рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Образование
- /
- Вид работы: Конспекты
- /
- ТВЕРДОТІЛІ ЛАЗЕРИ
Реферат Курсовая Конспект
ТВЕРДОТІЛІ ЛАЗЕРИ
ТВЕРДОТІЛІ ЛАЗЕРИ - Конспект, раздел Образование, МАТЕРІАЛОЗНАВСТВО КОНСПЕКТ ЛЕКЦІЙ Твердотілий Лазер Складається З Робочої Речовини, Систем...
Твердотілий лазер складається з робочої речовини, системи збудження, фокусування й охолодження. Твердотілі лазери працюють переважно в імпульсному режимі. їх робочою речовиною є тверді прозорі тіла, виготовлені з ітрієво-алюмінієвого гранату, синтетичного рубіну, неодимового скла та ін. В матриці робочої речовини рівномірно розподілені оптично активні атоми хрому, неодиму тощо.
Для збудження оптично активних атомів потрібна зовнішня енергія. Із збуджених рівнів атоми переходять на нормальний рівень самовільно в непередбачуваний момент часу або вимушено в прогнозований момент часу під дією спеціального чинника, наприклад, світлового променя. Вимушений перехід атомів на нормальний рівень супроводжується випромінюванням когерентного світла.
Для лавиноподібного генерування когерентного світла необхідно, щоб кількість збуджених атомів перевищувала їхню кількість на нормальному рівні і щоб частина генерованого світла залишалась всередині тіла робочої речовини й стимулювала подальше вимушене випромінювання рештою оптично активних атомів. Цього досягають за допомогою двох паралельних дзеркал, одне з яких непрозоре й відбиває всі світлові промені тіла робочої речовини, а друге — напівпрозоре — теж їх відбиває, але частково пропускає назовні. Таке багаторазове проходження світлового променя крізь робочу речовину зумовлює переважно вимушене потужне випромінювання, що йде від оптично активних атомів.
Для збудження активних атомів у твердотілому лазері використовують потужні світлові імпульсні лампи, наповнені ксеноном або криптоном.
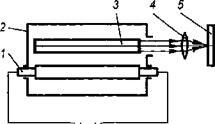
Рис. 6 - Схема обробки твердотілим лазером:
1 — імпульсна ксенонова лампа; 2 — корпус; 3 — рубіновий стрижень; 4 — лінза;
5 — заготовка
Сфокусувати генеровані лазером промені у світлову пляму невеликого розміру й отримати значну густину світлової енергії можна, використавши систему оптичних лінз.
Значна частина енергії від Імпульсної лампи перетворюється в теплоту, що нагріває робочу речовину. Щоб не допустити перегріву, застосовують охолодження повітрям, водою або рідким азотом. Охолодне середовище пропускають через скляну трубку, всередині якої перебуває робоча речовина.
У 1960 р. був розроблений перший лазер, робочою речовиною якого служив синтетичний рубін — штучно вирощений кристал із А12О3. В його об'ємі рівномірно розподілені 0,05 % атомів Хрому, як оптично активного елемента, здатного генерувати когерентне випромінювання довжиною хвилі X = 0,63 мкм.
На рис. 7.2.6 зображена конструктивна схема твердотілого рубінового лазера. Корпус 2 лазера має еліпсоподібний переріз, а на його внутрішню поверхню нанесене дзеркальне покриття. Всередині корпуса встановлені рубіновий стрижень 3 і ксенонова імпульсна лампа 1. Торці стрижня відполіровані, вони строго паралельні й перпендикулярні до його осі. На лівий торець нанесений непрозорий шар срібла, а на правий — напівпрозорий шар. Імпульсна лампа живиться конденсаторними батареями. Потужне світло лампи відбивається стінками корпуса й фокусується на рубіновому стрижні, внаслідок чого активні атоми Хрому переходять у збуджений стан і далі відбувається генерування лазерного випромінювання за схемою, описаною вище. Випущені лазером світлові промені потрапляють у систему лінз 4, а звідти — на заготовку 5.
Лазерними променями обробляють матеріали будь-якої твердості, в тому числі й алмази, прошиваючи отвори, вирізуючи заготовки часто складного профілю з листового матеріалу, обробляючи мікровпадини в деталях мікроелектроніки, усуваючи дисбаланс в обертальних деталях, безконтактно й дуже швидко наносячі клейма на вироби, виконуючи рисунки, гравіювальні роботи тощо.
Лазерним променем обробляють отвори, починаючи від діаметра в декілька мікрометрів у матеріалах з різними властивостями: каменях для годинників і приладів, в алмазах і твердих сплавах для фільєр, у металевих листах для сит тощо.
Форма і шорсткість поверхні отворів залежить від параметрів режиму обробки — густини енергії, кількості імпульсів, частоти й тривалості імпульсів.
Від густини енергії залежить температура матеріалу в зоні обробки. Із збільшенням кількості імпульсів отвір поглиблюється, а з ростом тривалості імпульсу — набуває конічної форми. Надто тривалі імпульси спричинюють лише розплавлення металу без утворення отвору.
Якщо лазерним променем обробляти матеріал в рідині, то із зони обробки виносяться застиглі дрібні частинки матеріалу. Замість рідини можна використовувати стиснуте повітря, яким видувають з отвору частинки розплавленого металу.
Обробка лазерним променем високопродуктивна й легко регульована. Недолік твердотілих лазерів — малий (до 1 %) ККД.
ДАЙТИ ВІДПОВІДІ:
1. Яке призначення електроерозійних методів обробки?
2. Як класифікуються електроерозійні методи обробки?
3. Охарактеризувати електроіскрову обробку.
4. Охарактеризувати електроімпульсну обробку.
5. Що передбачає електроконтактна обробка?
6. Охарактеризувати електроконтактну обробку.
7. На чому грунтуються електрохімічні методи обробки?
8. Охарактеризувати електрохімічні методи обробки.
9. Охарактеризувати електрохімічне полірування.
10. Охарактеризувати електрохімічну розмірну обробку.
11. Де використовують ультразвукову обробку?
12. Охарактеризувати ультразвукову обробку.
13. На чому грунтується лазерна обробка?
14. Із чого складається твердотілий лазер?
15. Охарактеризувати принцип твердотілих лазерів.
– Конец работы –
Эта тема принадлежит разделу:
МАТЕРІАЛОЗНАВСТВО КОНСПЕКТ ЛЕКЦІЙ
Макіївський металургійний технікум... МАТЕРІАЛОЗНАВСТВО... КОНСПЕКТ ЛЕКЦІЙ Макіївка Підготувала Туголукова І Г...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: ТВЕРДОТІЛІ ЛАЗЕРИ
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.017 сек.
Новости и инфо для студентов