Рис. 5.1.1. Частка ручного дугового зварювання від сумарного
обсягу робіт, виконаних дуговим зварюванням [9-15]: 1 — в Японії; 2-у Франції; 3 — у ФРН; 4 — в Італії; 5-у США; 6 — в ЄС; 7 — в Україні
Ручне дугове зварювання покритими електродами займає провідну позицію серед способів зварювання плавленням, особливо там, де недоцільно механізувати цей процес (короткі шви, складна їх траєкторія, незручне розташування у просторі тощо). Незважаючи на свою універсальність й низьку вартість зварю-вального устаткування, цей спосіб поступово витісняється механізованими способами дугового зварювання. Частка ручного дугового зварювання від сумарного обсягу робіт, виконаних дуговим зварюванням, поступово зменшується і в індустріально розвинених країнах тепер становить 20.„ЗО % (рис. 5.1.1).
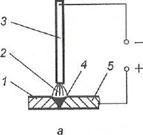
Суть методу ручного дугового зварювання у тому, що за допомогою теплоти зварювальної дуги 2 (рис. 5.1.2) поступово розплавляється електрод 3 та краї заготовок і і 5, а рідкий метал щільно заповнює простір між ними, утворюючи зварювальну ванну 4, а після кристалізації рідкого металу — зварний шов. Шов міцно і надійно з'єднує зварені заготовки в одне ціле. Зварник рукою переміщує електродотримач з електродом у напрямку до заготовок і вздовж майбутнього шва.
ЗВАРЮВАЛЬНА ДУГА
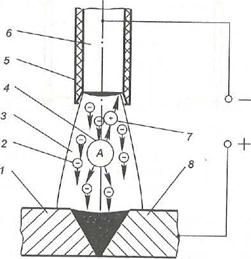
Зварювальною дугою називають потужний і стабільний електричний розряд у середовищі іонізованих газів та випарів металу, який супроводжується інтенсивним виділенням теплоти і світла. Повітря у звичайних умовах складається з нейтральних молекул, тому воно не є провідником електричного струму. Щоб молекули повітря дугового проміжку стали провідником струму, їх необхідно іонізувати. З цією метою електрод на короткий час дотикають до заготовки, після цього віддалять його на відстань довжини дуги. Під час дотику між торцем електроду й заготовкою відбувається коротке замикання, внаслідок чого метал контактних поверхонь швидко нагрівається до високої температури. Після відриву електроду з нагрітого катода під дією електричного поля починається електронна емісія. Емісія електронів з катода відбувається під впливом двох факторів —
високої температури (термоелектронна емісія) і напруженості електричного поля (автоелектронна емісія). Електрони 2 (рис. 5.1.3), зіштовхуючись з молекулами повітря 4 й випарами металу, іонізують їх. Позитивно заряджені іони 7 з великою швидкістю рухаються до катода 6, а електрони й негативно заряджені іони — до анода 8. Під час зіткнення з електродом і заготовкою кінетична енергія заряджених частинок перетворюється у теплову. Температура в центрі стовпа дуги найбільша і становить 6000... 7000 °С. Напруга, необхідна для запалювання дуги, у випадку постійного струму повинна перевищувати 30...35 В, а у випадку змінного струму — 50... 55 В. У режимі стійкого горіння напруга спадає до 18...30 В.
Напруга дуги залежить від складу газів, у яких горить дуга, довжини дуги, сили струму, матеріалу електрода та виробу. Електричні властивості дуги описуються її вольт-амперною характеристикою утобто залежністю між напругою та струмом дуги. Ця залежність при незмінній довжині дуги складається із трьох ділянок (рис. 5.1.4):
— спадної І;
— жорсткої (горизонтальної) II;
— крутої (зростальної) III.
На ділянці /, де струм невеликий, дуговий проміжок недостатньо іонізований і тому для горіння дуги потрібна підвищена напруга. Тут дуга нестабільна. Зі збільшенням сили струму до 80 А поступово зростає ступінь іонізації, а разом з ним — провідність дугового проміжку, що спричинює різке зменшення напруги. На ділянці II з ростом сили струму збільшується площа перерізу стовпа дуги, через що густина струму й напруга залишаються незмінними. На ділянці /// зростання сили струму вже не зумовлює збільшення площі перерізу дуги, внаслідок чого густина струму зростає і водночас зростає напруга дуги. Ручне електродугове зварювання провадять у межах II ділянки, рідше / ділянки вольт-амперної характеристики.
Збільшення довжини дуги зумовлює зміщення вольт-амперної характеристики вгору, а зменшення довжини дуги — зміщення цього графіка вниз.
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ:
Ручне дугове зварювання
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
Макіївка – 2013
Конспект лекцій з дисципліни: «Матеріалознавство».
Підготувала Туголукова І.Г. – викладач вищої категорії Макіївського металургійного технікуму – 2013р.
РОЗГЛЯНУТО
Фізичні властивості
До фізичних відносять теплові властивості (теплоємність, теплопровідність, температура плавлення, теплове розширення), електричну провідність, магнітну проникність, густину, колір тощо.
Технологічні властивості
Технологічні властивості характеризують здатність металу піддаватись обробці у холодному і гарячому стані. їх визначають при технологічних випробуваннях, оцінюючи придатність металу до того чи іншо
Хімічні властивості
До хімічних властивостей відноситься хімічна стійкість проти дії зовнішнього середовища (кислот, лугів, води, повітря, газів, високої температури тощо).
Не всі метали однаково стійкі проти
Експлуатаційні (спеціальні) властивості
Ці властивості, залежно від умов роботи, визначають спеціальними випробуваннями. Однією з найважливіших експлуатаційних властивостей є зносостійкість.
Зносостійкість —
Фізичні дослідження
Термічний метод призначений для визначення критичних точок, тобто тих" температур, при яких у сплаві відбуваються будь-які перетворення. Критичні точки визначають термоелектричним піром
Лекція 3
Тема: «Дослідження стану «залізо-цементи».
План
1. Історична довідка про будування діаграми залізо – цементит.
2. Значення діаграми.
ДЖЕРЕЛА ЖИВЛЕННЯ ЗВАРЮВАЛЬНОЇ ДУГИ
Особливістю електродугового зварювання є короткі замикання і коливання довжини дуги. Короткі замикання відбуваються і під час запалювання дуги, і під час перенесення металу із електроду на виріб у
ЕЛЕКТРОДИ
Для ручного електродугового зварювання застосовують два типи електродів: неплавкі, плавкі.
Неплавкі електроди виготовляють у вигляді стрижнів з вольфраму, електротехнічного в
Ручная дуговая сварка.
Ручную дуговую сварку выполняют сварочными электродами, которые подают вручную в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом (рис.17.2) дуга 8 гори
НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ АРГОНУ
Розрізняють напівавтоматичне дугове зварювання в атмосфері аргону плавким й неплавким електродом.
Схема напівавтоматичного дугового зварювання плавким електродом в атмосфері аргонуподібна
АВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ЗАХИСНИХ ГАЗІВ
Автоматичне дугове зварювання в атмосфері захисних газів характеризується автоматичним запалюванням та підтримуванням дуги, автоматичною подачею електрода на виріб і авт
Електроерозійні методи обробки
Електроерозійні методи полягають у руйнуванні електропровідних матеріалів — електродів — під час пропускання між ними імпульсів електричного струму. Коли різниця потенціалів мі
ЕЛЕКТРОІСКРОВА ОБРОБКА
Особливістю електроіскрової обробки є короткі імпульси малої потужності йвідносно велика перерва між ними, внаслідок чого забезпечується висока точність і я
ЕЛЕКТРОІМПУЛЬСНА ОБРОБКА
Електроімпульсна обробка відрізняється від електроіскрової полярністю електродів (тут катод — заготовка, а анод —
інструмент) та тривалішими й потужнішими електричними імпульсами, я
Електроконтактна обробка
Електроконтактна обробка передбачає механічне відокремлювання з поверхні заготовки металу, нагрітого електричним струмом до пластичного або навіть до рідкого стану. Теплоту частково виділяют
Електрохімічні методи обробки
Електрохімічні методи обробки ґрунтуються на анодному розчиненні заготовки в електроліті під дією постійного електричного струму. Іони металу заготовки та іони електроліту вс
ЕЛЕКТРОХІМІЧНЕ ПОЛІРУВАННЯ
Електрохімічне полірування відбувається у ванні 2 (рис. 3), де електролітом 5 є розчин кислоти або лугу залежно від властивостей матеріалу заготовки 1, яки
ЕЛЕКТРОХІМІЧНА РОЗМІРНА ОБРОБКА
Електрохімічна розмірна обробка (рис. 4) передбачає примусову циркуляцію електроліта 1 під тиском в міжелектродному проміжку між заготовкою 2 (анодом) та інструме
Ультразвукова обробка
Ультразвукову обробку використовують для скерованого відокремлення з оброблюваної поверхні заготовки дрібних частинок матеріалу за допомогою завислих у суспензі
Лазерна обробка
Лазерна (світлопроменева) обробка ґрунтується на миттєвому локальному нагріванні поверхні оброблюваної заготовки світловим променем високої енергії до температу
ТВЕРДОТІЛІ ЛАЗЕРИ
Твердотілий лазер складається з робочої речовини, системи збудження, фокусування й охолодження. Твердотілі лазери працюють переважно в імпульсному режимі. їх робочою речовиною
НАКОЧУВАННЯ РІЗІ
Різь накочують у холодному стані з використанням плоских різевих плашок або циліндричних роликів.
Під час накочування різі плоскими плашками (рис. 7.1.1,а) заготовку
НАКОЧУВАННЯ ЗУБЧАСТИХ КОЛІС І ШЛІЦІВ
Зубці коліс накочують за допомогою спеціальних Інструментів — накатників у холодному (для модуля т ≤ 1 мм) і в гарячому (для т = 1...10 мм) стані. Накатник має вигляд зуб
Обкочують зовнішні й розкочують внутрішні поверхні
кульками або роликами, притиснутими до оброблюваної поверхні силою Р (рис.7.1.3). Порівняно з роликами кульки вимагають меншої сили Р, але продуктивність обробки кульками нижча. Метод
КАЛІБРУВАННЯ ОТВОРІВ
Суть методу калібрування полягає в проштовхуванні або протягуванні крізь оброблюваний отвір жорсткого й твердого інструмента, розмір якого дещо перевищує розмір отвору. Інст
ВИГОТОВЛЕННЯ ДЕТАЛЕЙ НА ОСНОВІ РІДКИХ ПОЛІМЕРІВ
Часто для виготовлення деталей з полімерних композитних матеріалів як зв'язувальну речовину використовують смоли, які перебувають у рідкому стані при кімнатній температурі. До найеф
У ВИСОКОЕЛАСТИЧНОМУ СТАНІ
У високоеластичному стані виготовляють деталі з листових термопластів головно способом штампування.
Штампування — це спосіб виготовлення тиском деталей об’ємної конфігурації з листо
ЗВАРЮВАННЯ ПОЛІМЕРНИХ МАТЕРІАЛІВ
Зварюванням отримують нерознімні з’єднання деталей з термопластів, нагріваючи їх в місцях з’єднання до в’язкорідкого стану й охолоджуючи під незначним тиском. Температура, тр
СКЛЕЮВАННЯ ДЕТАЛЕЙ З ПОЛІМЕРНИХ МАТЕРІАЛІВ
Склеюванням отримують нерознімні з’єднання деталей з полімерних матеріалів за допомогою клеїв або розчинників. Ці матеріали склеюють також з металами, деревиною, гумою, шкіро
ОБРОБКА РІЗАННЯМ ПОЛІМЕРНИХ МАТЕРІАЛІВ
Різанням підвищують точність розмірів заготовок, виготовлених з полімерних матеріалів, обробляють малі отвори, нарізують різі, зачищають облой тощо. Обробку провадять на металорізал
Хотите получать на электронную почту самые свежие новости?
Подпишитесь на Нашу рассылку
Наша политика приватности обеспечивает 100% безопасность и анонимность Ваших E-Mail








Новости и инфо для студентов