рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Промышленность
- /
- РЕГУЛИРУЕМЫЕ МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ КРУПНЫХ РЕЗЬБ
Реферат Курсовая Конспект
РЕГУЛИРУЕМЫЕ МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ КРУПНЫХ РЕЗЬБ
РЕГУЛИРУЕМЫЕ МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ КРУПНЫХ РЕЗЬБ - раздел Промышленность, Высокопроизводительный резьбообразующий инструмент Процесс Нарезания Резьб Большого Диаметра Обычными Метчиками, Как Правило, Со...
Процесс нарезания резьб большого диаметра обычными метчиками, как правило, сопровождается большой величиной разбивания резьбы по среднему диаметру. С целью получения годных деталей при нарезании их новым метчиком последний выполняют по среднему диаметру близко к нижнему пределу поля допуска среднего диаметра резьбы изделия. Но в этом случае в процессе работы или после первой переточки метчик начинает нарезать резьбу, с которой не свертывается резьбовой калибр ПР, т. е. он становится непригодным к эксплуатации.
Разработанная конструкция регулируемых метчиков[17] позволяет управлять размером среднего диаметра нарезаемой резьбы и добиться нужного расположения центра группирования размеров партии деталей.
Рабочая часть метчика для нарезания резьб в сквозных отверстиях (рис. 11) состоит из трех секций: режущей1, калибрующей 2 и ведущей 4. Калибрующая 2 и ведущая 4 секции выполнены в виде колец, надевающихся на хвостовик 8, выполненный заодно с режущей секцией/, и фиксируются относительно последней с помощью шпонок 3 и 5.При этом шпонка 3 выполняется треугольной, а на внутреннем диаметре калибрующей секции 2 сделано несколько треугольных шлицев. Ведущая секция с хвостовиком имеет шпоночное соединение.При изготовлении ив процессе работы калибрующая и ведущая секции метчиказакрепляются режущей гайкой 6 и контргайкой 7.
Во время изготовления калибрующаясекция метчика,имеющая несколько положений, устанавливаетсяна хвостовике 8 так,чтобы шпонка 3 входила в средний шлиц (шлиц отмеченриской), после чего производятся заточка инструментапо переднейграни и шлифование резьбы одновременно навсехтрех секциях. При этом на режущей и калибрующей секциях зубья затылуются по профилю.
Величина затылования на режущей секции К1= (0,0035÷О.ОО6) Fп мм. Такая величина обусловливает значение заднего бокового угла в цилиндрическом сечении резьбы метчика 7'—10' и является оптимальной с точки зрения точности нарезаемой резьбы и стойкости метчиков [16].
Рис. 11. Конструкции сборных регулируемых метчиков
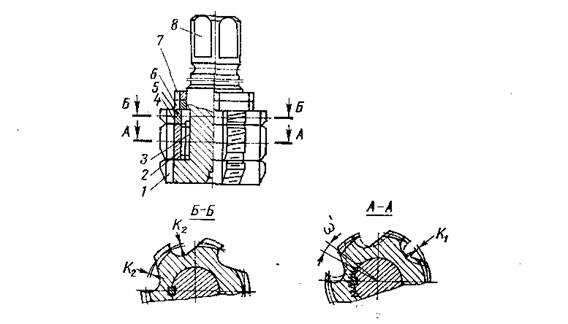
Величина затылования на ведущей секции К2=0,03—0,05 мм. Изменение размеровнарезаемой резьбы осуществляетсяпри повороте калибрующей секции относительно режущей и ведущей секцийна некоторый уголω΄, что обеспечивает определенное осевое смещение зубьев относительно зубьев двух других секций.
Такое рассогласование секций позволяет увеличить ширину профиля нарезаемой резьбы и соответственно средний диаметр на некоторую величину

Трехсекционный метчик может быть использован для нарезания резьб как всквозных, так и в глухих отверстиях. Однако длянарезания резьб в глухих отверстиях не требуется ведущая секция, и конструкция метчика в этом случае может быть упрощена.
Для нарезания резьбы в сквозных отверстиях необходимо изготовлениеведущей секции с бочкообразными зубьями, так как в противном случае после выхода из отверстия последнего зуба режущей секции калибрующая не может обеспечить резания. При наличии ведущей секции, зубья которой вошли в витки нарезанной резьбы детали, после выхода из отверстия режущей части резание калибрующими зубьями будет обеспечиваться за счет рассогласования между калибрующей и ведущей секциями метчика.
В этом случае при резании правыми боковыми кромками зубьев калибрующей секции (секция повернута вперед) метчик будет упираться в профиль нарезанной резьбы левыми вершинками бочкообразных зубьев ведущей секции, а при резании левыми боковыми кромками (секция повернута назад) —правыми вершинками зубьев ведущей секции.
Такие метчики могут быть использованы для нарезания точных резьб большого диаметра за один проход. В случае необходимости они могут быть использованы для нарезания резьбы в два и более проходов, а также в качестве последнего калибрующего метчика в комплекте метчиков при нарезании крупных точных резьб.
Шлифование резьбы двухсекционных регулируемых метчиков не отличается от шлифования обычных цельных метчиков.
– Конец работы –
Эта тема принадлежит разделу:
Высокопроизводительный резьбообразующий инструмент
На сайте allrefs.net читайте: "Высокопроизводительный резьбообразующий инструмент"
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: РЕГУЛИРУЕМЫЕ МЕТЧИКИ ДЛЯ НАРЕЗАНИЯ КРУПНЫХ РЕЗЬБ
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.015 сек.
Новости и инфо для студентов