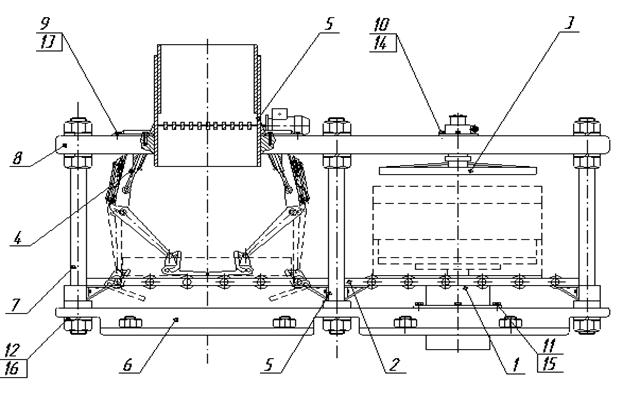
1 - гидроцилиндр; 2 - рольганг; 3 - прессовая колодка; 4 - манипулятор; 5 - дозатор; 6 - станина; 7 - колонны; 8 - траверса; 9, 10, 11, 12 - шайба; 13, 14, 15 - болт; 16 – гайка.
Рисунок 7- Схема формовочной машины с двухсторонним прессованием
: На первой позиции машины проводится сборка и засыпка оснастки; на второй - позиция – двухстороннее прессование.
По рольгангу 2 на первую позицию подается наполнительная рамка. Манипулятор 4 захватывает наполнительную рамку и поднимает ее вверх. В это время на место наполнительной рамки приходит по рольгангу опока. Манипулятор опускает наполнительную рамку на опоку и поднимает их вместе собранными вверх. По рольгангу подается модельная плита с моделью, манипулятор опускает наполнительную рамку и опоку на модельную плиту. Собранная оснастка засыпается формовочной смесью из дозатора 5, установленного на траверсе 8. Дозатор работает по типу «жалюзи».
Собранная и засыпанная оснастка перемещается по рольгангу на позицию уплотнения. Гидроцилиндр 1 поднимает оснастку и прижимает ее к прессовой колодке 3.Происходит верхнее прессование. В тот момент, когда практически вся смесь из наполнительной рамки перейдет в опоку малый плунжер гидроцилиндра поднимается и перемещает внутреннюю модельную плиту вверх. Смесь перетекает из нижней наполнительной рамки в опоку, то есть происходит двухстороннее прессование.
Результаты исследований показали, что при двухстороннем прессовании наблюдается более равномерное распределение плотности по высоте опоки.
Найдено конструктивно-технологическое решение, позволившее значительно изменить существующую оснастку для двухстороннего прессования.
В результате проделанной работы создана новая схема формовочной машины для двухстороннего прессования.
– Конец работы –
Эта тема принадлежит разделу:
КОНСПЕКТ ЛЕКЦИЙ По дисциплине ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
Кафедра Технология и оборудование литейного производства... ГУНЬКО И И к т н доц... КОНСПЕКТ ЛЕКЦИЙ...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ИЗМЕНЕНИЕ ОСНАСТКИ
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.017 сек.
Новости и инфо для студентов