Производство стали в кислородных конвертерах - раздел Образование, КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Кислородно-Конвертерный Процесс – Выплавка Стали Из Жидкого Ч...
Кислородно-конвертерный процесс – выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму. В настоящее время способ является основным в массовом производстве стали.
Кислородный конвертер – сосуд грушевидной формы из стального листа, футерованный основным кирпичом. Вместимость конвертера – 130…350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на 3600 для загрузки скрапа, заливки чугуна, слива стали и шлака. Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом (не более 30%), известь для наведения шлака, железная руда, а также боксит Al2O3 и плавиковый шпат CaF2 для разжижения шлака.
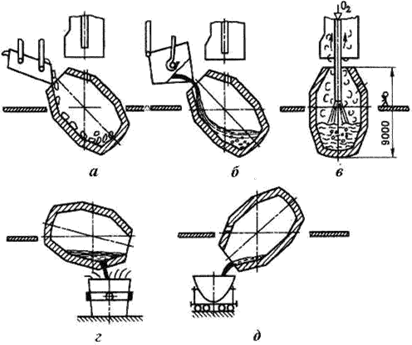
Последовательность технологических операций при выплавке стали в кислородных конвертерах представлена на рис. 15.4.
Рис. 15.4. Последовательность технологических операций при выплавке стали в кислородных конвертерах
После очередной плавки стали выпускное отверстие заделывают огнеупорной массой и осматривают футеровку, ремонтируют. Перед плавкой конвертер наклоняют, с помощью завалочных машин загружают скрап (рис. 15.4.а), заливают чугун при температуре 1250…14000C (рис. 15.4.б). После этого конвертер поворачивают в рабочее положение (рис. 15.4.в), внутрь вводят охлаждаемую фурму и через неё подают кислород под давлением 0,9…1,4 МПа. Одновременно с началом продувки загружают известь, боксит, железную руду. Кислород проникает в металл, вызывает его циркуляцию в конвертере и перемешивание со шлаком. Под фурмой развивается температура 24000C. В зоне контакта кислородной струи с металлом окисляется железо. Оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Растворенный кислород окисляет кремний, марганец, углерод в металле, и их содержание падает. Происходит разогрев металла теплотой, выделяющейся при окислении.
Фосфор удаляется в начале продувки ванны кислородом, когда ее температура невысока (содержание фосфора в чугуне не должно превышать 0,15 %). При повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый, что снижает производи-тельность конвертера.
Сера удаляется в течение всей плавки (содержание серы в чугуне должно быть до 0,07 %).
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис. 15.4.г), где раскисляют осаждающим методом ферромарганцем, ферросилицием и алюминием, затем сливают шлак (рис.15.4.д).
В кислородных конвертерах выплавляют стали с различным содержанием углерода, кипящие и спокойные, а также низколегированные стали. Легирующие элементы в расплавленном виде вводят в ковш перед выпуском в него стали.
Плавка в конвертерах вместимостью 130…300 т заканчивается через 25…30 минут.
Производство стали в электропечах
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами:
в)возможность создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет раскислять металл с образованием минимального количества неметаллических включений.
Электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сплавов и сталей.
Различают дуговые и индукционные электропечи.
Дуговая плавильная печь
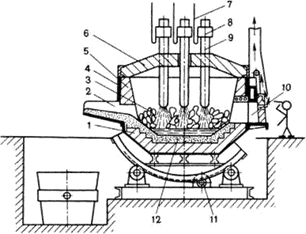
Схема дуговой печи показана на рис. 15.5.
Рис. 15.5. Схема дуговой плавильной печи
Дуговая печь питается трёхфазным переменным током. Имеет три цилиндрических электрода 9 из графитизированной массы, закреплённых в электрододержателях 8, к которым подводится электрический ток по кабелям 7. Между электродом и металлической шихтой 3 возникает электрическая дуга. Корпус печи имеет форму цилиндра. Снаружи он заключён в прочный стальной кожух 4, внутри футерован основным или кислым кирпичом 1. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6. Съёмный свод 6 имеет отверстия для электродов. В стенке корпуса рабочее окно 10 (для слива шлака, загрузки ферросплавов, взятия проб), закрытое при плавке заслонкой. Готовую сталь выпускают через сливное отверстие со сливным желобом 2. Печь опирается на секторы и имеет привод 11 для наклона в сторону рабочего окна или желоба. Печь загружают при снятом своде.
Вместимость печей составляет 0,5…400 тонн. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
В основной дуговой печи осуществляется плавка двух видов:
а) на шихте из легированных отходов (методом переплава),
б) на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Проводят диффузионное раскисление, подавая на шлак измельченные ферросилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают шихту: стальной лом, чушковый передельный чугун, электродный бой или кокс, для науглероживания металлов и известь. Опускают электроды, включают ток. Шихта под действием электродов плавится, металл накапливается в подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор, марганец, частично, углерод. Оксид кальция из извести и оксид железа образуют основной железистый шлак, способствующий удалению фосфора из металла. После нагрева до 1500…1540 0C загружают руду и известь, проводят период «кипения» металла, происходит дальнейшее окисление углерода. После прекращения кипения удаляют шлак. Затем приступают к удалению серы и раскислению металла заданного химического состава. Раскисление производят осаждением и диффузионным методом. Для определения химического состава металла берут пробы и при необходимости вводят в печь ферросплавы для получения заданного химического состава. Затем выполняют конечное раскисление алюминием и силикокальцием, выпускают сталь в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов.
В дуговых печах выплавляют высококачественные углеродистые стали – конструкционные, инструментальные, жаростойкие и жаропрочные.
Индукционные тигельные плавильные печи
Выплавляют наиболее качественные коррозионно-стойкие, жаропрочные и другие стали и сплавы.
Вместимость от десятков килограммов до 30 тонн.
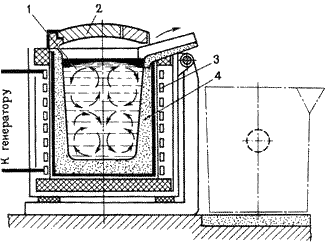
Схема индукционной тигельной печи представлена на рис 15.6.
Рис. 15.6. Схема индукционной тигельной печи
Печь состоит из водоохлаждаемого индуктора 3, внутри которого находится тигель 4 (основные или кислые огнеупорные материалы) с металлической шихтой, через индуктор от генератора высокой частоты проходит однофазный переменный ток повышенной частоты (500…2000 Гц).
При пропускании тока через индуктор в металле 1, находящемся в тигле, индуцируются мощные вихревые токи, что обеспечивает нагрев и плавление металла. Для уменьшения потерь тепла, печь имеет съёмный свод 2.
Тигель изготавливают из кислых (кварцит) или основных (магнезитовый порошок) огнеупоров. Для выпуска плавки печь наклоняют в сторону сливного жёлоба.
Под действием электромагнитного поля индуктора при плавке происходит интенсивная циркуляция жидкого металла, что способствует ускорению химических реакций, получению однородного по химическому составу металла, быстрому всплыванию неметаллических включений, выравниванию температуры.
В индукционных печах выплавляют сталь и сплавы из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления.
После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов, защиты его от насыщения газами.
При плавке в кислых печах, после расплавления и удаления плавильного шлака, наводят шлак из боя стекла (SiO2). Для окончательного раскисления перед выпуском металла в ковш вводят ферросилиций, ферромарганец и алюминий.
В основных печах раскисление проводят смесью из порошкообразной извести, кокса, ферросилиция, ферромарганца и алюминия.
В основных печах выплавляют высококачественные легированные стали с высоким содержанием марганца, титана, никеля, алюминия, а в печах с кислой футеровкой – конструкционные, легированные другими элементами стали.
В печах можно получать стали с незначительным содержанием углерода и безуглеродистые сплавы, так как нет науглероживающей среды.
При вакуумной индукционной плавке индуктор, тигель, дозатор шихты и изложницы, помещают в вакуумные камеры. Получают сплавы высокого качества с малым содержанием газов, неметаллических включений и сплавы, легированные любыми элементами.
Разливка стали
Из плавильных печей сталь выпускают в ковш, который мостовым краном переносят к месту разливки стали. Из ковша сталь разливают в изложницы или кристаллизаторы - машины для непрерывного литья заготовок. В изложницах или кристаллизаторах сталь затвердевает и получают слитки, которые подвергаются прокатке, ковке.
Изложницы – чугунные формы для изготовления слитков.
Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
Слитки с квадратным сечением переделывают на сортовой прокат: двутавровые балки, швеллеры, уголки. Слитки прямоугольного сечения – на листы. Слитки круглого сечения используются для изготовления труб, колёс. Слитки с многогранным сечением применяют для изготовления поковок.
Сталь разливают в изложницы сверху, снизу (сифоном) и на машинах непрерывного литья.
В изложницы сверху сталь разливают непосредственно из ковша. При этом исключается расход металла на литники, упрощается подготовка оборудования к разливке. К недостаткам следует отнести менее качественную поверхность слитков из-за наличия пленок оксидов от брызг металла, затвердевающих на стенках изложницы.
При сифонной разливке поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько изложниц. Используют для легированных и высококачественных сталей.
Слитки после непрерывной разливки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины.
Способы повышения качества стали
Качество сталей и сплавов в значительной степени определяются их чистотой, т.е. содержанием вредных примесей, неметаллических включений растворенных газов. Для получения стали из сплавов особо высокого качества и наиболее ответственного назначения используется переплавка сталей. Для этой цели используются такие методы переплавки как: 1- электрошлаковый переплав (ЭШП), 2- вакуумной дуговой печи, 3- вакуумной индукционной печи, 4- электронно-лучевой переплав, 5- плазменно-дуговой переплав. Так, например, при ЭШП очищаемый металл отливается в виде расходуемого электрода. Второй электрод является ванной расплавленного металла, сверху которого находится слой шлака, капли расплавленного очищенного металла стекают с электрода и, проходя через слой шлака, дегазируются, очищаются от примесей и стекают вниз, образуя слиток.
15.3. Особенности производства цветных металлов
Производство меди
Медь в природе находится в виде сернистых соединений (CuS, Cu2S), оксидов (CuO, Cu2O), гидрокарбонатов (Cu(OH)2), углекислых соединений CuCO3 в составе сульфидных руд и самородной металлической меди.
Наиболее распространенные руды – медный колчедан и медный блеск, содержащие 1…2 % меди.
Гидрометаллургический способ–получение меди путём её выщелачивания слабым раствором серной кислоты и последующего выделения металлической меди из раствора.
Получение меди пирометаллургическим способом состоит из обогащения, обжига, плавки на штейн, продувки в конвертере, рафинирования.
Обогащение медных руд производится методом флотации и окислительного обжига.
Метод флотации основан на использовании различной смачиваемости медьсодержащих частиц и пустой породы. Позволяет получать медный концентрат, содержащий 10…35 % меди.
Медные руды и концентраты, содержащие большие количества серы, подвергаются окислительному обжигу. В процессе нагрева концентрата или руды до 700…8000C в присутствии кислорода воздуха сульфиды окисляются и содержание серы снижается почти вдвое против исходного. Обжигают только бедные (с содержанием меди 8…25 %) концентраты, а богатые (25…35 % меди) плавят без обжига.
После обжига руда и медный концентрат подвергаются плавке на штейн, представляющий собой сплав, содержащий сульфиды меди и железа (Cu2S, FeS). Штейн содержит 20…50 % меди, 20…40 % железа, 22…25 % серы, около 8 % кислорода и примеси никеля, цинка, свинца, золота, серебра. Чаще всего плавка производится в пламенных отражательных печах. Температура в зоне плавки 14500C.
Полученный медный штейн, с целью окисления сульфидов и железа, подвергают продувке сжатым воздухом в горизонтальных конвертерах с боковым дутьём. Образующиеся окислы переводят в шлак, а серу – в SO2. Тепло в конвертере выделяется за счёт протекания химических реакций без подачи топлива. Температура в конвертере составляет 1200…1300ºC. Таким образом, в конвертере получают черновую медь, содержащую 98,4…99,4 % меди, 0,01…0,04 % железа, 0,02…0,1 % серы и небольшое количество никеля, олова, сурьмы, серебра, золота. Эту медь сливают в ковш и разливают в стальные изложницы или на разливочной машине.
Черновую медь рафинируют для удаления вредных примесей, проводят огневое, а затем электролитическое рафинирование.
Сущность огневого рафинирования черновой меди заключается в окислении примесей, имеющих большее сродство к кислороду, чем медь, удалении их с газами и переводе в шлак. После огневого рафинирования получают медь чистотой 99…99,5%. Её разливают в изложницы и получают чушки для дальнейшей выплавки сплавов (бронзы и латуни) или слитки для электролитического рафинирования.
Электролитическое рафинирование проводят для получения чистой от примесей меди (99,95% Cu).
Электролиз проводят в ваннах, где анод изготавливают из меди огневого рафинирования, а катод – из тонких листов чистой меди. Электролитом служит водный раствор CuSO4(10…16%) и H2SO4(10…16%).
При пропускании постоянного тока анод растворяется, медь переходит в раствор, а на катодах разряжаются ионы меди, осаждаясь на них слоем чистой меди.
Примеси осаждаются на дно ванны в виде шлака, который идёт на переработку с целью извлечения металлов.
Катоды выгружают через 5…12 дней, когда их масса достигнет 60…90 кг. Их тщательно промывают, а затем переплавляют в электропечах.
Медь по чистоте подразделяется на марки: М0 (99,95% Cu), М1 (99,9%), М2(99,7%), М3 (99,5%), М4 (99%).
Производство магния
Для получения магния наибольшее распространение получил электролитический способ, сущность которого заключается в получении чистых безводных солей магния, электролизе этих солей в расплавленном состоянии и рафинировании металлического магния.
Основным сырьем для получения магния являются: карналлит, магнезит, доломит, бишофит. Наибольшее количество магния получают из карналлита. Сначала карналлит обогащают и обезвоживают. Безводный карналлит используют для приготовления электролита.
Электролиз осуществляют в электролизере, футерованном шамотным кирпичом. Анодами служат графитовые пластины, а катодами – стальные пластины. Электролизер заполняют расплавленным электролитом состава 10% MgCl2, 45% CaCl2, 30% NaCl, 15% KCl, с небольшими добавками NaFиCaF2. Такой состав электролита необходим для понижения температуры его плавления (7200С). Для электролитического разложения хлористого магния через электролит пропускают ток. В результате образуются ионы хлора, которые движутся к аноду. Ионы магния движутся к катоду и после разряда выделяются на поверхности, образуя капельки жидкого чернового магния. Магний имеет меньшую плотность, чем электролит, поэтому он всплывает на поверхность, откуда его периодически удаляют вакуумным ковшом.
Черновой магний содержит 5 % примесей, поэтому его рафинируют переплавкой с флюсами. Для этого черновой магний и флюс, состоящий из MgCl3, KCl, CaF2, NaCl, CaCl2, нагревают в печи до температуры 700…7500С и перемешивают. При этом неметаллические примеси переходят в шлак. Затем печь охлаждают до температуры 6700С и магний разливают в изложницы на чушки.
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ:
Производство стали в кислородных конвертерах
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
Ю.Г. Баскин, В.Ф. Глазков, Л.А. Королева, М.Н. Федотов
Материаловедение. Технология конструкционных материалов: учебное пособие /Под ред. В.С. Артамонова. – СПб.: Санкт-Петербургский университет Государственной противопожарной службы МЧС России, 2011 -
Характерные свойства металлов
В огромном ряду материалов, с незапамятных времен известных человеку и широко используемых им в своей жизни и деятельности, металлы всегда занимали особое место.
Подтверждение этому и в на
Понятие об изотропии и анизотропии
Свойства тела зависят от природы атомов, из которых оно состоит, и от силы взаимодействия между этими атомами. Силы взаимодействия между атомами в значительной степени определяются расстояниями меж
Макро и микроанализ
Различают макроструктуру, микроструктуру и тонкую структуру материалов.
1.Макроструктурный анализ – изучение строения металлов и сплавов невооруженным глазом или при
Параметры кристаллизации
Размер зерна металла сильно влияет на его механические свойства. Эти свойства, особенно вязкость и пластичность, выше, если металл имеет мелкое зерно.
Стремятся к получению
Механические свойства металлов и сплавов
Основными механическими свойствами являются прочность, упругость, вязкость, твердость. Зная механические свойства, конструктор обоснованно выбирает соответствующий материал, обеспечивающий надежнос
Напряжения и деформация
Деформацией называется изменение формы и размеров тела под действием напряжений.
Напряжение – сила, действующая на единицу площади сечения детали.
Напряжения и вызыв
Возвратная рекристаллизация структуры металла
Деформированный металл находится в неравновесном состоянии. Переход к равновесному состоянию связан с уменьшением искажений в кристаллической решетке, снятием напряжений, что опреде
Понятия о сплавах и их теория
Под сплавом понимают вещество, полученное сплавлением двух или более элементов. Возможны другие способы приготовления сплавов: спекания, электролиз, возгонка. В этом случае вещества
Влияние углерода и примесей на свойства стали.
Стали являются наиболее распространенными материалами. Обладают хорошими технологическими свойствами. Изделия получают в результате обработки давлением и резанием.
Достоинс
Виды термической обработки металлов
Свойства сплава зависят от его структуры. Основным способом, позволяющим изменять структуру, а, следовательно, и свойства является термическая обработка.
Основы термической
Закалка
Основными параметрами являются температура нагрева и скорость охлаждения.
По температуре нагрева различают виды закалки:
– полная, с температурой нагрева на 30…50
Обработка стали холодом
Высокоуглеродистые и многие легированные стали имеют температуру конца мартенситного превращения (Мк) ниже 0oС. Поэтому в структуре стали после закалки наблюдается знач
Поверхностная закалка стали, виды и область применения
Конструкционная прочность часто зависит от состояния материала в поверхностных слоях детали. Одним из способов поверхностного упрочнения стальных деталей является поверхностная з
Химико-термическая обработка стали
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали.
Изменение химического состава поверх
Термомеханическая обработка стали
Одним из технологических процессов упрочняющей обработки является термомеханическая обработка (ТМО).
Термомеханическая обработка относится к комбинированным способам
Методы поверхностного упрочнения
Основное назначение методов механического упрочнения поверхности – повышение усталостной прочности.
Методы механического упрочнения – наклепывание поверхностного слоя на глубину 0,2…0,4 мм
Конструкционные стали
Конструкционные материалы предназначены для изготовления деталей машин, конструкций и сооружений.
К конструкционным сталям, применяемым для изготовления разнообразных деталей машин, предъя
Углеродистые стали
Низкоуглеродистые стали 05 кп, 08, 10, 10 пс обладают малой прочностью высокой пластичностью. Применяются без термической обработки для изготовления малонагруженных деталей – шайб, прокладок
Цементуемые и улучшаемые стали
Используются для изготовления деталей, работающих на износ и подвергающихся действию переменных и ударных нагрузок. Детали должны сочетать высокую поверхностную прочность, твердость и достаточную в
Стали для режущего инструмента
Инструментальная сталь должна обладать высокой твердостью, износостойкостью, достаточной прочностью и вязкостью (для инструментов ударного действия).
Режущие кромки могут нагреваться до те
Высокопрочные стали
Высокопрочными называют стали, имеющие предел прочности более 1500 МПа, который достигается подбором химического состава и оптимальной термической обработки.
Такой уровень прочности можно
Коррозионно-стойкие стали и сплавы
Разрушение металла под воздействием окружающей среды называют коррозией.
Коррозия помимо уничтожения металла отрицательно влияет на эксплуатационные характеристики деталей, содейств
Жаростойкие и жаропрочные стали и сплавы
Жаростойкость, жаростойкие стали и сплавы
Жаростойкость (окалиностойкость) – это способность металлов и сплавов сопротивляться газовой коррозии при высоких температу
Магнитные стали и сплавы
Магнитотвердые стали и сплавы применяют для изготовления постоянных магнитов. Для постоянных магнитов применяют высокоуглеродистые стали с 1% C, легированные хромом (3%) EX3, а также одновременно х
Алюминий и его сплавы
Алюминий – легкий металл с плотностью 2,7 г/см3 и температурой плавления 660oС. Имеет гранецентрированную кубическую решетку. Обладает высокой тепло- и электропроводностью. Хи
Деформируемые магниевые сплавы
Магний плохо деформируется при нормальной температуре. Пластичность сплавов значительно увеличивается при горячей обработке давлением (360…520oС). Деформируемые сплавы маркируют МА1, МА8
Пресс-порошки и пресс-материалы
Пресс-порошками называются композиционные пластмассы с порошкообразным органическим и неорганическим наполнителем (древесная мука, целлюлоза, кварцевая мука, микроасбест и др.).
Высоконаполненные конструкционные пластмассы
К таким пластмассам относятся материалы, у которых доля наполнителя доходит до 70-75% от массы. В таких высоконаполненных материалах армирующий наполнитель вводится в виде листов, тканей, непрерывн
Газонаполненные пластмассы
Газонаполненные пластмассы это легкие и сверхлегкие материалы, которые получают вспениванием эмульсии и раствора полимера воздухом или газом, либо газами, выделяющимися в процессе отверждения полим
Резиновые материалы
Резинами называются высокомолекулярные материалы, которые получают при вулканизации смеси натурального или синтетического каучука с различными налолнителями. В состав резиновой смеси входят следующ
Клеящиеся материалы и герметики
Клеи и герметики относятся к пленкообразующим материалам и имеют много общего с ними. Эти растворы или расплавы полимеров, а также неорганические вещества, которые наносятся на какую-либо поверхнос
Электротехнические материалы
Электротехнические материалы представляют собой совокупность проводниковых. электроизоляционных, магнитных и полупроводниковых материалов, предназначенных для работы в электрическ
Проводниковые материалы
К этой группе материалов относятся металлы и их сплавы. Чистые металлы имеют малое удельное сопротивление. В качестве проводниковых материалов применяют медь, алюминий, редко - серебро. Исключение
Электроизоляционные материалы
Электроизоляционными материалами, или диэлектриками, называют такие материалы, с помощью которых осуществляют изоляцию, т. е. препятствуют утечке электрического тока между какими-либо токопроводя
Магнитные материалы
В зависимости от назначения различают магнитно-твердые и магнитно-мягкие материалы.
Магнитно-твердые материалы применяют для изготовления постоянных магнитов. Они должны иметь высокие знач
Полупроводниковые материалы и изделия
К полупроводниковым материалам относится большое количество материалов, отличающихся друг от друга внутренней структурой, химическим составом и электрическими свойствами. Согласно химическому сос
Требования, предъявляемые материалам
Автомобильные детали изготавливаются из углеродистых, легированных, специальных сталей, чугунов различной структуры, цветных сплавов, отливаемых на различной основе. Соответственно
Причины отказов
Изменение технического состояния автомобилей, агрегатов и механизмов происходит под влиянием постоянно действующих причин, обусловленных работой самих механизмов, случайных: причин,
Виды изнашивания деталей
1)Механическое изнашивание происходит в результате механических воздействий. Оно имеет четыре подвида.
Абразивное изнашивание проявляется вследствие попадания между трущимися поверхностями
Общая характеристика способов повышения надежности
Потребительский уровень каждого изделия, в том числе и автомобиля, оценивается его качеством, под которым, как правило, понимается надежность. Надежность работы машин в эксплуатации зависит от ряда
Мероприятия по повышению надежности конструкции
Основные конструктивные мероприятия, направленные на повышение надежности машин, могут быть сведены в такие группы:
1.Упрощение конструктивной схемы машины, уменьшение числа составляющих э
Технологические мероприятия повышения надежности
Расчетный уровень надежности, заложенный в машину на стадии проектирования в конструкторском бюро, должен быть обеспечен в процессе изготовления деталей и элементов, сборки и регулировки машин. Вст
Материалы, применяемые в машиностроении
Железо и его сплавы, т. е. стали и чугуны, бесспорно, являются основными техническими материалами, которые используются в машиностроении. Второе место среди конструкционных материал
Технологические методы получения заготовок
При производстве автомобилей используется литье, обработка давлением, прокат, спекание, комбинированные методы получения заготовок.
Различают литье в разовые и многоразовые формы. Р
Металлургическое производство и его продукция
Современное металлургическое производство представляет собой комплекс различных производств, базирующихся на месторождениях руд и коксующихся углей, энергетических комплексах. Оно в
Производство чугуна
Чугун – сплав железа и углерода с сопутствующими элементами (содержание углерода более 2,14 %).
Исходными материалами для производства чугуна являются: железная руда; флюсы
Продукты доменной плавки
Передельный чугун предназначается для дальнейшего передела в сталь. На его долю приходится 90 % общего производства чугуна. Обычно такой чугун содержит 3,8…4,4 % углерода, 0,3…1,2 % кремния, 0,2…1
Производство алюминия
Технология процесса производства алюминия состоит из трех этапов:
1.Извлечение глинозема из алюминиевых руд (бокситов)
2.Электролиз расплавленного глинозема с получение первичного
Общие положения
Современное машиностроение широко использует детали из порошковых материалов.
Порошковая металлургия - область техники, охватывающая совокупность методов и
Методы получения порошков и их подготовка
Типовая технологическая схема получения изделий методами порошковой металлургии включает:
-производство порошков;
-формование заготовки из порошка;
-спекание заготовки;
Основные свойства порошков
Механические порошки характеризуются технологическими и физическими свойствами, а так же химическим составом.
К технологическим свойствам порошков относятся: насыпной вес, текучесть и прес
Способы производства изделий из металлических порошков
Одним из главных этапов производства изделий из металлических порошков после их получения является формование заготовок. Формование – это придание порошковому материалу формы, размеров, плотности и
Напыление металлов
В последние годы для нанесения на детали защитных и упрочняющих покрытий, а также для восстановления изношенных поверхностей широкое применение нашло применение различных способов напыления. Все он
Требования к материалам, используемым для получения отливок
Для литья в различной степени пригодны все металлы и их сплавы. Однако чтобы качество отливок удовлетворяло техническим требованиям, сплавы, из которых изготовляются отливки, должны (удовлетворять)
Особенности конструкции и технологичности отливок
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить конструктивными и технологическими мероприятиями. Част
Формообразование машиностроительных профилей
18.2. 1. Прокатное производство
Прокатка – это наиболее распространенный способ обработки пластическим деформированием. Прокатке подвергают до 90 % в
Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент.
В зависимости от профиля прокат делится на четыре основные группы: лист
Прессование
Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля.
Волочение
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация отверстия определяет форму полу
Оборудование для ковки
В качестве оборудования применяются ковочные молоты и ковочные прессы.
Оборудование выбирают в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. Необ
Холодная объемная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогресси
Листовая штамповка
Листовая штамповка – один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии.
Листовой штамповкой
Композиционные материалы с нуль-мерными наполнителями
В композиционных материалах этого типа наибольшее распространение получила металлическая матрица из металла или сплава. Композиции на металлической основе упрочняются равномерно распределенными дис
Композиционные материалы с одномерными наполнителями
В композиционных материалах этого типа упрочнителями являются одномерные элементы в форме нитевидных кристаллов, волокон (проволоки). Волокна и другие армирующие элементы скрепляютс
Эвтектические композиционные материалы
Эвтектическими композиционными материалами называют сплавы эвтектического или близкого к эвтектическому состава, в которых упрочняющей фазой выступают ориентированные кристаллы, образующиеся в проц
Изготовление деталей из полимерных композиционных материалов
В качестве матрицы в композиционных материалах на неметаллической основе используют отвержденные эпоксидные, полиэфирные, фенолополиамидные и другие смолы. Наиболее распространены композиции, армир
Обработка и соединение композиционных материалов
На практике часто возникает необходимость соединения деталей узлов из композиционных материалов между собой и с конструкциями, выполненными из металлов и сплавов. В этом случае задача сводится к об
Нанокристаллические материалы
Нанокристаллическими называют материалы с размерами кристаллов (зерен или частиц) менее 100 нм. По комплексу свойств они существенно отличаются от обычных материалов такого же химического
Влияние условий эксплуатации на свойства резин
Пространственно-сетчатая структура вулканизированных резин определяет многие их свойства. Резинам свойственна большая обратимая деформация, достигающая 100%, при сравнительно низких напряжениях. Ст
Физико-химические основы сварки
Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или общем на
Основные способы сварки и их особенности
В настоящее время известно более 70 способов сварки, отличающихся разнообразием технологических процессов. Это связано как с применением разных способов нагрева деталей (электрической дугой, газоки
Дуговая сварка
Несмотря на успех в разработке новых способов сварки, доминирующее положение занимает дуговая сварка, которая занимает до 60 % всего объема сварочных работ).
Источником те
Электрошлаковая сварка
Сущность процесса заключается в том, что тепловую энергию, необходимую для расплавления основного и присадочного металла, дает теплота, выделяемая в объеме шлаковой ванны при прохождении через нее
Лучевые способы сварки
Электронно-лучевая сварка.
Сущность процесса состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них электродный луч – пучок электро
Газовая сварка
При газовой сварке заготовки 1 и присадочный материал 2 в виде прутка или проволоки расплавляют высокотемпературным пламенем 4 газовой горелки 3 (рис. 20.4).
Ультразвуковая сварка
Ультразвуковая сварка относится к процессам, в которых используют давление, нагрев и взаимное трение свариваемых поверхностей. Силы трения возникают в результате действия на заготовки, сжатые осево
Сварка взрывом
Большинство технологических схем сварки взрывом основано на использовании направленного взрыва.
Соединяемые поверхности заготовок, одна из которых неподвижна и служит основанием, располага
Сварка трением
Сварка трением–способ сварки давлением при воздействии теплоты, возникающей при трении свариваемых поверхностей.
Свариваемые заготовки устанавливают соосно в зажима
Контактная сварка
Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – плас
Диффузионная сварка
Диффузионная сварка–способ сварки давлением в вакууме приложением сдавливающих сил при повышенной температуре.
Свариваемые детали тщательно зачищают, сжимают, нагре
Термическая резка металлов
Газокислородная резка заключается в сжигании металла в струе кислорода и удалении этой струей образующихся оксидов. При горении железа в кислороде выделяется значительное количество теплоты
Пайка металлов
Пайкой называют процесс соединения деталей посредством припоя – сплава, который смачивает поверхности деталей и, затвердевая, связывает их. Припой прочно соединяется с поверхностью изделия только т
Способы пайки по удалению оксидной пленки
Флюсовая пайка. Для обеспечения удаления оксидов с поверхности паяемых металлов и припоя, а также для предупреждения образования новых оксидов при нагреве в процессе пайки применяются паяльн
Способы пайки по кристаллизации паяного шва
Кристаллизация при охлаждении. Как правило, температура нагрева при пайке на 50—100° выше температуры плавления припоя. При этой температуре вследствие взаимодействия основного металла и при
Способы пайки по заполнению зазора
Капиллярная пайка. Пайка, при которой расплавленный припой заполняет паяльный зазор и удерживается в нем преимущественно поверхностным натяжением, называется капиллярной. Капиллярные явления
Способы пайки по источнику нагрева
Пайка в печи. Ее применение в производстве объясняется следующими факторами.
1.Высокой производительностью.
2.Высокой стабильностью качества паяного соединения.
3.
Способы пайки по получению припоя
Пайка готовым полностью расплавляемым припоем. Пайка, при которой используется заранее изготовленный припой, называется пайкой готовым припоем.
Пайка композиционным припоем.
Технологический процесс пайки
Технологический процесс пайки включает комплекс выполняемых операций, основными из которых являются следующие: подготовка поверхностей под пайку; сборка деталей; укладка припоя, в ряде случаев нане
Склеивание деталей
Склеиванием называют соединение деталей тонким слоем быстротвердеющего раствора – клея. Процесс склеивания состоит из подготовки соединяемых поверхностей деталей, нанесения к
Дефекты сварных и паяных соединений
При производстве сварных и паяных конструкций могут возникать дефекты, т. е. отдельные несоответствия продукции нормативным требованиям. Влияние дефекта на работоспособность конструкции зависит не
Методы контроля качества сварных и паяных соединений
Методы контроля бывают двух типов: разрушающие и неразрушающие.
К разрушающим относятся испытания сварных образцов-свидетелей. Сваривают их при тех же самых режимах, что и изделия, обычно
Заклепочные и прессовые соединения
Заклепочные соединения выполняют с помощью специальных крепежных деталей – заклепок (рис. 20.7 а, б) или непосредственным расклепыванием цапф деталей (рис. 20.7 в, г).
Заклепка пред
Формирование качества поверхности технологическими методами
Обеспечение требуемой шероховатости поверхности. Обыкновенно поперечная шероховатость больше продольной (вдоль действия инструмента, в частности резца) и поэтому, когда говорят
Металлорежущие станки
Обработка ведется на металлорежущих станках, обеспечивающих: необходимое усилие резания; регулируемое относительное перемещение инструмента и детали в пространстве с требуемой скоростью, позволяюще
Точение
Точение является основным способом обработки поверхностей тел вращения.
Ри
Сверление
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки.
В качестве инструмента при сверлении используется сверло, имеющее
Протягивание
Протягивание является высокопроизводительным методом обработки деталей разнообразных форм, обеспечивающим высокую точность формы и размеров обрабатываемой поверхности. Применяется протягивание в кр
Фрезерование
Фрезерование – высокопроизводительный и распространенный метод обработки поверхностей заготовок: многолезвийным режущим инструментом – фрезой (рис. 22. в).
Главным движением при фрезерован
Строгание
Обработка строганием характеризуется прямолинейным возвратно-поступательным главным движением и прерывистым движением подачи. Главное возвратно-поступательное движение состоит из двойных ходов. Во
Шлифование
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала (рис. 22.1 е,ж).
Абразивные зерна расположены беспорядочно. При
Хонингование
Применяют для получения отверстий высокой точности, малой шероховатости и высокой степени цилиндричности, а также для создания на стенках специфического микропрофиля, способствующего лучшему удержа
Суперфиниширование
Является окончательным методом тонкой обработки, в процессе которого получается особо гладкая поверхность. При этом значительно снижается высота микронеровностей.
Поверхности обрабатывают
Полирование
Полированием уменьшают шероховатость поверхности.
Этим способом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников) либо на декоративных элемента
Притирка
Притиркой (доводкой) обрабатываются плоские, осесимметричные и фасонные поверхности. Этот метод позволяет достигнуть наивысшей степени точности и наименьшей шероховатости поверхности. Процесс осуще
Ультразвуковая обработка
Позволяет обрабатывать не только токопроводные материалы, как сказано выше, но и токонепроводящие материалы в том числе хрупкие и твердые, например, алмаз, азотированные стали, полупроводники (крем
Выбор способов обработки
Каждая деталь может быть представлена в виде сочетания таких элементарных поверхностей, как: плоскости. Цилиндры, конусы, торы и пр. Более сложные поверхности: винтовые, шлицевые, зубчатые и другие
ЗАКЛЮЧЕНИЕ
Металлы относятся к числу наиболее распространенных материалов, которые человек использует для обеспечения своих жизненных потребностей. В настоящее время всё большее применение нах
Хотите получать на электронную почту самые свежие новости?
Подпишитесь на Нашу рассылку
Наша политика приватности обеспечивает 100% безопасность и анонимность Ваших E-Mail

 SO2. Тепло в конвертере выделяется за счёт протекания химических реакций без подачи топлива. Температура в конвертере составляет 1200…1300ºC. Таким образом, в конвертере получают черновую медь, содержащую 98,4…99,4 % меди, 0,01…0,04 % железа, 0,02…0,1 % серы и небольшое количество никеля, олова, сурьмы, серебра, золота. Эту медь сливают в ковш и разливают в стальные изложницы или на разливочной машине.
SO2. Тепло в конвертере выделяется за счёт протекания химических реакций без подачи топлива. Температура в конвертере составляет 1200…1300ºC. Таким образом, в конвертере получают черновую медь, содержащую 98,4…99,4 % меди, 0,01…0,04 % железа, 0,02…0,1 % серы и небольшое количество никеля, олова, сурьмы, серебра, золота. Эту медь сливают в ковш и разливают в стальные изложницы или на разливочной машине.





Новости и инфо для студентов