рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Приборостроение
- /
- Автоматический контроль состояния оборудования.
Реферат Курсовая Конспект
Автоматический контроль состояния оборудования.
Автоматический контроль состояния оборудования. - раздел Приборостроение, Системы автоматического контроля Измерение Контролируемых Параметров Состояния Оборудования Производится Во Вс...
Измерение контролируемых параметров состояния оборудования производится во всех фазах технологического контроля.
Измерению подлежат параметры оборудования, значение которых влияет на качество и стабильность качества изготавливаемого литейного изделия, надежность и долговечность оборудования, на здоровье обслуживающего персонажа, а также параметры, определяющие положение механизмов в любой момент процесса изготовления изделия.
Задачи контроля:
1. Обеспечить необходимой информацией системы диагностики.
2. Визуальное представление на дисплеях положение механизмов в режиме реального
времени для контроля оператором хода процесса, особенно, если габариты оборудования
исчисляются десятками метров.
3. Для определения отказавшего механизма и установления автоматическим путем
причины отказа (сокращение длительности поиска отказавшего механизма или аппарата).
4. Прогнозирование технологической и технической надежности и выработка
предупредительной рекомендации.
Примеры контроля состояния оборудования:
1. Пример автоматического контроля во времени состояния отдельных узлов литейной машины или агрегатов на лини на дисплее, рис. 11.
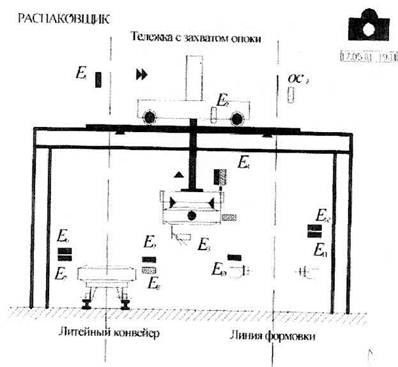
Рис. 11. Схема агрегата с указанием состояния и направления перемещения его основных
узлов:
Е - состояние путевых выключателей; > - медленное; < - ускоренное;
 - выключатель фиксирует наличие объекта на позиции;
- выключатель фиксирует наличие объекта на позиции;  - объекта на позиции нет.
- объекта на позиции нет.
На дисплее показан момент перемещения на тележке, снятой на конвейере с опочного комплекта верхней опоки для установки ее на роль рольганг линии формовки. Изображение на дисплее позволяет оператору, находящемуся на центральном пульте управления, следить за работой любого агрегата в режиме времени. Кроме этого в текстовой информации возможно указание на причину задержки выхода механизма в конечное положение, т.е. указание причины отказа.
2. Перспективные способы контроля состояния теплового оборудования литейных цехов с помощью бесконтактных волоконно-оптических термометров непрерывного действия* Основаны на измерении энергии излучения нагретой поверхности. Огнеупорное коррозийно-стойкое счетоводное устройство стационарно устанавливается в футеровку плавильных или нагревательных печей, а также в расплавленный металл под слой шлака.
* Шелковый Э. А., Дмитриева Е.Э. Приборы для литейного производства. Труды восьмого съезда литейщиков России, том П, Ростов-на-Дону. 2007г.
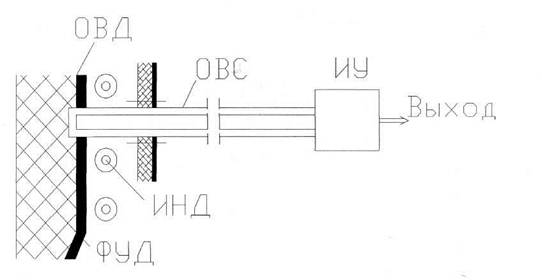
Рис 12. Схема установки оптико-волоконного датчика в футеровку печи: ФУТ - футеровка; ИНД - индуктор; ОВД - оптико-волоконный датчик; ОВС - оптико-волоконный световод; НУ - измерительное устройство.
При измерении температуры объекта излучаемая энергия улавливается объективом и фокусируется на волоконно-оптическом кабеле, который передает эту энергию на оптический чувствительный элемент электронного модуля. Применение объектива и гибкого волоконно-оптического кабеля позволяет проводить измерения температуры объектов, которые находятся за пределами поля «зрения» чувствительного элемента. Диапазон измерения температуры 350-3000С.
Используется для контроля температуры расплавленного металла в индукционных, тигельных и канальных плавильных, раздаточных печах и заливочных установок. Применение такого способа измерения температуры металла приводит к снижению расхода энергии, уменьшению угара металла( 10-20%), брака металла по температуре(20-60%).
Особая эффективность такого способа измерения температуры достигается при контроле температуры футеровки, каналов и элементов выпуска металла (запорных устройств). Это позволяет контролировать тепловое состояние этих элементов и, следовательно, обеспечивать их эксплутационную надежность, снижать уровень аварийности. Ресурс футеровки повышается до 90%, производительность плавильных печей на 20-30%.
– Конец работы –
Эта тема принадлежит разделу:
Системы автоматического контроля
Пример контроля температуры в раздаточной печи рис... В состав системы входит раздаточная печь РП в тигле Т которой находится... ВП Визуальный контроль температуры Т...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: Автоматический контроль состояния оборудования.
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.015 сек.
Новости и инфо для студентов